
一种大壁厚X70级抗酸管线钢及其制备方法.pdf

一条****贺6


1/10

2/10

3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种大壁厚X70级抗酸管线钢及其制备方法.pdf
本发明公开了一种大壁厚X70级抗酸管线钢及其制备方法,制备方法包括:分别对铁水进行脱硫、脱磷和脱硅处理;转炉冶炼采取顶吹和底部搅拌同时进行,出钢时采用挡渣操作防止回磷;LF炉精炼,采用硅钙合金粉末以氩气作为载气向钢水底部喷射处理;RH炉精炼;板坯浇注。本发明在保证材料抗HIC性能的前提下大幅降低材料成本。

深海管线用X70厚壁管线钢的组织及性能分析.docx
深海管线用X70厚壁管线钢的组织及性能分析摘要:深海管线在海洋、海底油气开发中起着至关重要的作用。X70钢是一种具有高强度和良好耐腐蚀性能的厚壁钢管,已经广泛应用于深海管线领域。本文通过对X70厚壁管线钢材料进行组织和性能的分析,探讨了其在深海管线中的应用优势和存在的问题,提出了优化设计建议。关键词:深海管线;X70厚壁管线钢;组织和性能;优化设计。引言:随着人们对油气资源的需求越来越大,深海油气勘探和开发逐渐成为了石油工业的重要领域。深海环境复杂,海洋盐雾、水压等环境因素对于深海管线的材料和性能提出了更
一种抗酸性海底管线钢及其制备方法.pdf
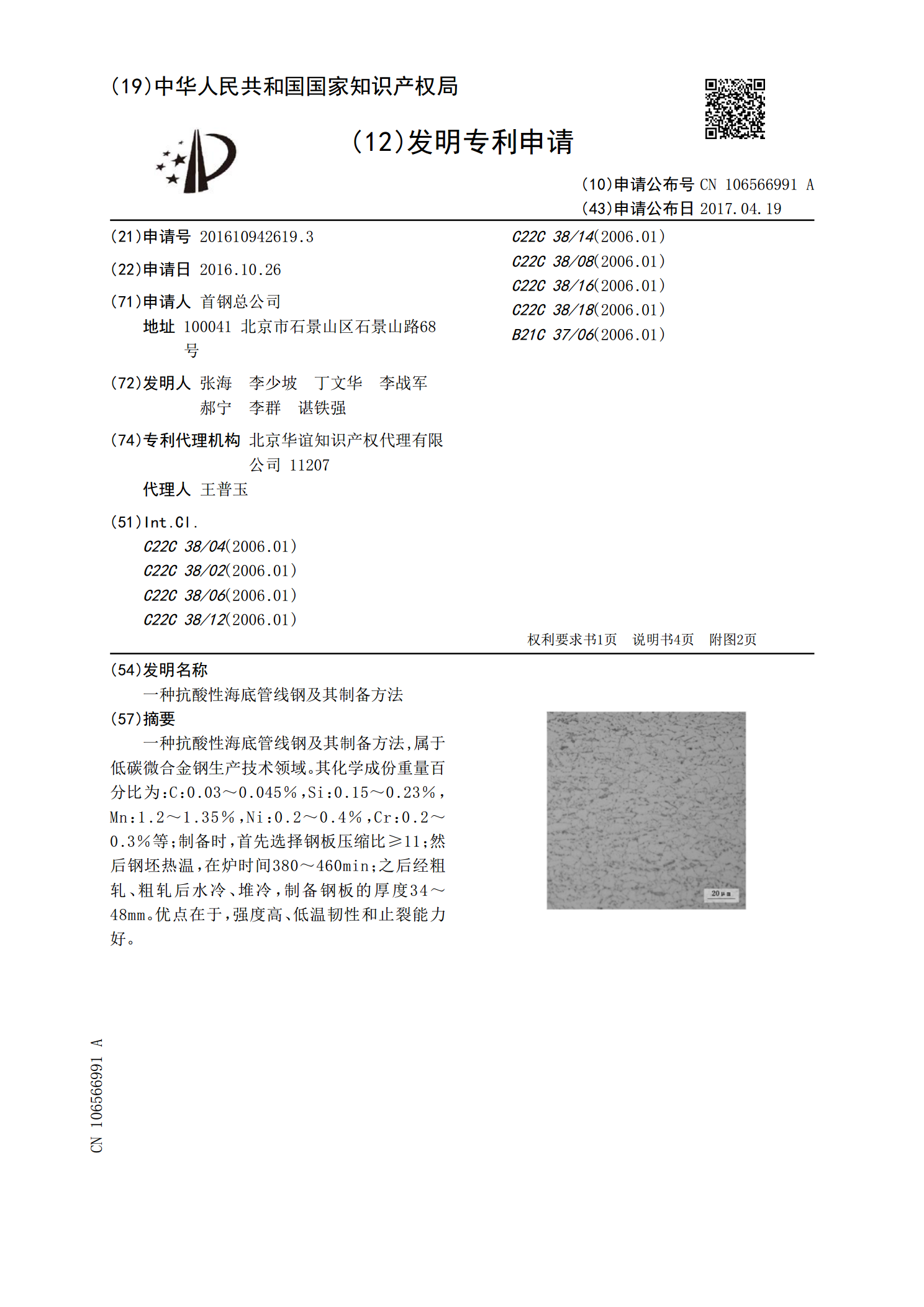
一种抗酸性海底管线钢及其制备方法,属于低碳微合金钢生产技术领域。其化学成份重量百分比为:C:0.03~0.045%,Si:0.15~0.23%,Mn:1.2~1.35%,Ni:0.2~0.4%,Cr:0.2~0.3%等;制备时,首先选择钢板压缩比≥11;然后钢坯热温,在炉时间380~460min;之后经粗轧、粗轧后水冷、堆冷,制备钢板的厚度34~48mm。优点在于,强度高、低温韧性和止裂能力好。
一种大壁厚管线钢的轧制方法.pdf
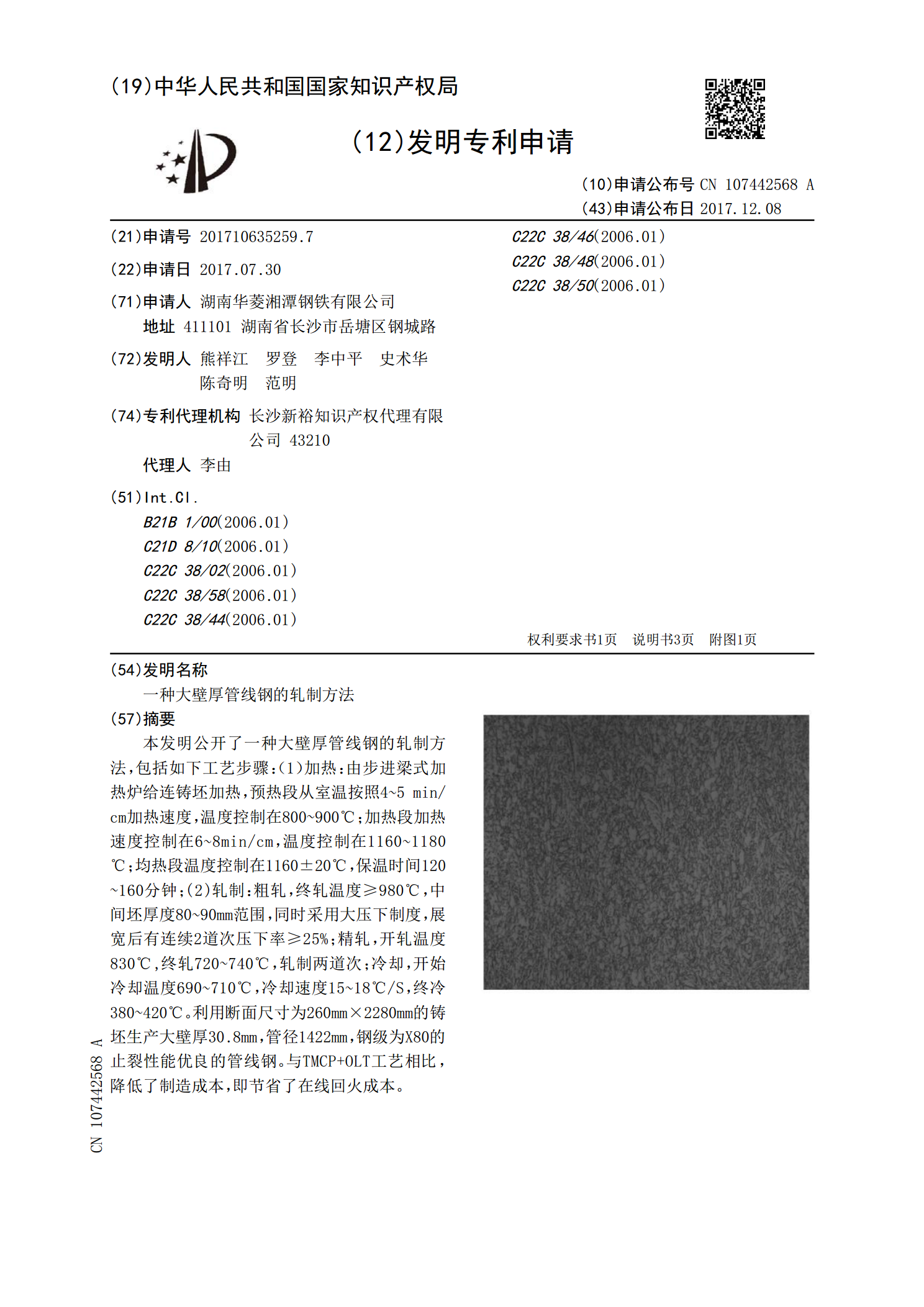
本发明公开了一种大壁厚管线钢的轧制方法,包括如下工艺步骤:(1)加热:由步进梁式加热炉给连铸坯加热,预热段从室温按照4~5min/cm加热速度,温度控制在800~900℃;加热段加热速度控制在6~8min/cm,温度控制在1160~1180℃;均热段温度控制在1160±20℃,保温时间120~160分钟;(2)轧制:粗轧,终轧温度≥980℃,中间坯厚度80~90mm范围,同时采用大压下制度,展宽后有连续2道次压下率≥25%;精轧,开轧温度830℃,终轧720~740℃,轧制两道次;冷却,开始冷却温度69
一种耐酸抗氢X70管线钢及其制备方法.pdf
本发明涉及一种耐酸抗氢X70管线钢及其制备方法。该耐酸抗氢X70管线钢,包含以下重量百分比的成分:C:0.02~0.05wt%、Si:0.15~0.38wt%、Mn:1.2~1.4wt%、P≤0.005wt%、S≤0.005wt%、Ca:0.004~0.008wt%、Al:0.004~0.006wt%、Cr:0.25~0.50wt%、Ti:0.008~0.016wt%、Nb:0.005~0.08wt%、Mg:0.002~0.004wt%,其中Mg、Ti、Ca元素质量添加比为1:(3.8~4.2):(1.8