
一种矿用链立环的制造方法.pdf

依波****bc


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种矿用链立环的制造方法.pdf
本发明公开了一种矿用链立环的制造方法,属于链环领域;特点是包括以下操作步骤;步骤一:初步成型;将材料通过加热炉筒将温度升至750‑850℃,使用成型模将立环初步成型,并闪光焊接和去刺,得到初步成型立环;步骤二:最终成型;将初步成型立环经过升温加热至750‑850℃,通过挤压模及整形模对初步成型立环进行挤压和整形,得到最终成型立环;步骤三:性能试验;取最终成型立环的小样做性能试验,各项性能均满足国家标准的要求。优点是解决了链环的弧形难调整问题,有效控制节距尺寸,为后续生产紧凑链提供保障。缩短了生产时间,可以
矿用高强度紧凑链立环的制造装置.pdf
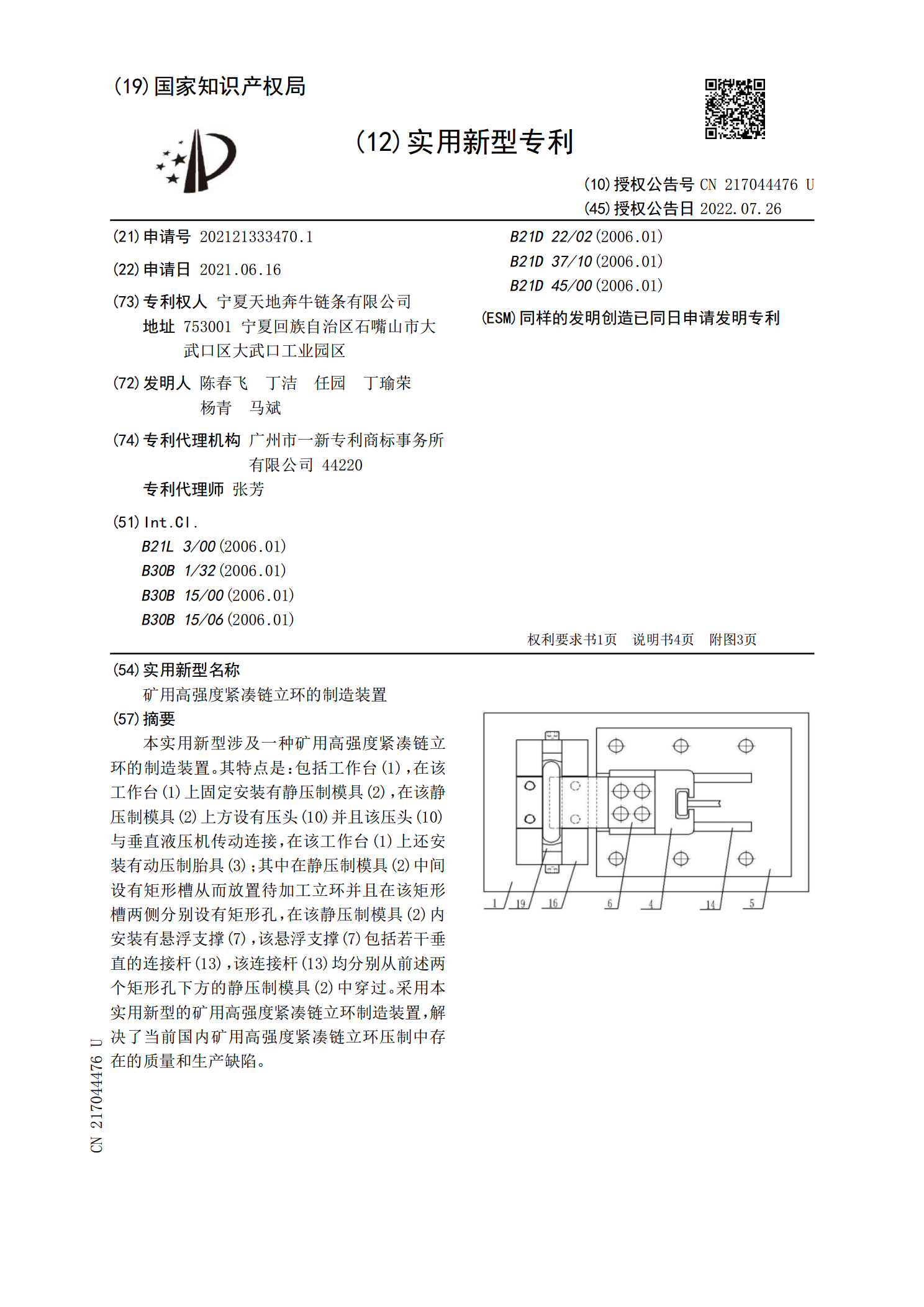
本实用新型涉及一种矿用高强度紧凑链立环的制造装置。其特点是:包括工作台(1),在该工作台(1)上固定安装有静压制模具(2),在该静压制模具(2)上方设有压头(10)并且该压头(10)与垂直液压机传动连接,在该工作台(1)上还安装有动压制胎具(3);其中在静压制模具(2)中间设有矩形槽从而放置待加工立环并且在该矩形槽两侧分别设有矩形孔,在该静压制模具(2)内安装有悬浮支撑(7),该悬浮支撑(7)包括若干垂直的连接杆(13),该连接杆(13)均分别从前述两个矩形孔下方的静压制模具(2)中穿过。采用本实用新型的
矿用高强度紧凑链立环的制造装置.pdf
本实用新型涉及一种矿用高强度紧凑链立环的制造装置。其特点是:包括工作台(1),在该工作台(1)上固定安装有静压制模具(2),在该静压制模具(2)上方设有压头(10)并且该压头(10)与垂直液压机传动连接,在该工作台(1)上还安装有动压制胎具(3);其中在静压制模具(2)中间设有矩形槽从而放置待加工立环并且在该矩形槽两侧分别设有矩形孔,在该静压制模具(2)内安装有悬浮支撑(7),该悬浮支撑(7)包括若干垂直的连接杆(13),该连接杆(13)均分别从前述两个矩形孔下方的静压制模具(2)中穿过。采用本实用新型的
一种高强度三齿防打结矿用链立环.pdf
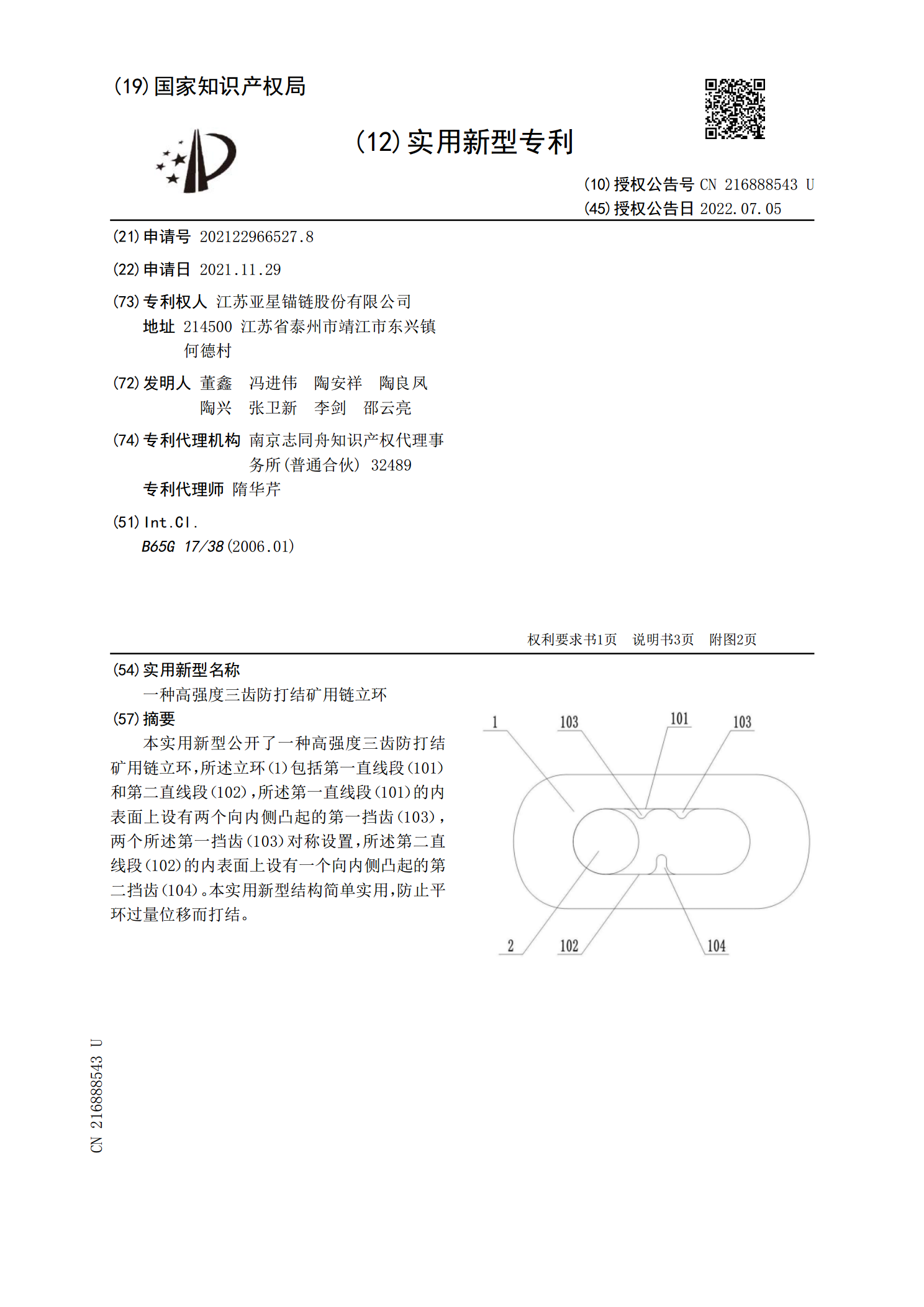
本实用新型公开了一种高强度三齿防打结矿用链立环,所述立环(1)包括第一直线段(101)和第二直线段(102),所述第一直线段(101)的内表面上设有两个向内侧凸起的第一挡齿(103),两个所述第一挡齿(103)对称设置,所述第二直线段(102)的内表面上设有一个向内侧凸起的第二挡齿(104)。本实用新型结构简单实用,防止平环过量位移而打结。

一种高强度四齿防打结矿用链立环.pdf
本实用新型公开了一种高强度四齿防打结矿用链立环,所述立环(1)上设有穿孔(101),所述穿孔(101)的上内壁设有两个挡齿,所述穿孔(101)的下内壁设有两个挡齿,所述穿孔(101)的上内壁的两个挡齿关于立环(1)的纵向轴线对称,所述穿孔(101)的下内壁的两个挡齿关于立环(1)的纵向轴线对称,所述穿孔(101)的上内壁的两个挡齿与穿孔(101)的下内壁的两个挡齿关于立环(1)的横向轴线对称。本实用新型结构简单实用,防止平环过量位移而打结。