
一种钛微合金化热轧带肋钢筋用钢HRB400E及其冶炼方法.pdf

美丽****ka

1/8
2/8

3/8

4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种钛微合金化热轧带肋钢筋用钢HRB400E及其冶炼方法.pdf
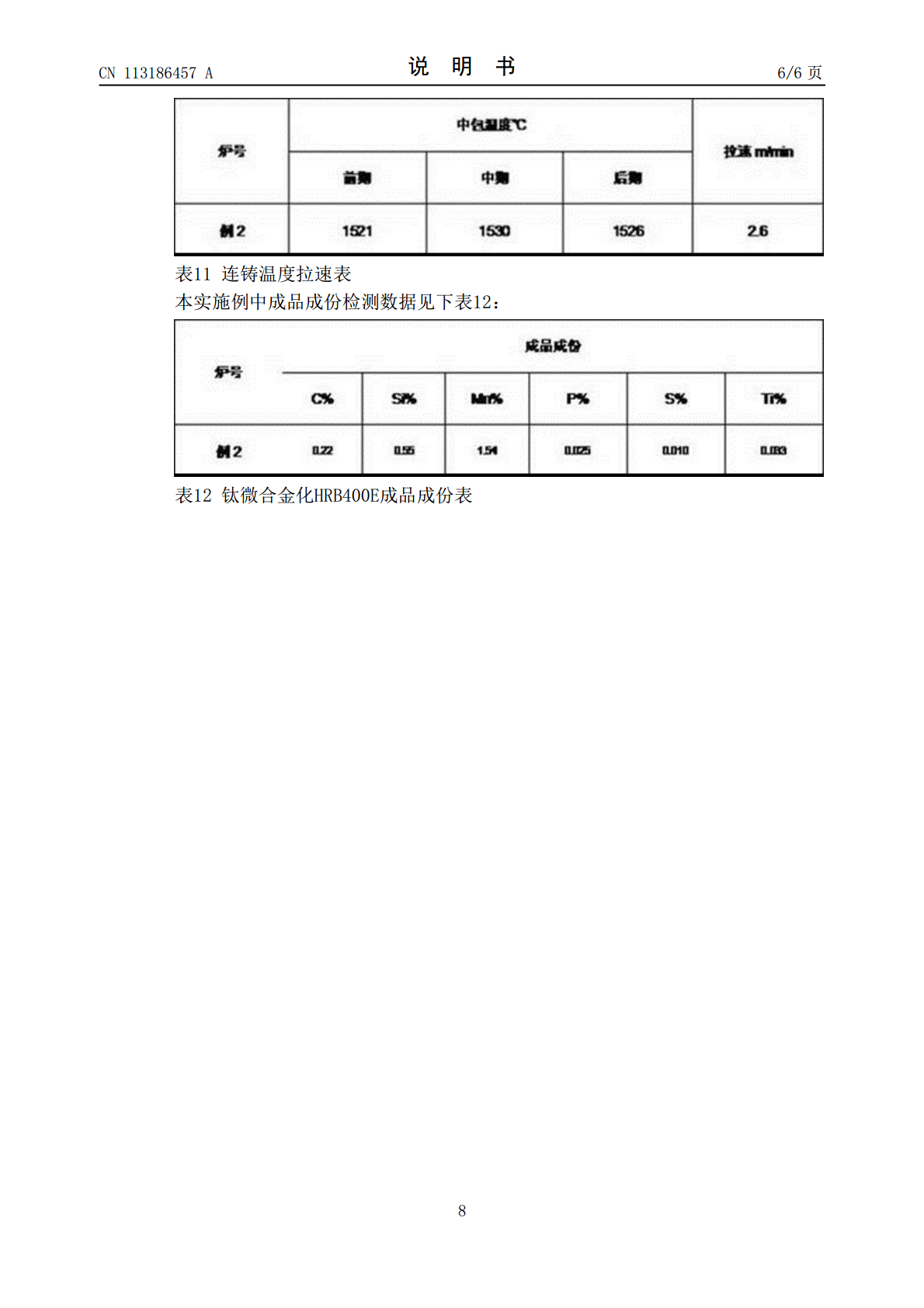
本发明提供了一种钛微合金化热轧带肋钢筋用钢HRB400E及其冶炼方法,将钢液进行铁水预处理、转炉冶炼、转炉出钢、吹氩、LF精炼和方坯连铸,通过改变铸坯生产和浇次生产模式,实现整浇次80%以上的钛微合金化HRB400E生产,获得了一种综合生产成本低的钛微合金化热轧带肋钢筋用钢。

HRB400E热轧带肋钢筋钛微合金化研究.docx
HRB400E热轧带肋钢筋钛微合金化研究标题:HRB400E热轧带肋钢筋钛微合金化研究摘要:本论文对HRB400E热轧带肋钢筋进行了钛微合金化研究。通过添加适量的钛元素来改善钢筋的力学性能和耐腐蚀性能。首先介绍了HRB400E钢筋的特性和应用范围,然后重点探讨了钛微合金化对钢筋的影响,包括力学性能、耐腐蚀性能和焊接性能等方面。实验结果表明,适量的钛微合金化能够显著提高钢筋的强度、延展性和耐腐蚀性能,同时不影响其焊接性能。本研究对于提高HRB400E钢筋的性能,促进工程建设质量的提升具有重要意义。关键词:H

钛微合金化在热轧带肋钢筋上的应用.docx
钛微合金化在热轧带肋钢筋上的应用钛微合金化在热轧带肋钢筋上的应用摘要:热轧带肋钢筋作为混凝土结构中最常用的钢筋,其力学性能对于保证结构的稳定和安全至关重要。钛微合金化是一种利用钛元素对钢材进行强化的方法,通过钛的强化效果,可以提高钢筋的力学性能和耐久性。本文主要介绍钛微合金化在热轧带肋钢筋上的应用,包括钛微合金化的原理、工艺和对钢筋性能的影响,并探讨了目前存在的问题和未来的发展方向。1.引言热轧带肋钢筋是一种应用广泛的钢筋材料,用于加固和支撑混凝土结构。为了提高钢筋的强度和耐久性,传统的强化方法主要包括热
一种600MPa级的热轧带肋钢筋用钢及其冶炼方法.pdf
本发明公开了一种600MPa级的热轧带肋钢筋用钢,以重量百分比计,含C:0.18-0.28%、Si:0.40-0.80%、Mn:1.35-1.60%、P:0-0.045%、S:0-0.045%、V:0.15-0.25%,N:0.034-0.083%,且V/N比为3.0-4.5,其余为Fe和杂质元素。其冶炼方法为:在转炉冶炼出钢过程中,向钢包中每吨钢水加入含1.5-2.6kg纯钒的钒氮合金,并且每吨钢水加入含0.51-4.8kg纯氮的增氮剂,将钢水的V/N比控制在3.0-4.5之间。本发明利用廉价的氮元素充

一种微合金化生产HRB400E热轧带肋钢筋的工艺.pdf
本发明公开了一种微合金化生产HRB400E热轧带肋钢筋的工艺,工艺流程:40t转炉→方坯连铸→棒线轧机→检验→标识→入库;成分设计:Nb含量:0.010~0.020%,C0.19‑0.25,Mn1.30‑1.55,Si0.40‑0.70,Nb0.025‑0.040,P、S均小于或等于0.045,Ceq%小于或等于0.54;铌铁合金需要加入钢水强化剂,钢水强化剂中氮含量为约14%,加入量0.60-0.75kg/t钢;加入适当的钛铁合金,钛铁加入量0.2‑0.4kg/t钢,在转炉出钢过程中加入脱氧