
一种液压阀块裂纹修复方法.pdf

莉娜****ua


1/9
2/9
3/9
4/9

5/9

6/9
7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种液压阀块裂纹修复方法.pdf
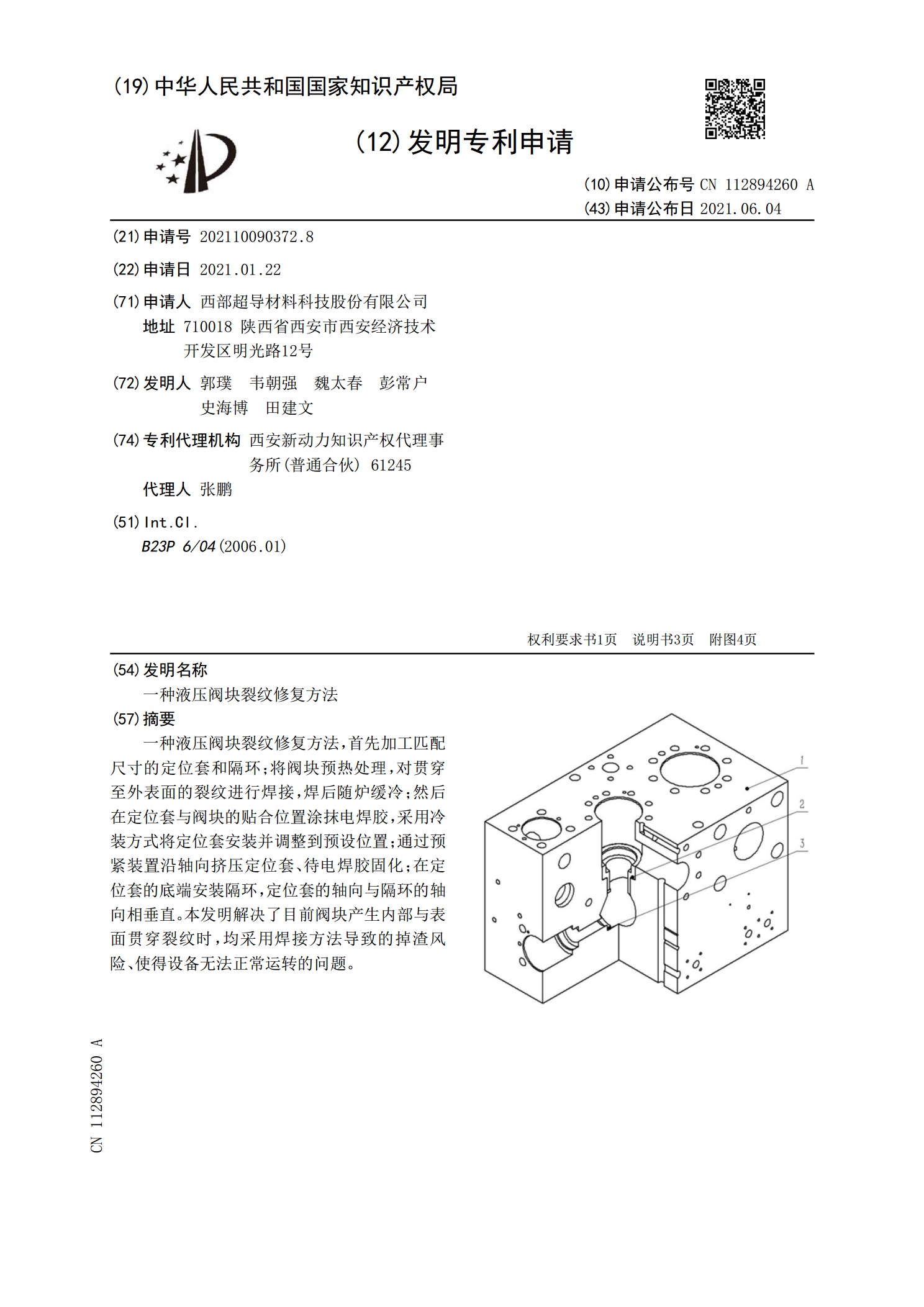
一种液压阀块裂纹修复方法,首先加工匹配尺寸的定位套和隔环;将阀块预热处理,对贯穿至外表面的裂纹进行焊接,焊后随炉缓冷;然后在定位套与阀块的贴合位置涂抹电焊胶,采用冷装方式将定位套安装并调整到预设位置;通过预紧装置沿轴向挤压定位套、待电焊胶固化;在定位套的底端安装隔环,定位套的轴向与隔环的轴向相垂直。本发明解决了目前阀块产生内部与表面贯穿裂纹时,均采用焊接方法导致的掉渣风险、使得设备无法正常运转的问题。

一种陶瓷微裂纹修复方法.pdf
本发明公开了一种陶瓷微裂纹修复方法,包括如下步骤:利用无损检测工序发现并提取陶瓷件上微裂纹的尺寸特征参数;利用光纤激光加工工序将微裂纹区域加工成微孔洞;利用抛光清洗工序去除光纤激光加工区域表面的毛刺及微孔洞中的碎屑残留物;利用热处理工序去除光纤激光加工区域残余热应力;利用涂覆钎料工序在去除碎屑残留物后的微孔洞中填充钎料,并压实;利用钎焊工序使钎料与陶瓷基体紧密结合;利用抛光后处理工序去除多余钎料反应物,获得修复后光滑陶瓷表面;陶瓷上的微裂纹通过本发明的方法修复后,可以大大降低陶瓷生产和加工过程中的次品率,
一种修复锅炉裂纹的构件及方法.pdf
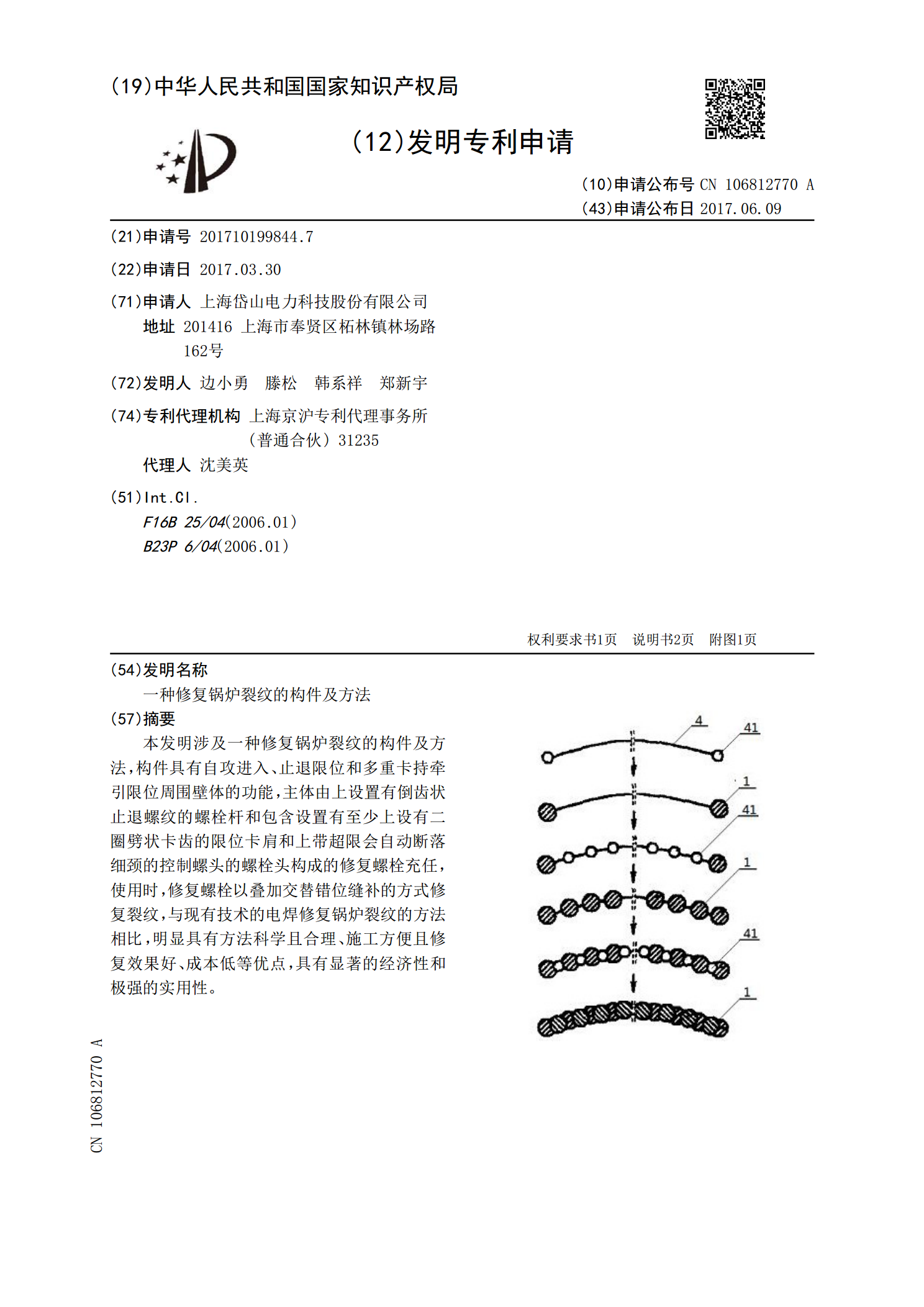
本发明涉及一种修复锅炉裂纹的构件及方法,构件具有自攻进入、止退限位和多重卡持牵引限位周围壁体的功能,主体由上设置有倒齿状止退螺纹的螺栓杆和包含设置有至少上设有二圈劈状卡齿的限位卡肩和上带超限会自动断落细颈的控制螺头的螺栓头构成的修复螺栓充任,使用时,修复螺栓以叠加交替错位缝补的方式修复裂纹,与现有技术的电焊修复锅炉裂纹的方法相比,明显具有方法科学且合理、施工方便且修复效果好、成本低等优点,具有显著的经济性和极强的实用性。

一种液压阀的阀块结构.pdf
本实用新型涉及阀块技术领域,且公开了一种液压阀的阀块结构,包括阀块本体,所述阀块本体的顶端固定安装有压力表,所述阀块本体的两端固定安装有管道连接组件,所述阀块本体的两侧分别设置有上堵块和下堵块。该液压阀的阀块结构设置有管道连接组件、压力表和阀块安装组件,拧动锁紧螺栓,直至锁紧螺栓与上固定架和下固定架完全分离,将支架放置在上固定架和下固定架之间,将插块对准插槽插入,直至插块完全进入插槽的内部,使用锁紧螺栓将上固定架和下固定架锁紧在一起,即可完成阀块本体的安装,操作简单,安装方便,将外插接管对准内插接管插入,

一种水轮机叶片裂纹修复方法.pdf
本发明公开了一种水轮机叶片裂纹修复方法,主要包括准备阶段:清洗检测待修复叶片;自熔焊接阶段:采用倾斜的负离焦量的会聚激光束沿裂纹走向扫描,形成V形熔池,熔化的金属液体在重力作用下沉入熔池底部,凝固后形成自熔焊缝;填充焊接阶段:采用与叶片本体相同的材料作为焊丝,进行表层堆焊;后处理阶段:焊接完成后进行去应力回火和叶片表面修整加工。本发明修复时以叶片本体材料的自熔为主,填充少量与叶片本体相同的材料,焊缝材料与叶片相同,二者结合良好,且不易产生焊缝缺陷,提高了焊缝结合强度;且在自熔焊接和填充焊接过程中,叶片背面