
一种镍基粉末高温合金盘件自动淬火装置与方法.pdf

飞飙****ng


1/9

2/9

3/9
4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种镍基粉末高温合金盘件自动淬火装置与方法.pdf
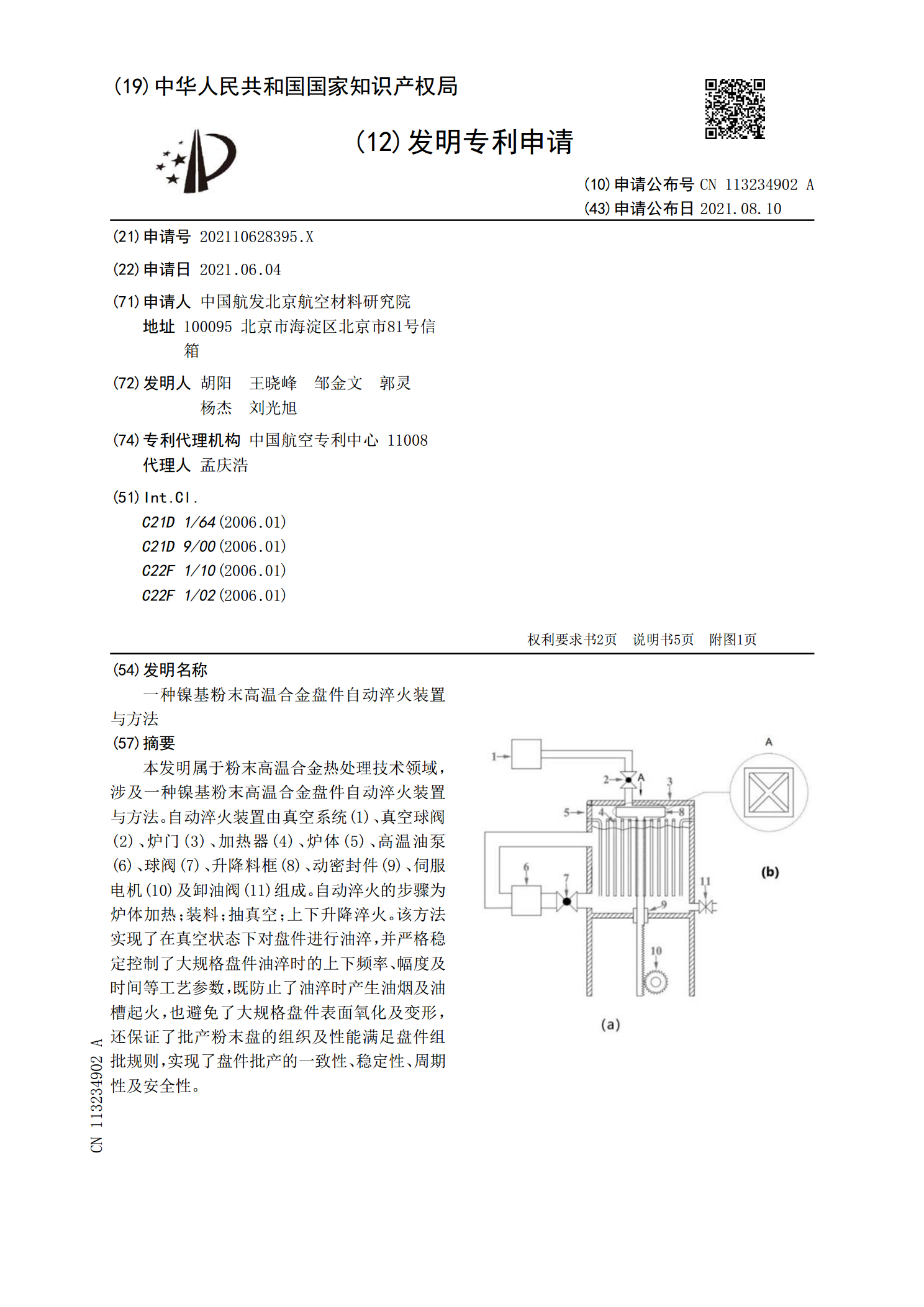
本发明属于粉末高温合金热处理技术领域,涉及一种镍基粉末高温合金盘件自动淬火装置与方法。自动淬火装置由真空系统(1)、真空球阀(2)、炉门(3)、加热器(4)、炉体(5)、高温油泵(6)、球阀(7)、升降料框(8)、动密封件(9)、伺服电机(10)及卸油阀(11)组成。自动淬火的步骤为炉体加热;装料;抽真空;上下升降淬火。该方法实现了在真空状态下对盘件进行油淬,并严格稳定控制了大规格盘件油淬时的上下频率、幅度及时间等工艺参数,既防止了油淬时产生油烟及油槽起火,也避免了大规格盘件表面氧化及变形,还保证了批产粉
一种镍基粉末高温合金腐蚀溶液及腐蚀方法.pdf
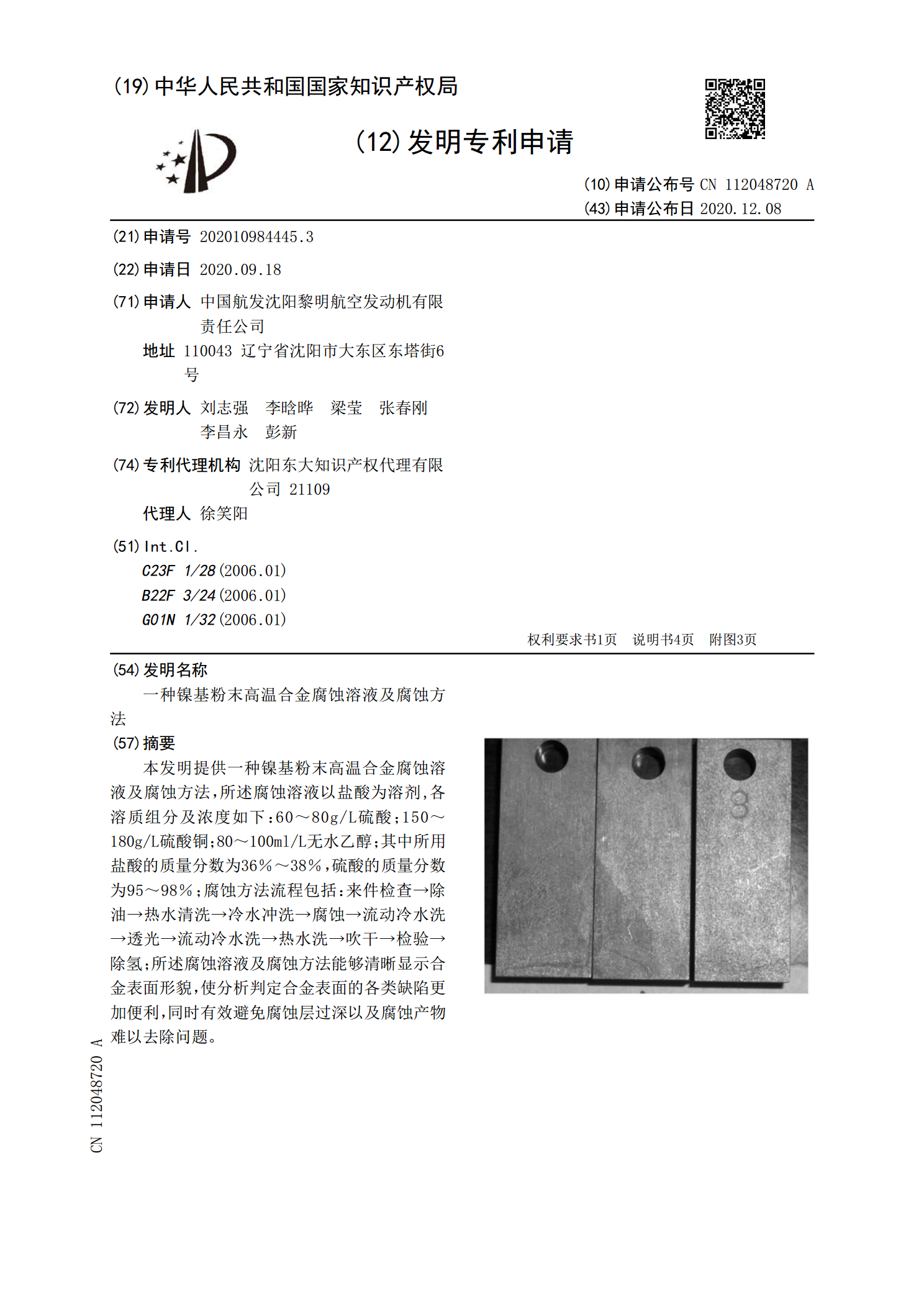
本发明提供一种镍基粉末高温合金腐蚀溶液及腐蚀方法,所述腐蚀溶液以盐酸为溶剂,各溶质组分及浓度如下:60~80g/L硫酸;150~180g/L硫酸铜;80~100ml/L无水乙醇;其中所用盐酸的质量分数为36%~38%,硫酸的质量分数为95~98%;腐蚀方法流程包括:来件检查→除油→热水清洗→冷水冲洗→腐蚀→流动冷水洗→透光→流动冷水洗→热水洗→吹干→检验→除氢;所述腐蚀溶液及腐蚀方法能够清晰显示合金表面形貌,使分析判定合金表面的各类缺陷更加便利,同时有效避免腐蚀层过深以及腐蚀产物难以去除问题。
一种使用镍基高温合金粉末返回料制备高温合金粉末的方法.pdf
本发明涉及一种使用镍基高温合金粉末返回料制备高温合金粉末的方法,包括原材料准备:原材料采用选定成分的镍基高温合金母合金棒料和镍基高温合金粉末返回料,按照粉末返回料重量占比20%~75%进行配料;装料:先将镍基高温合金母合金棒料装入雾化制粉炉内,然后放入镍基高温合金粉末返回料;真空熔炼:抽真空后采用中频电源感应加热镍基高温合金棒料和镍基高温合金粉末返回料;步骤四、雾化制粉:采用高纯氩气作为雾化介质对熔融的高温合金进行雾化,获得气雾化镍基高温合金粉末。本发明采用镍基高温合金粗粉作为返回料,直接进行重熔和雾化,

一种消除镍基粉末高温合金原始颗粒边界的方法.pdf
本发明公开了一种消除镍基粉末高温合金原始颗粒边界的方法,该方法包括:一、将镍基高温合金粉末装填入无缝管包套中依次进行真空脱气与焊封,得粉末装管体;二、将粉末装管体加热后锻造成型,得预成型件;三、将预成型件放入热等静压炉中进行热等静压处理,去除无缝管包套得到镍基粉末高温合金。本发明将粉末直接锻造与热等静压相结合,使镍基粉末高温合金颗粒间接触区域发生局部大塑性变形及动态再结晶,破坏了富含O、C、Al、Ti的粉末颗粒表面的完整性,促进了镍基粉末高温合金颗粒间的扩散与连接,避免了在后续的热等静压处理致密化过程中碳
一种高纯净镍基高温合金及其球形粉末的制备方法.pdf
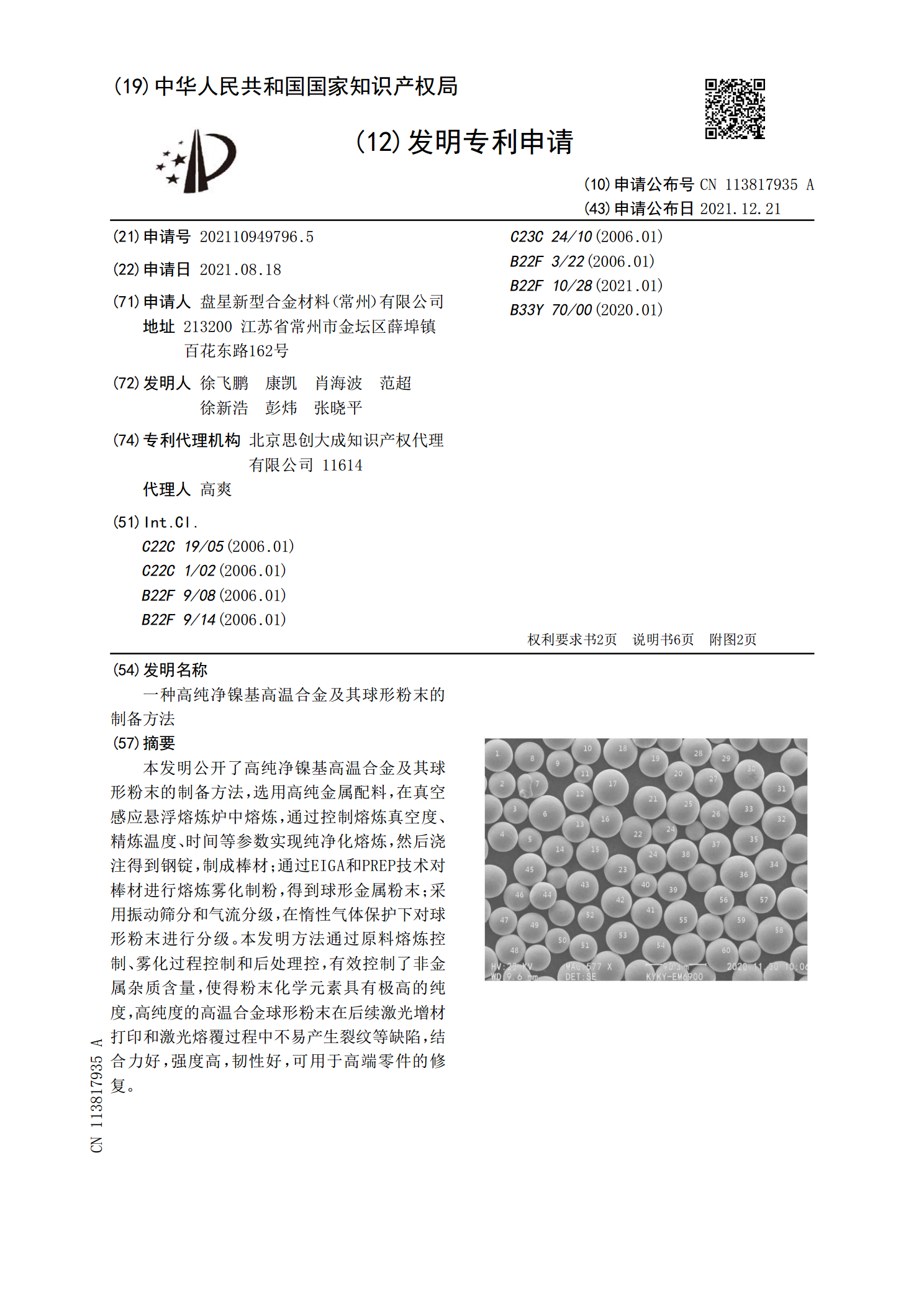
本发明公开了高纯净镍基高温合金及其球形粉末的制备方法,选用高纯金属配料,在真空感应悬浮熔炼炉中熔炼,通过控制熔炼真空度、精炼温度、时间等参数实现纯净化熔炼,然后浇注得到钢锭,制成棒材;通过EIGA和PREP技术对棒材进行熔炼雾化制粉,得到球形金属粉末;采用振动筛分和气流分级,在惰性气体保护下对球形粉末进行分级。本发明方法通过原料熔炼控制、雾化过程控制和后处理控,有效控制了非金属杂质含量,使得粉末化学元素具有极高的纯度,高纯度的高温合金球形粉末在后续激光增材打印和激光熔覆过程中不易产生裂纹等缺陷,结合力好,