
一种在模具钢表面制备原位自生TiC/NiCrBSi复合涂层的方法.pdf

英哲****公主


1/9
2/9

3/9

4/9

5/9

6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种在模具钢表面制备原位自生TiC/NiCrBSi复合涂层的方法.pdf
本发明公开了一种在模具钢表面制备TiC/NiCrBSi复合涂层的方法,步骤为:取Ti粉末、石墨粉和NiCrBSi合金粉末混合;将模具钢切割并进行表面预处理;使用水玻璃胶体作为粘结剂,将第一步混合粉末与水玻璃搅拌均匀制成膏体,涂敷在模具钢表面;将涂覆好的基体置于鼓风干燥箱中,使粘结剂充分挥发;将烘干完成的试样放入空心石墨底座中;将模具钢和石墨底座一同放置在感应线圈下进行感应熔覆;将熔覆完成的模具钢放入真空管式炉,进行固溶处理;将模具钢放入真空管式炉中并抽真空,进行人工时效处理。本发明所得到的模具钢表面制备的
一种原位合成制备复合热障涂层的方法.pdf
本发明公开了一种原位合成制备复合热障涂层的方法,将R2O3和ZrO2粉体混合球磨后的R2O3/ZrO2混合粉末和YSZ粉末混合;用等离子喷涂方法喷涂在高温合金基体上的粘结层表面,然后置于电阻炉中,在空气条件,1000-1400°C下进行烧结,制备出R2Zr2O7弥散分布的YSZ陶瓷层。由本发明方法制备的陶瓷层消除了R2Zr2O7稀土锆酸盐陶瓷层与YSZ陶瓷层的层界面,使得热障涂层具有高温相稳定性,与传统的YSZ相比具有较低的热导率,且降低了陶瓷层的透氧率;与单纯的稀土锆酸盐陶瓷层相比使用寿命增长,可以满足

原位自生颗粒增强钛基复合材料的制备方法.pdf
一种原位自生颗粒增强钛基复合材料的制备方法,其特征在于包括如下步骤:将钛基原料装入水冷石墨坩埚,真空等离子熔炼炉内真空抽到不超过10Pa,起弧熔炼,进入精炼期,将用以原位反应生成增强相的石墨粉从送粉器加入真空等离子熔炼炉,同时电磁搅拌,停弧,浇注。与现有技术相比,本发明的优点在于:有效地避免了对合金熔体的污染,显著提高了高熔点组元的合金化程度,降低了铸锭中的高熔点组元聚集偏析,保证了合金化的均匀性,同时合理地控制合金中的氧含量。
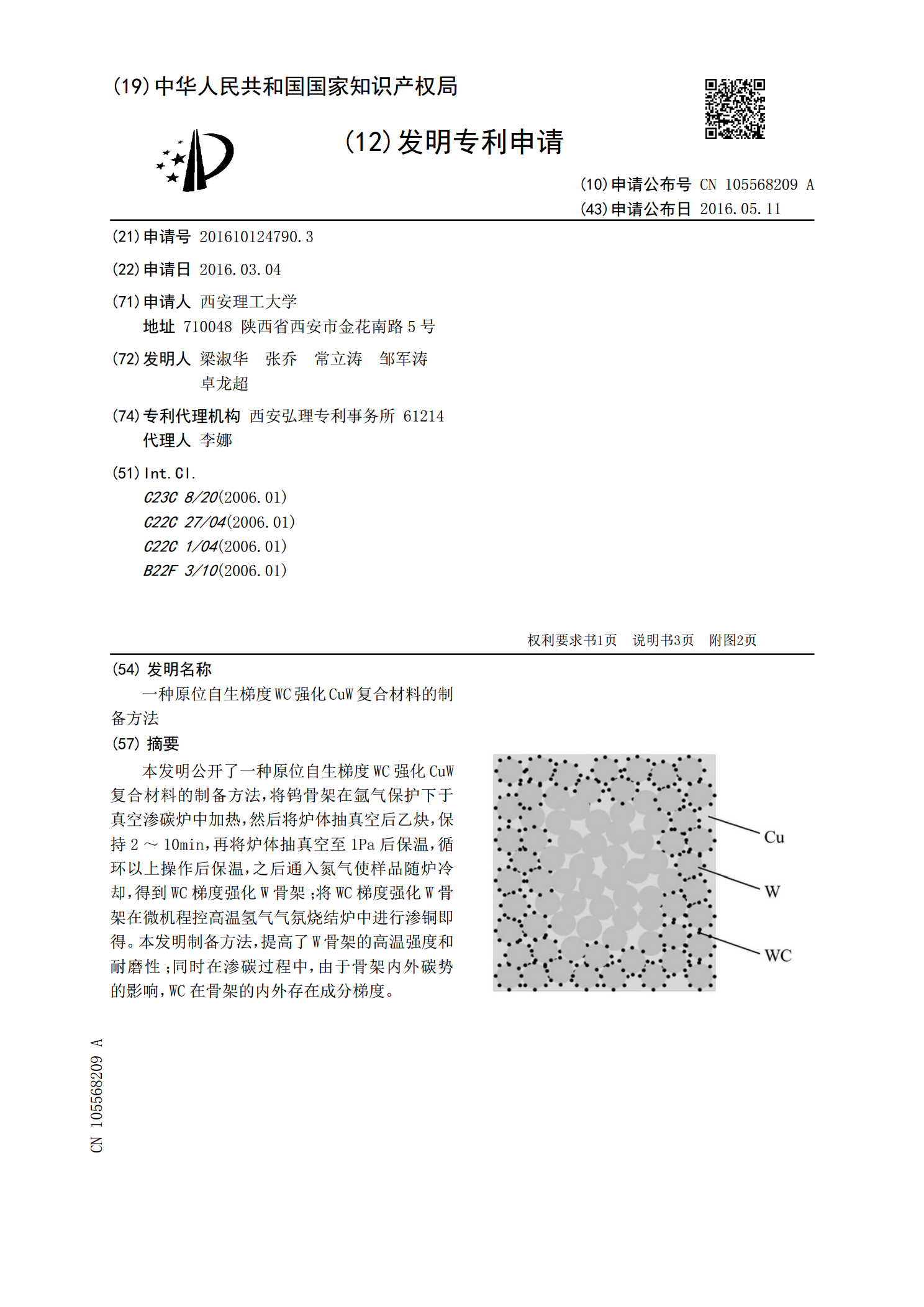
一种原位自生梯度WC强化CuW复合材料的制备方法.pdf
本发明公开了一种原位自生梯度WC强化CuW复合材料的制备方法,将钨骨架在氩气保护下于真空渗碳炉中加热,然后将炉体抽真空后乙炔,保持2~10min,再将炉体抽真空至1Pa后保温,循环以上操作后保温,之后通入氮气使样品随炉冷却,得到WC梯度强化W骨架;将WC梯度强化W骨架在微机程控高温氢气气氛烧结炉中进行渗铜即得。本发明制备方法,提高了W骨架的高温强度和耐磨性;同时在渗碳过程中,由于骨架内外碳势的影响,WC在骨架的内外存在成分梯度。
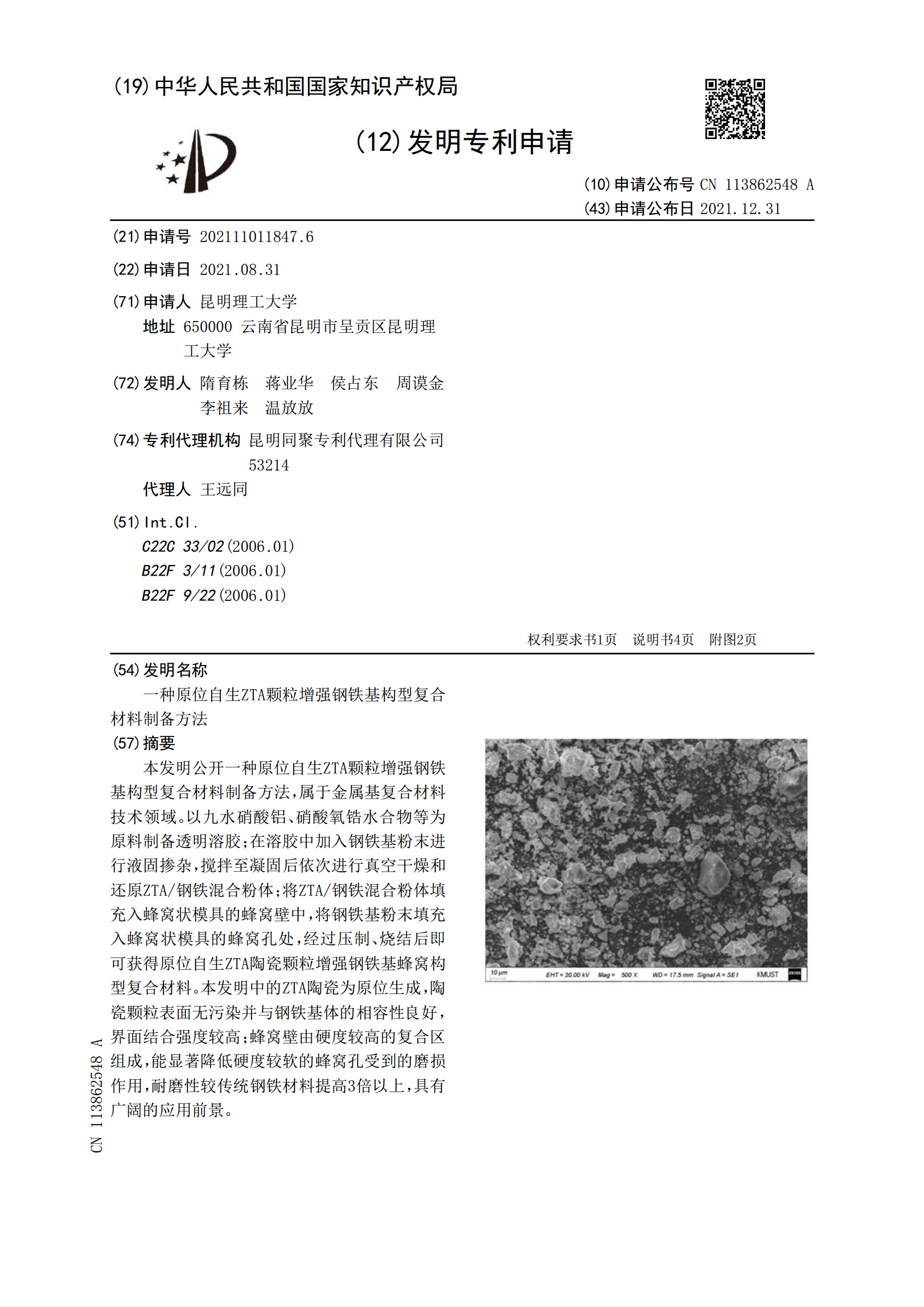
一种原位自生ZTA颗粒增强钢铁基构型复合材料制备方法.pdf
本发明公开一种原位自生ZTA颗粒增强钢铁基构型复合材料制备方法,属于金属基复合材料技术领域。以九水硝酸铝、硝酸氧锆水合物等为原料制备透明溶胶;在溶胶中加入钢铁基粉末进行液固掺杂,搅拌至凝固后依次进行真空干燥和还原ZTA/钢铁混合粉体;将ZTA/钢铁混合粉体填充入蜂窝状模具的蜂窝壁中,将钢铁基粉末填充入蜂窝状模具的蜂窝孔处,经过压制、烧结后即可获得原位自生ZTA陶瓷颗粒增强钢铁基蜂窝构型复合材料。本发明中的ZTA陶瓷为原位生成,陶瓷颗粒表面无污染并与钢铁基体的相容性良好,界面结合强度较高;蜂窝壁由硬度较高的