
一种盾构机刀圈加工热处理工艺.pdf

琰琬****买买

1/6
2/6
3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种盾构机刀圈加工热处理工艺.pdf
本发明公开了一种盾构机刀圈加工热处理工艺,包括有以下步骤:步骤(1)电渣重熔生产钢锭;步骤(2)锻造:采用8000t以上压力机对钢锭进行锻造,锻造比>3.3;步骤(3)退火:将经上述处理后的锻件空冷至345‑355℃后,升温至855‑875℃,一次保温,保温1‑3h,随炉冷至室温;步骤(4)真空淬火、回火:将锻件置于真空热处理炉进行真空淬火,淬火温度1050‑1070℃,保温0.2‑2h,回火,回火温度为545‑555℃,保温后空冷,回火次数2‑3次;通过本发明工艺,能够生产出结晶组织优良的盾构机刀圈,细
一种增加强度的盾构机刀圈加工工艺.pdf
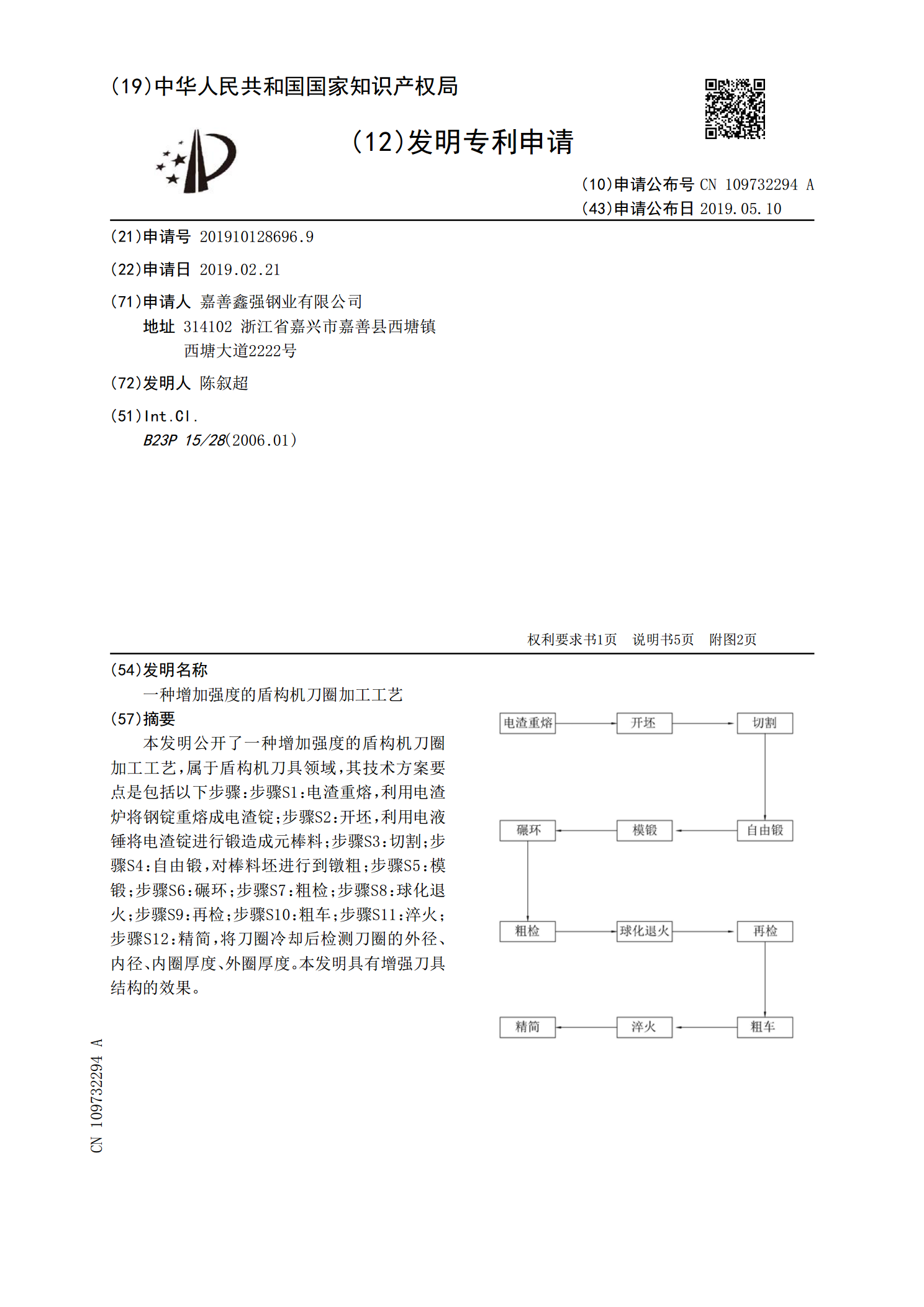
本发明公开了一种增加强度的盾构机刀圈加工工艺,属于盾构机刀具领域,其技术方案要点是包括以下步骤:步骤S1:电渣重熔,利用电渣炉将钢锭重熔成电渣锭;步骤S2:开坯,利用电液锤将电渣锭进行锻造成元棒料;步骤S3:切割;步骤S4:自由锻,对棒料坯进行到镦粗;步骤S5:模锻;步骤S6:碾环;步骤S7:粗检;步骤S8:球化退火;步骤S9:再检;步骤S10:粗车;步骤S11:淬火;步骤S12:精简,将刀圈冷却后检测刀圈的外径、内径、内圈厚度、外圈厚度。本发明具有增强刀具结构的效果。
一种盾构刀具的刀圈材料和热处理工艺.pdf
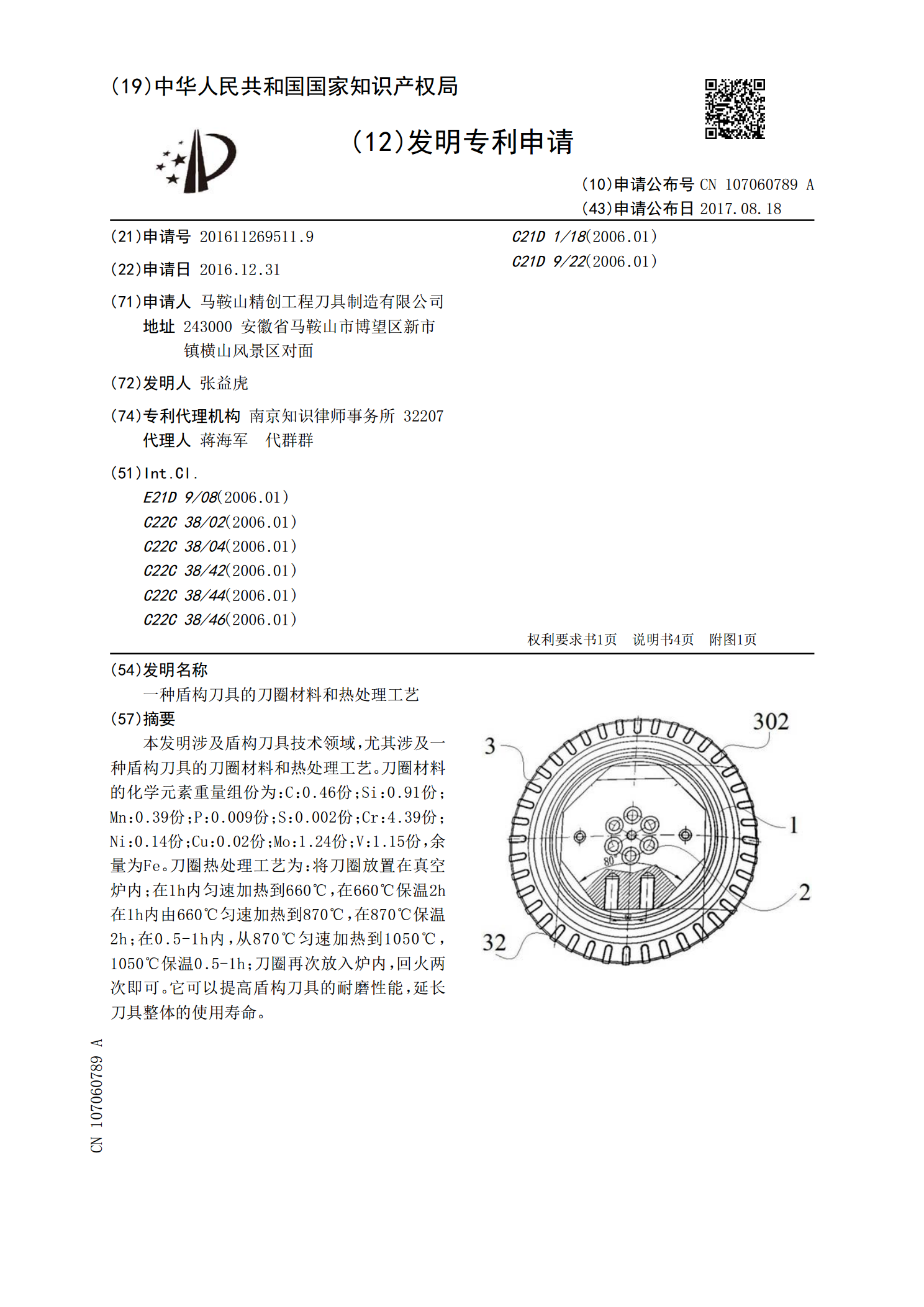
本发明涉及盾构刀具技术领域,尤其涉及一种盾构刀具的刀圈材料和热处理工艺。刀圈材料的化学元素重量组份为:C:0.46份;Si:0.91份;Mn:0.39份;P:0.009份;S:0.002份;Cr:4.39份;Ni:0.14份;Cu:0.02份;Mo:1.24份;V:1.15份,余量为Fe。刀圈热处理工艺为:将刀圈放置在真空炉内;在1h内匀速加热到660℃,在660℃保温2h在1h内由660℃匀速加热到870℃,在870℃保温2h;在0.5‑1h内,从870℃匀速加热到1050℃,1050℃保温0.5‑1h

盾构H13E刀圈的热处理工艺研究.docx
盾构H13E刀圈的热处理工艺研究盾构机是一种在地下施工中广泛应用的机械设备。而盾构机中的刀圈是非常重要的部件,其质量和使用寿命直接影响着盾构机的工作效率和施工质量。因此,对盾构机刀圈的热处理工艺进行研究具有重要的意义。本文将针对盾构机H13E刀圈的热处理工艺进行研究并进行分析。H13E是一种高强度、高耐磨的合金钢,常用于制造高速切削工具。然而,在盾构机刀圈的应用中,由于长时间的高温、高压和高冲击的工作环境,刀圈容易出现疲劳裂纹、碎裂和磨损等问题。因此,通过优化热处理工艺,提高刀圈的硬度和耐磨性,是保证盾构

一种耐磨型盾构机滚刀圈.pdf
本实用新型涉及盾构机领域,且公开了一种耐磨型盾构机滚刀圈,包括内圈和活动连接于内圈外壁的外圈,所述内圈的内壁开设有容纳槽,所述内圈的外壁开设有限位槽,所述容纳槽的内壁固定连接有缓冲弹簧,所述缓冲弹簧的一侧固定连接有缓冲块,所述缓冲块的一侧活动连接有活动块,所述活动块的一侧固定连接有连接杆,所述连接杆的外壁活动连接有复位弹簧。该耐磨型盾构机滚刀圈,通过设置的内圈、外圈、容纳槽、限位槽、缓冲弹簧、缓冲块、活动块、连接杆和复位弹簧,实现了对外圈的振动进行缓冲,从而避免了外圈在摩擦振动时容易发生损坏的情况,进而提