
一种变截面厚度钛合金锻件准β锻造加热方法及装置.pdf

森林****io


1/9
2/9
3/9

4/9
5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种变截面厚度钛合金锻件准β锻造加热方法及装置.pdf
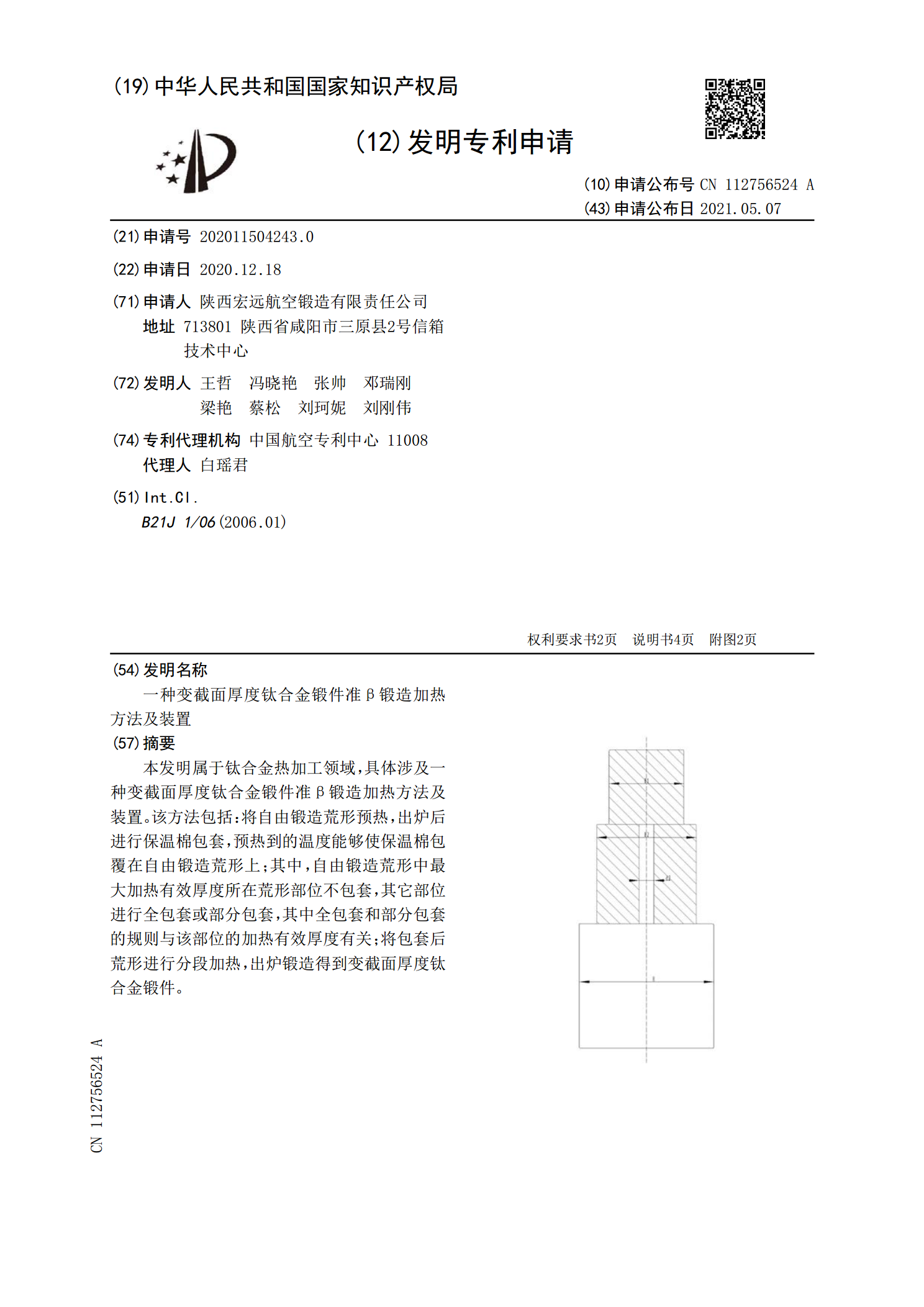
本发明属于钛合金热加工领域,具体涉及一种变截面厚度钛合金锻件准β锻造加热方法及装置。该方法包括:将自由锻造荒形预热,出炉后进行保温棉包套,预热到的温度能够使保温棉包覆在自由锻造荒形上;其中,自由锻造荒形中最大加热有效厚度所在荒形部位不包套,其它部位进行全包套或部分包套,其中全包套和部分包套的规则与该部位的加热有效厚度有关;将包套后荒形进行分段加热,出炉锻造得到变截面厚度钛合金锻件。
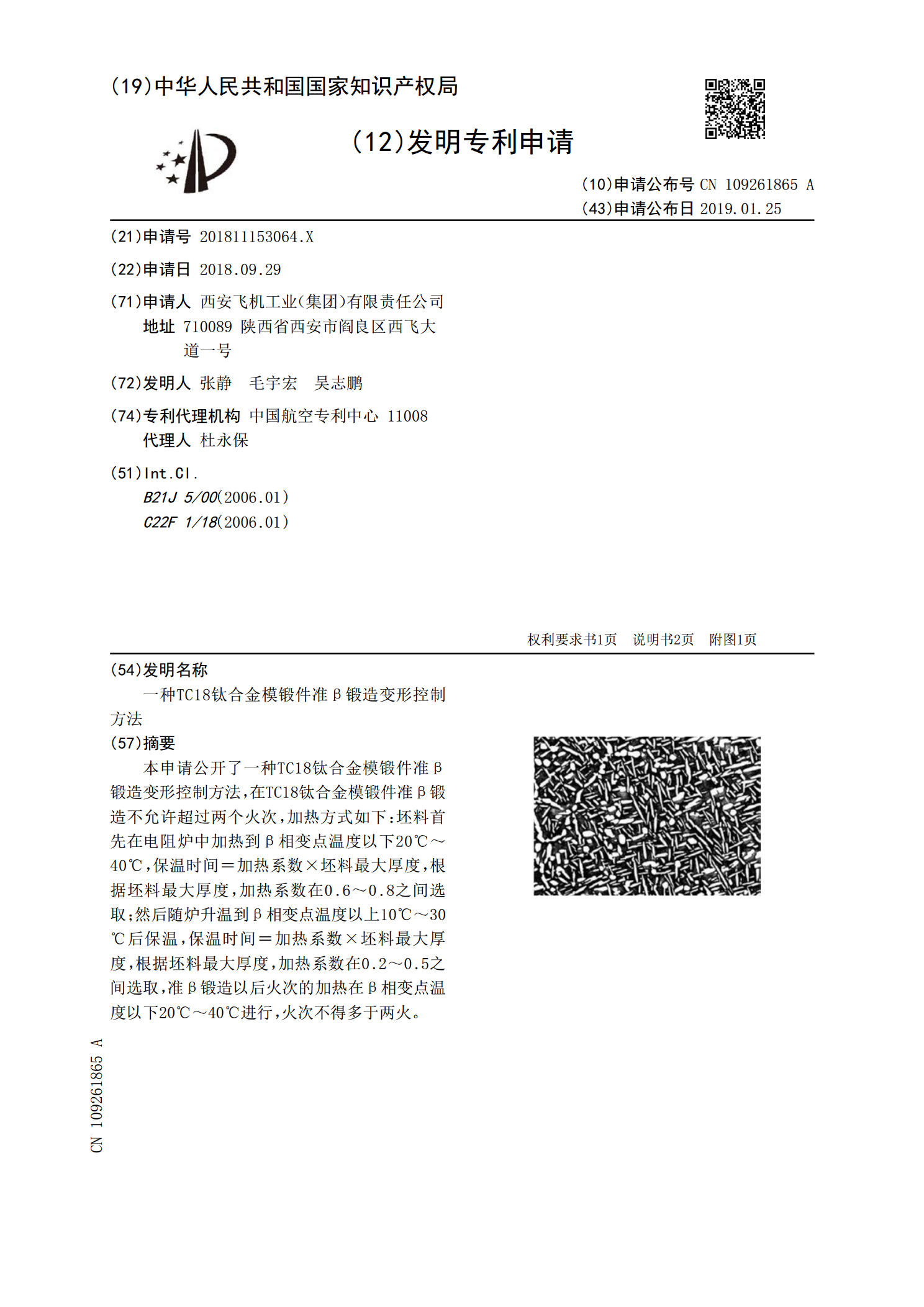
一种TC18钛合金模锻件准β锻造变形控制方法.pdf
本申请公开了一种TC18钛合金模锻件准β锻造变形控制方法,在TC18钛合金模锻件准β锻造不允许超过两个火次,加热方式如下:坯料首先在电阻炉中加热到β相变点温度以下20℃~40℃,保温时间=加热系数×坯料最大厚度,根据坯料最大厚度,加热系数在0.6~0.8之间选取;然后随炉升温到β相变点温度以上10℃~30℃后保温,保温时间=加热系数×坯料最大厚度,根据坯料最大厚度,加热系数在0.2~0.5之间选取,准β锻造以后火次的加热在β相变点温度以下20℃~40℃进行,火次不得多于两火。
一种锻件密封环的锻造加热方法.pdf
本发明公开一种锻件密封环的锻造加热方法,其将NiCr20TiAl-T6锻造坯料放入温度为300℃加热炉内,然后在4小时内匀速升温至800℃,保温3.8小时,再在3小时内匀速升温至1150℃,保温3.5小时后取出进行锻造。本发明材料选择、制作过程粗细、加工部署须合理科学,材料采用真空冶炼电渣重熔钢,制定严格的加热锻造控制工艺来解决锻造温度范围窄(100-120℃),变形抗力大,易开裂、粗晶、中心疏松、临界变形量及中间锻造过程控制关键技术问题,其锻件密封环具有优良的机械性能。

一种提高厚截面TA15钛合金锻件强度的锻造工艺.pdf
一种提高厚截面TA15钛合金锻件强度的锻造工艺,包括:1)将坯料放在电阻炉里进行加热,加热温度设定为在<base:Italic>β</base:Italic>相变点以下25℃,炉子到达设定温度后保温,之后坯料空冷或风冷至室温;2)将经过1)处理后的坯料放在电阻炉里进行加热,加热温度设定为在<base:Italic>β</base:Italic>相变点以下50~40℃,炉子到达设定温度后保温,之后坯料出炉进行自由锻或模锻,变形量≥30%,锻造完成后空冷或风冷至室温;3)加工完成后的锻件根据技术要求进行普通退

一种减小脱碳层厚度的锻造加热方法.pdf
本发明公开了一种减小脱碳层厚度的锻造加热方法,属于锻造领域,其技术方案要点是包括一下步骤:步骤S1:放置:将切割完成后的坯料放置于电加热炉中;步骤S2:加热,利用电加热对坯料进行加热:步骤S3:锻造,将加热后的坯料输送至锻锤设备处进行锻压;利用电磁感应加热法对坯料表面进行加热,利用接触电加热法对坯料的中心部位进行加热,接触电加热法对坯料通电时坯料内产生的电流方向与电磁感应加热法的感应线圈呈同轴设置,磁感应加热法和接触电加热法间隔对坯料进行加热。本发明具有减小坯料脱碳层厚度的效果。