
一种铸件的热处理方法.pdf

小忆****ng

1/5
2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铸件的热处理方法.pdf
本申请公开了一种铸件的热处理方法,包括如下步骤:S1、首先在室温下将铸件装入热处理炉,升温至280‑320℃;S2、将热处理炉缓慢升温至520‑560℃,加热速度为40‑60℃/h;S3、在540℃保温4h;S4、升温至545℃保温10h;S5、最后升温至547℃,保温2h;出炉淬火,出炉转移时间小于15s;S6、淬火水温为20‑40℃;S7、淬火后在室温下放置20‑28h,然后人工时效,人工时效分为两次。本发明在该热处理工艺中,在该热处理的过程中,与传统的热处理工艺相比,得到的ZL114A合金铸件的切取
一种船舶艏柱铸件热处理方法.pdf
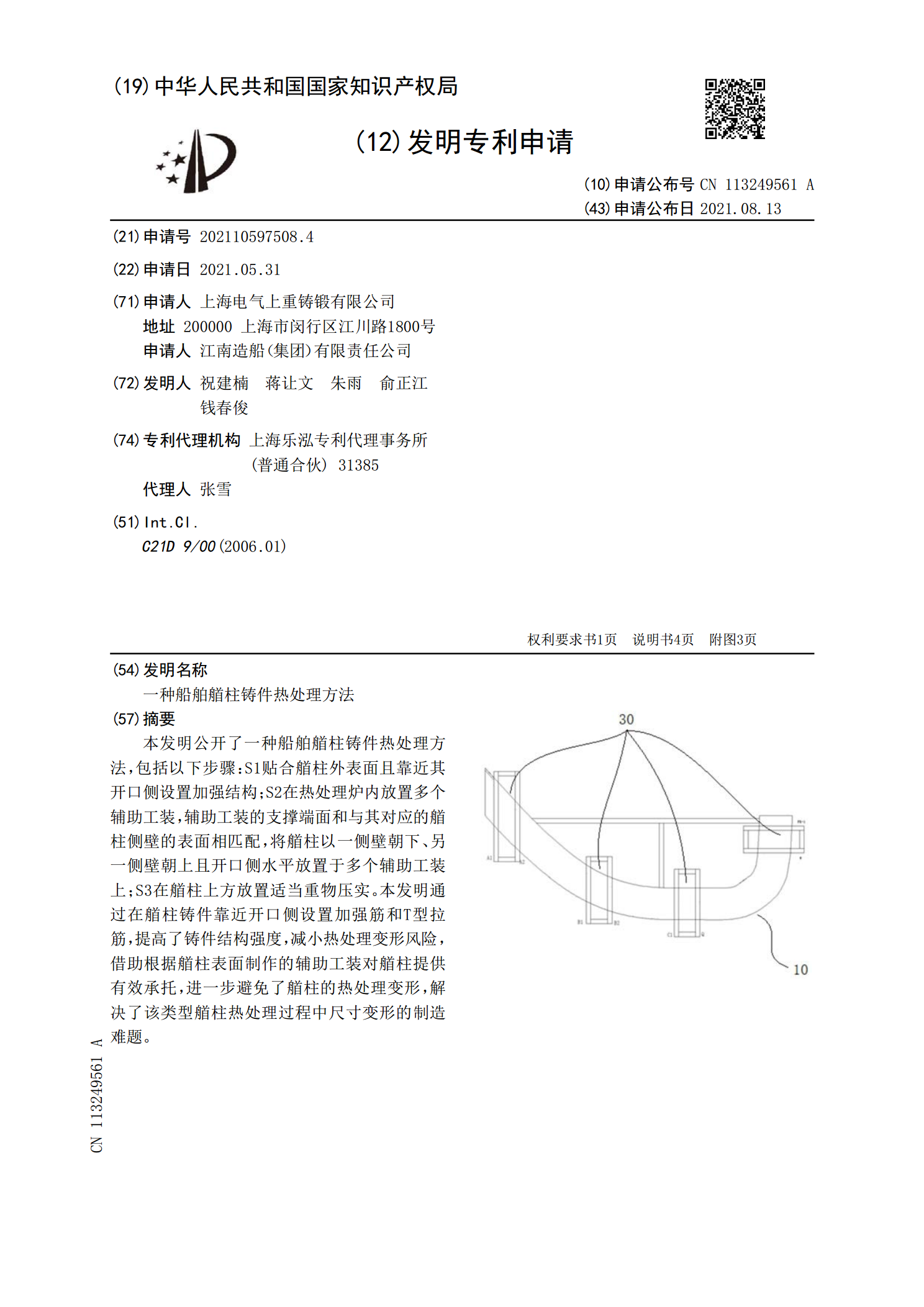
本发明公开了一种船舶艏柱铸件热处理方法,包括以下步骤:S1贴合艏柱外表面且靠近其开口侧设置加强结构;S2在热处理炉内放置多个辅助工装,辅助工装的支撑端面和与其对应的艏柱侧壁的表面相匹配,将艏柱以一侧壁朝下、另一侧壁朝上且开口侧水平放置于多个辅助工装上;S3在艏柱上方放置适当重物压实。本发明通过在艏柱铸件靠近开口侧设置加强筋和T型拉筋,提高了铸件结构强度,减小热处理变形风险,借助根据艏柱表面制作的辅助工装对艏柱提供有效承托,进一步避免了艏柱的热处理变形,解决了该类型艏柱热处理过程中尺寸变形的制造难题。

一种铝合金铸件的热处理方法.pdf
本发明涉及一种铝合金的热处理方法,包括以下步骤:A、充型过程:将融化的铝液在密封的保温炉内,通入干燥的压缩空气,在压力的作用下,铝液通过升液管进入模具型腔,凝固成型;B、保温炉内的压力自动卸压,冷却30秒~60秒,模具开模;C、淬火过程:开模后铸件被顶出,利用铸件余热,迅速将铸件吊挂入水箱中冷却,D:人工时效处理过程:将铸件放入热处理炉内,加热升温至175-180℃,保温3-3.5小时后停止加热,取出铸件自然冷却至室温。该方法克服T6热处理产品变形严重,矫正过程易断裂的问题,提高了产品合格率,操作简单,不
一种铝合金铸件短流程热处理方法.pdf
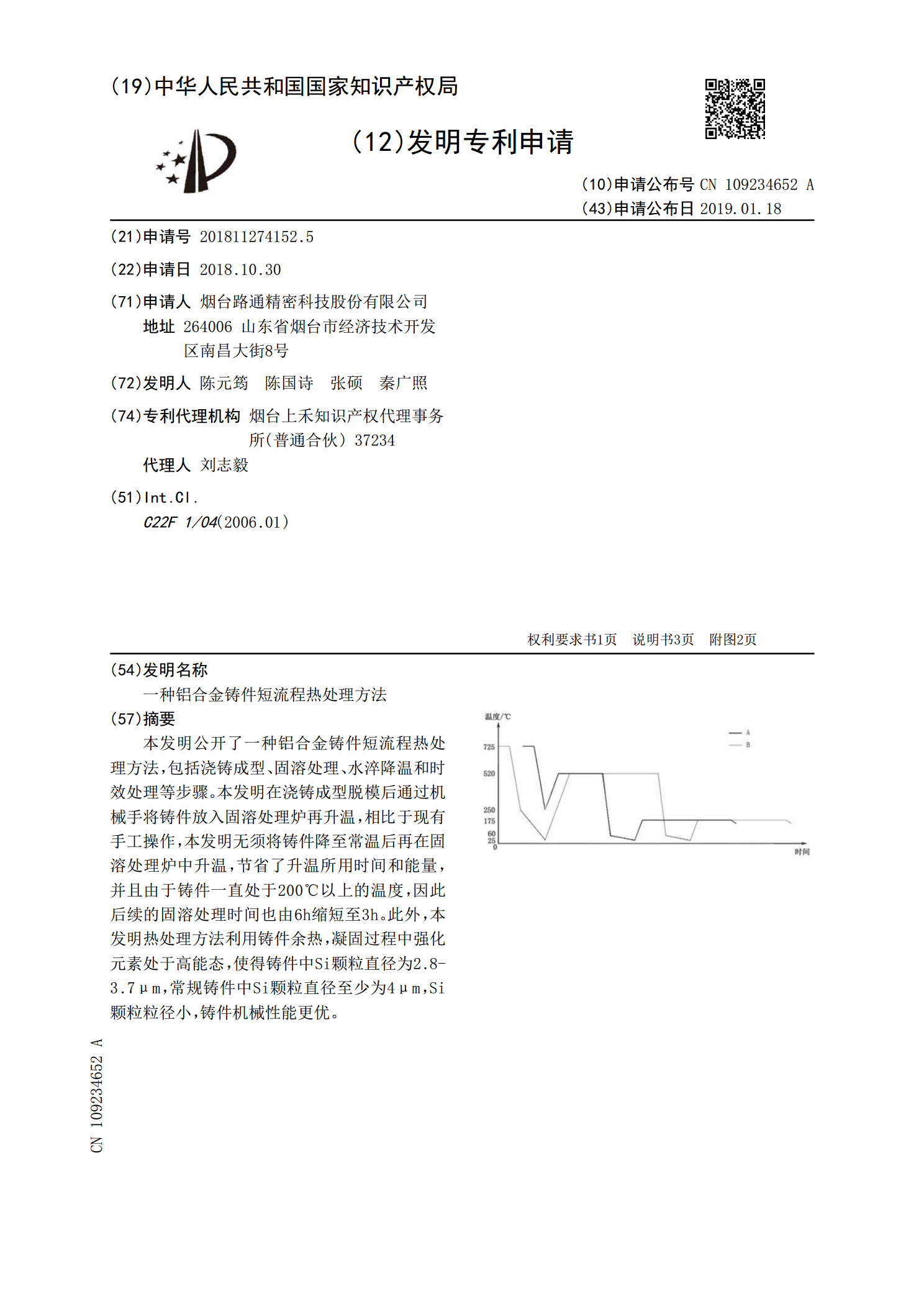
本发明公开了一种铝合金铸件短流程热处理方法,包括浇铸成型、固溶处理、水淬降温和时效处理等步骤。本发明在浇铸成型脱模后通过机械手将铸件放入固溶处理炉再升温,相比于现有手工操作,本发明无须将铸件降至常温后再在固溶处理炉中升温,节省了升温所用时间和能量,并且由于铸件一直处于200℃以上的温度,因此后续的固溶处理时间也由6h缩短至3h。此外,本发明热处理方法利用铸件余热,凝固过程中强化元素处于高能态,使得铸件中Si颗粒直径为2.8‑3.7μm,常规铸件中Si颗粒直径至少为4μm,Si颗粒粒径小,铸件机械性能更优。
一种农机金属铸件的热处理方法.pdf
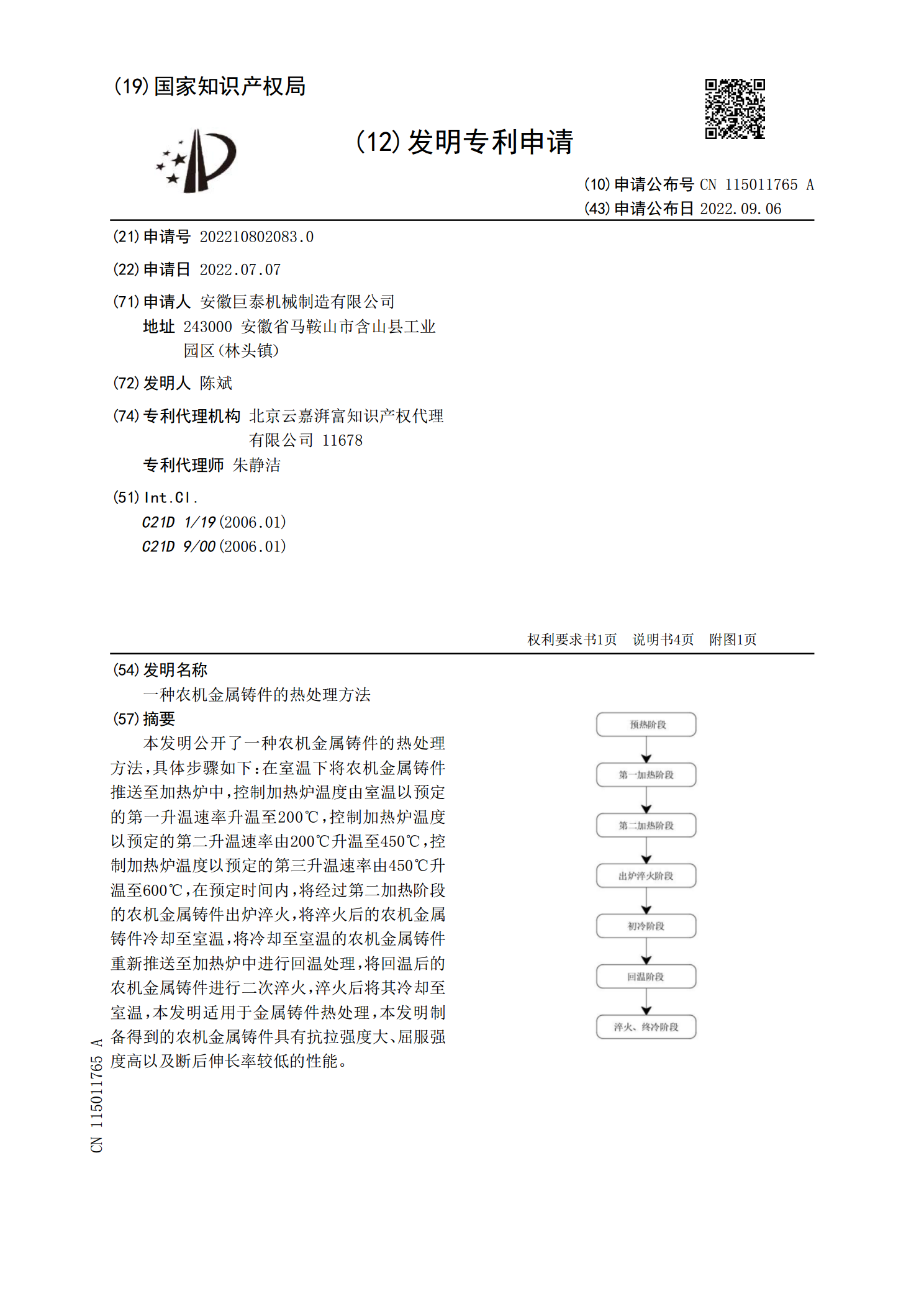
本发明公开了一种农机金属铸件的热处理方法,具体步骤如下:在室温下将农机金属铸件推送至加热炉中,控制加热炉温度由室温以预定的第一升温速率升温至200℃,控制加热炉温度以预定的第二升温速率由200℃升温至450℃,控制加热炉温度以预定的第三升温速率由450℃升温至600℃,在预定时间内,将经过第二加热阶段的农机金属铸件出炉淬火,将淬火后的农机金属铸件冷却至室温,将冷却至室温的农机金属铸件重新推送至加热炉中进行回温处理,将回温后的农机金属铸件进行二次淬火,淬火后将其冷却至室温,本发明适用于金属铸件热处理,本发明