
一种水泥燃烧器旋流叶片的焊接方法.pdf

小云****66


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种水泥燃烧器旋流叶片的焊接方法.pdf
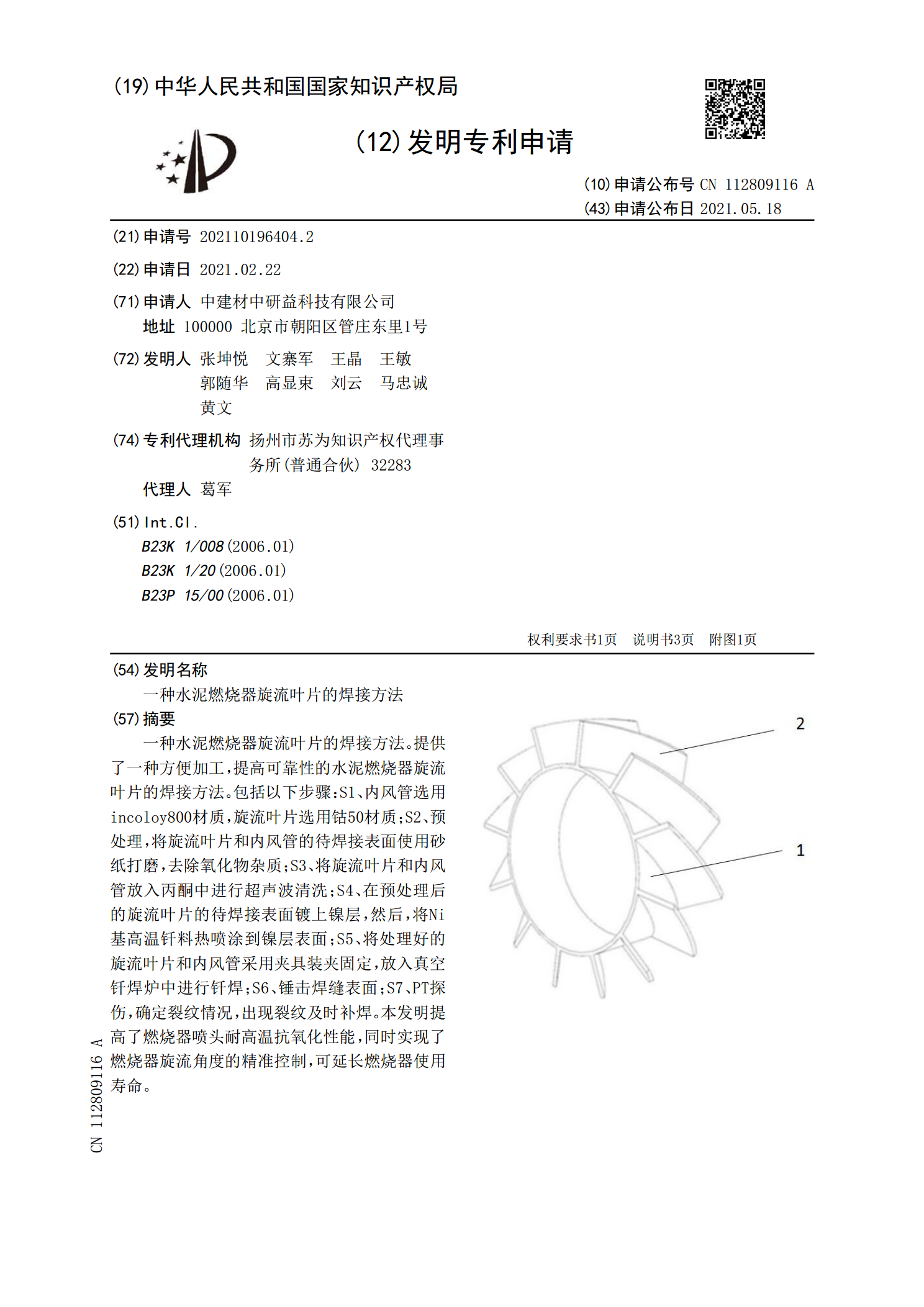
一种水泥燃烧器旋流叶片的焊接方法。提供了一种方便加工,提高可靠性的水泥燃烧器旋流叶片的焊接方法。包括以下步骤:S1、内风管选用incoloy800材质,旋流叶片选用钴50材质;S2、预处理,将旋流叶片和内风管的待焊接表面使用砂纸打磨,去除氧化物杂质;S3、将旋流叶片和内风管放入丙酮中进行超声波清洗;S4、在预处理后的旋流叶片的待焊接表面镀上镍层,然后,将Ni基高温钎料热喷涂到镍层表面;S5、将处理好的旋流叶片和内风管采用夹具装夹固定,放入真空钎焊炉中进行钎焊;S6、锤击焊缝表面;S7、PT探伤,确定裂纹情

一种轴向叶片式旋流燃烧器.pdf
本发明公开了一种轴向叶片式旋流燃烧器,包括一次风壳、挡板、二次风壳和油枪,所述的一次风壳上装有挡板,所述的一次风壳与二次风壳连接,包括拉杆和叶轮,所述的二次风壳与叶轮连接,所述的叶轮上装有拉杆,所述的油枪与一次风壳、二次风壳和连接叶轮连接。本发明通过轴向叶片的倾斜角来造成旋转,燃烧区有足够高的温度水平,稳定可靠。

一种浓淡和旋流叶片可调式煤粉燃烧器.pdf
本发明属于锅炉燃烧技术领域,公开了一种浓淡和旋流叶片可调式煤粉燃烧器,包括从内向外依次同轴设置的外一次风通道、内二次风通道、外二次风通道,在内二次风通道的出口端设有内二次风喷口,在外二次风通道的出口端设有外二次风喷口,所述内二次风喷口和外二次风喷口均为锥形扩口型,内二次风喷口和外二次风喷口的内径沿煤粉气流方向Q均逐渐变大,将内二次风通道和外二次风通道统称为二次风通道,在二次风通道内设有旋流器,在外一次风通道内同轴设有内一次风通道,所述内一次风通道出口端位于外一次风通道出口端内侧,且内一次风通道出口端为内凹
一种旋流燃烧器及旋流燃烧器乏风喷入系统.pdf
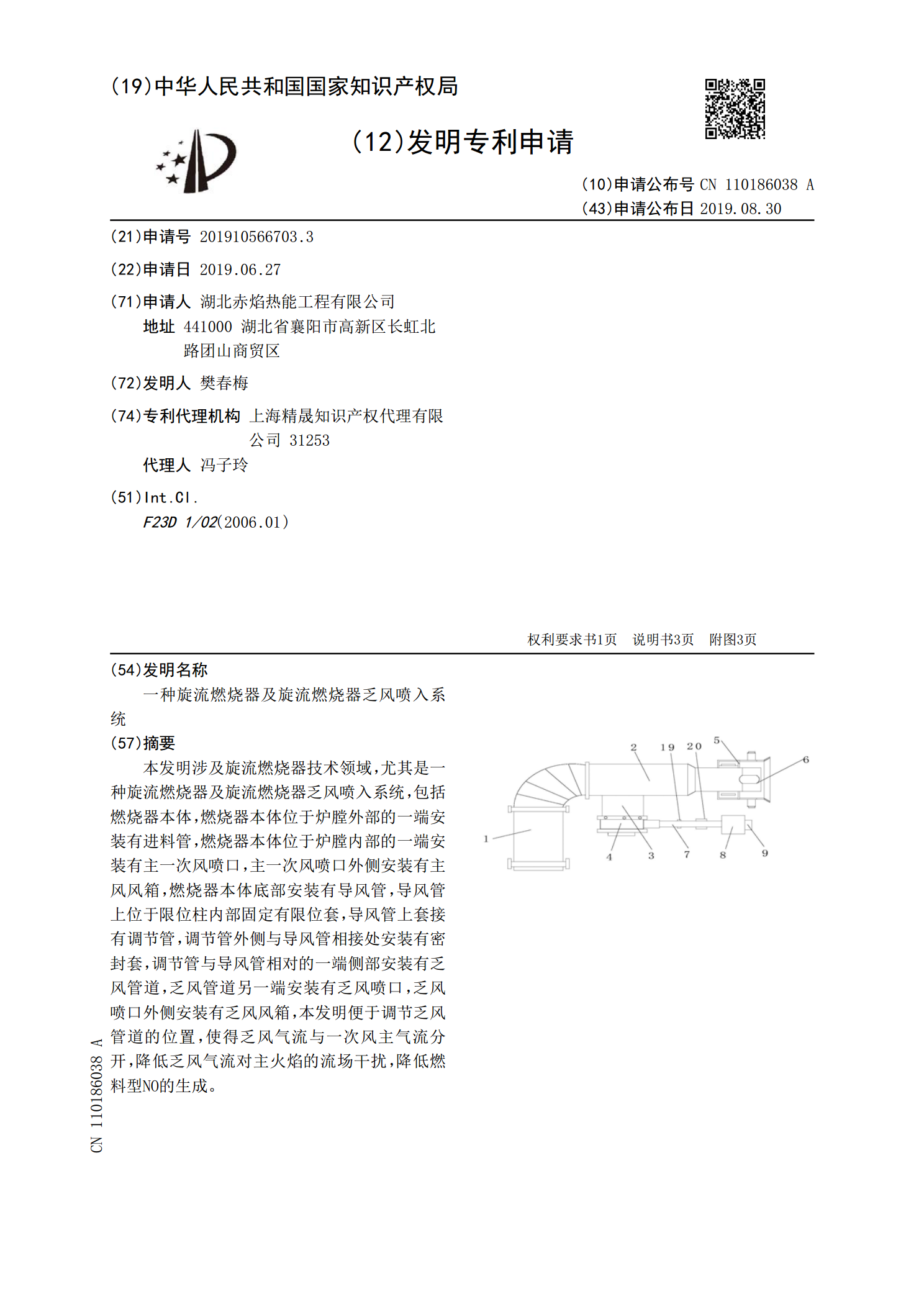
本发明涉及旋流燃烧器技术领域,尤其是一种旋流燃烧器及旋流燃烧器乏风喷入系统,包括燃烧器本体,燃烧器本体位于炉膛外部的一端安装有进料管,燃烧器本体位于炉膛内部的一端安装有主一次风喷口,主一次风喷口外侧安装有主风风箱,燃烧器本体底部安装有导风管,导风管上位于限位柱内部固定有限位套,导风管上套接有调节管,调节管外侧与导风管相接处安装有密封套,调节管与导风管相对的一端侧部安装有乏风管道,乏风管道另一端安装有乏风喷口,乏风喷口外侧安装有乏风风箱,本发明便于调节乏风管道的位置,使得乏风气流与一次风主气流分开,降低乏风

一种旋流燃烧器及旋流燃烧器乏风喷入系统.pdf
本发明公开了一种旋流燃烧器及旋流燃烧器乏风喷入系统。系统包括炉膛、OFA喷口和若干组旋流燃烧器。每个旋流燃烧器均包括主燃烧器、主一次风喷口和乏风管道。乏风管道前端设有乏风喷口,乏风喷口设置在炉膛与主一次风喷口相邻的壁面上。乏风喷口设有乏风风箱。每组旋流燃烧器的两个主燃烧器和主一次风喷口设置在炉膛相对的两侧壁面上,且两个乏风喷口设置在最近的相邻侧壁面上。旋流燃烧器设置两到四层,且每层包括2~8组旋流燃烧器。至少在最底层乏风喷口前端设有乏风燃烧器,选用油燃烧器。乏风管道上设有补偿器和密封膨胀节。本发明将乏风气