
焊接装置及衬垫的异常的检测方法.pdf

一只****呀盟

1/10
2/10

3/10

4/10

5/10

6/10

7/10
8/10

9/10
10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

焊接装置及衬垫的异常的检测方法.pdf
提供焊接装置及衬垫的异常的检测方法。提供一种焊接装置。焊接装置具有:炉体,具备对基板进行处理的处理室;衬垫,设在炉体的至少一部分,构成为将炉体密封;密闭空间,被从处理室隔离,由炉体和衬垫划定;气体供给装置,构成为向密闭空间内供给第1气体;以及测量装置,构成为测量密闭空间内的压力或密闭空间内的第2气体的浓度。
焊接装置及将衬垫固定于焊接装置的方法.pdf
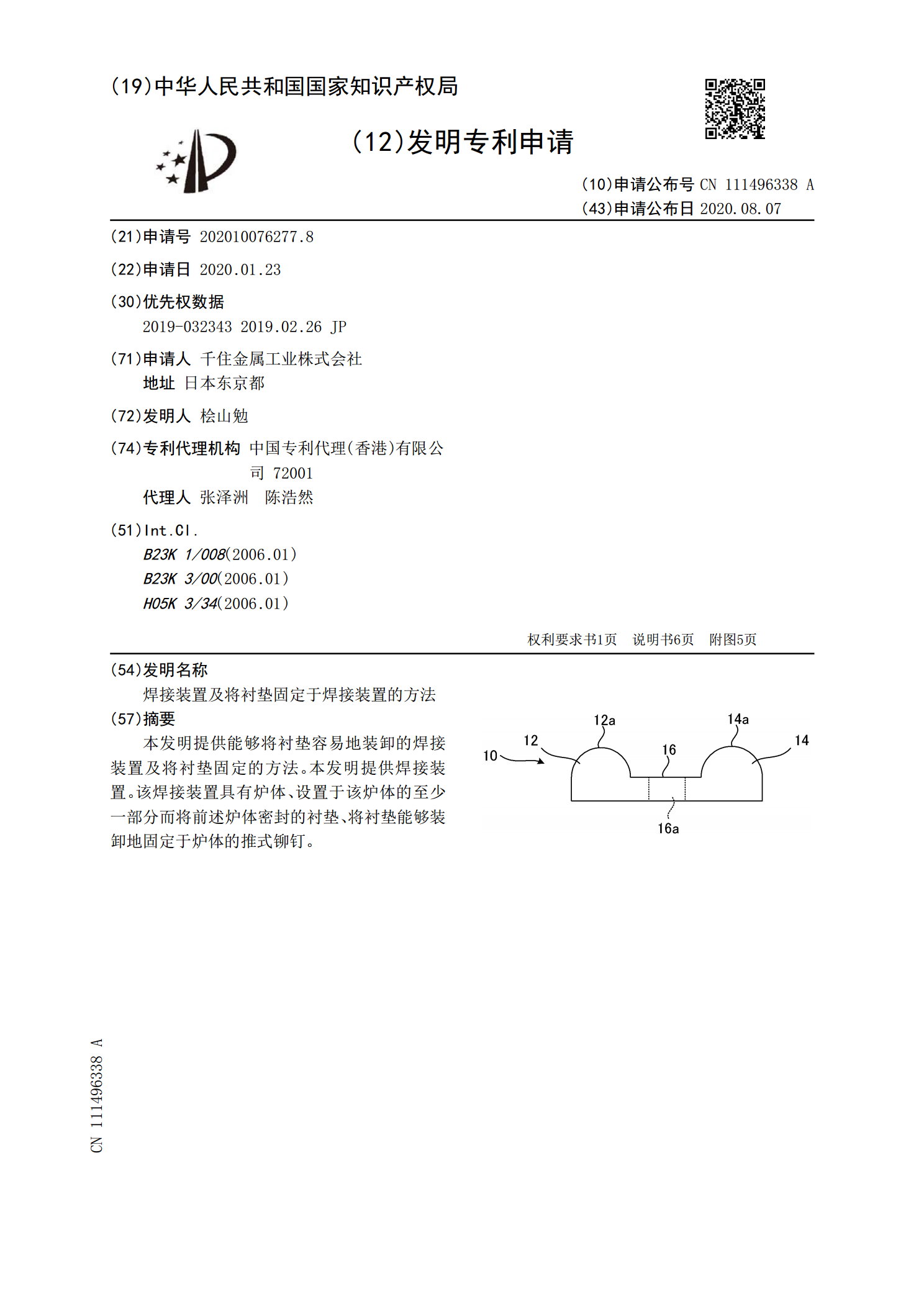
本发明提供能够将衬垫容易地装卸的焊接装置及将衬垫固定的方法。本发明提供焊接装置。该焊接装置具有炉体、设置于该炉体的至少一部分而将前述炉体密封的衬垫、将衬垫能够装卸地固定于炉体的推式铆钉。
焊接衬垫辅助支撑装置.pdf
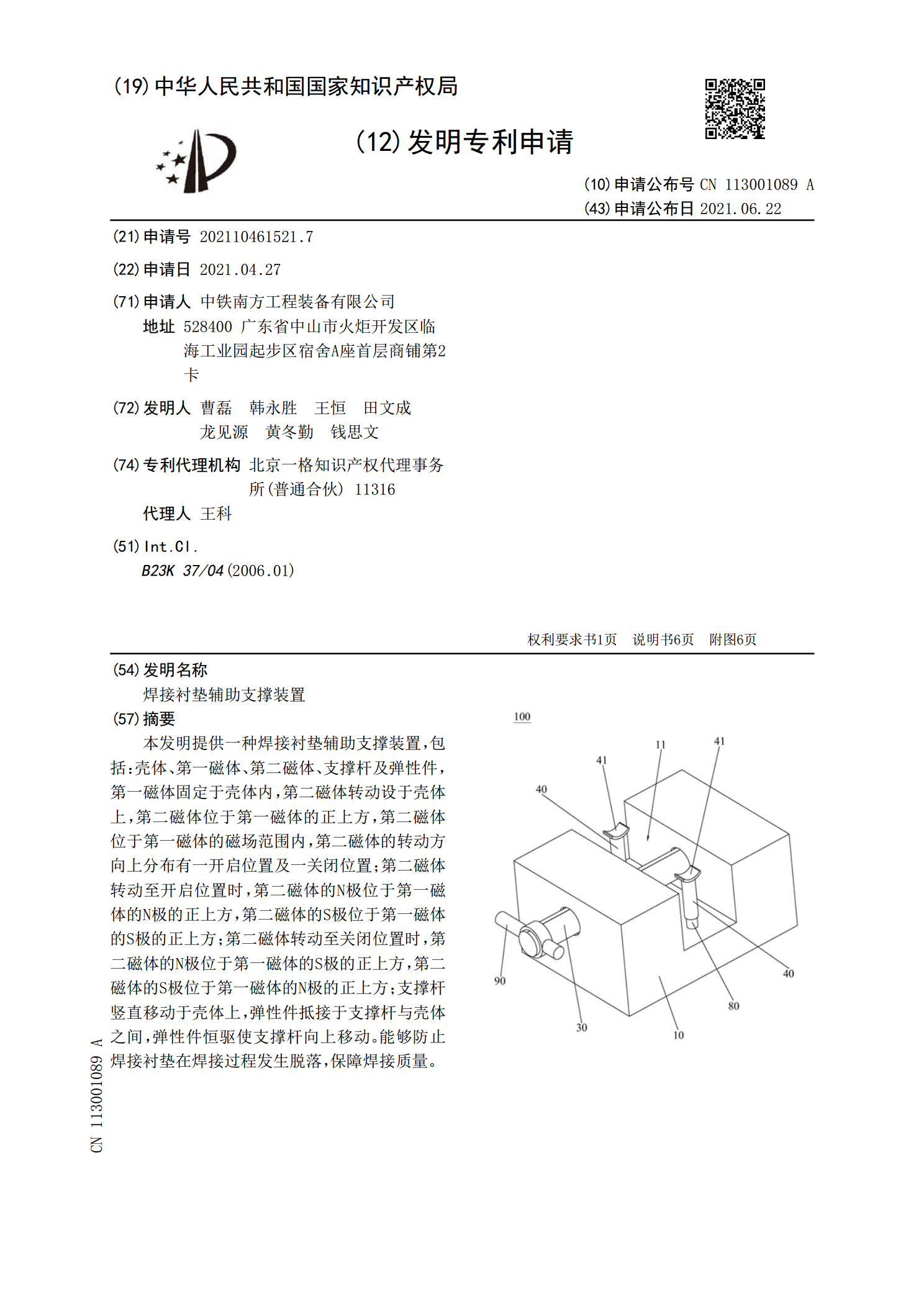
本发明提供一种焊接衬垫辅助支撑装置,包括:壳体、第一磁体、第二磁体、支撑杆及弹性件,第一磁体固定于壳体内,第二磁体转动设于壳体上,第二磁体位于第一磁体的正上方,第二磁体位于第一磁体的磁场范围内,第二磁体的转动方向上分布有一开启位置及一关闭位置;第二磁体转动至开启位置时,第二磁体的N极位于第一磁体的N极的正上方,第二磁体的S极位于第一磁体的S极的正上方;第二磁体转动至关闭位置时,第二磁体的N极位于第一磁体的S极的正上方,第二磁体的S极位于第一磁体的N极的正上方;支撑杆竖直移动于壳体上,弹性件抵接于支撑杆与壳

焊接衬垫组的组合生产装置.pdf
一种焊接衬垫组的组合生产装置,涉及焊接衬垫组的生产技术领域,该组合生产装置包括输送带,以及沿沿输送带的输送方向顺次排列的用于使多个瓷片沿直线无间隙排列成瓷片条的调整夹板,用于提供不干胶牛皮纸带,以使不干胶牛皮纸带覆盖于瓷片条的上表面的贴标机构,用于切割粘贴有瓷片条上的不干胶牛皮纸带成基材层的切断机构,用于粘贴有瓷片条的基材层的辊压机构。该组合生产装置能够实现焊接衬垫组的自动组合生产,生产效率高,产能高,焊接衬垫组的质量好。
焊接用的柔性衬垫粘贴装置.pdf
一种焊接用的柔性衬垫粘贴装置。包括主框架、轴、前导轮部件、中滚轮部件、后滚轮部件、衬垫滚筒部件、铝箔滚筒部件以及废纸滚筒部件;主框架作为装置主体,用于支撑和安装其余部件;前导轮部件由前导轮外套、前导轮磁铁以及前导轮轴承组成,所述前导轮部件装在装置的下部前面;中滚轮部件由中滚轮外套、中滚轮磁铁以及中滚轮轴承组成,装在装置的下部中间;后滚轮部件由后滚轮外套、后滚轮磁铁以及后滚轮轴承组成,装在装置的下部后面;衬垫滚筒部件由衬垫大滚筒和衬垫筒轴承组成,装在装置的中部前面;铝箔滚筒部件由铝箔小滚筒和铝箔筒轴承组成,