
一种线材在线热处理工艺.pdf

玉军****la

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种线材在线热处理工艺.pdf
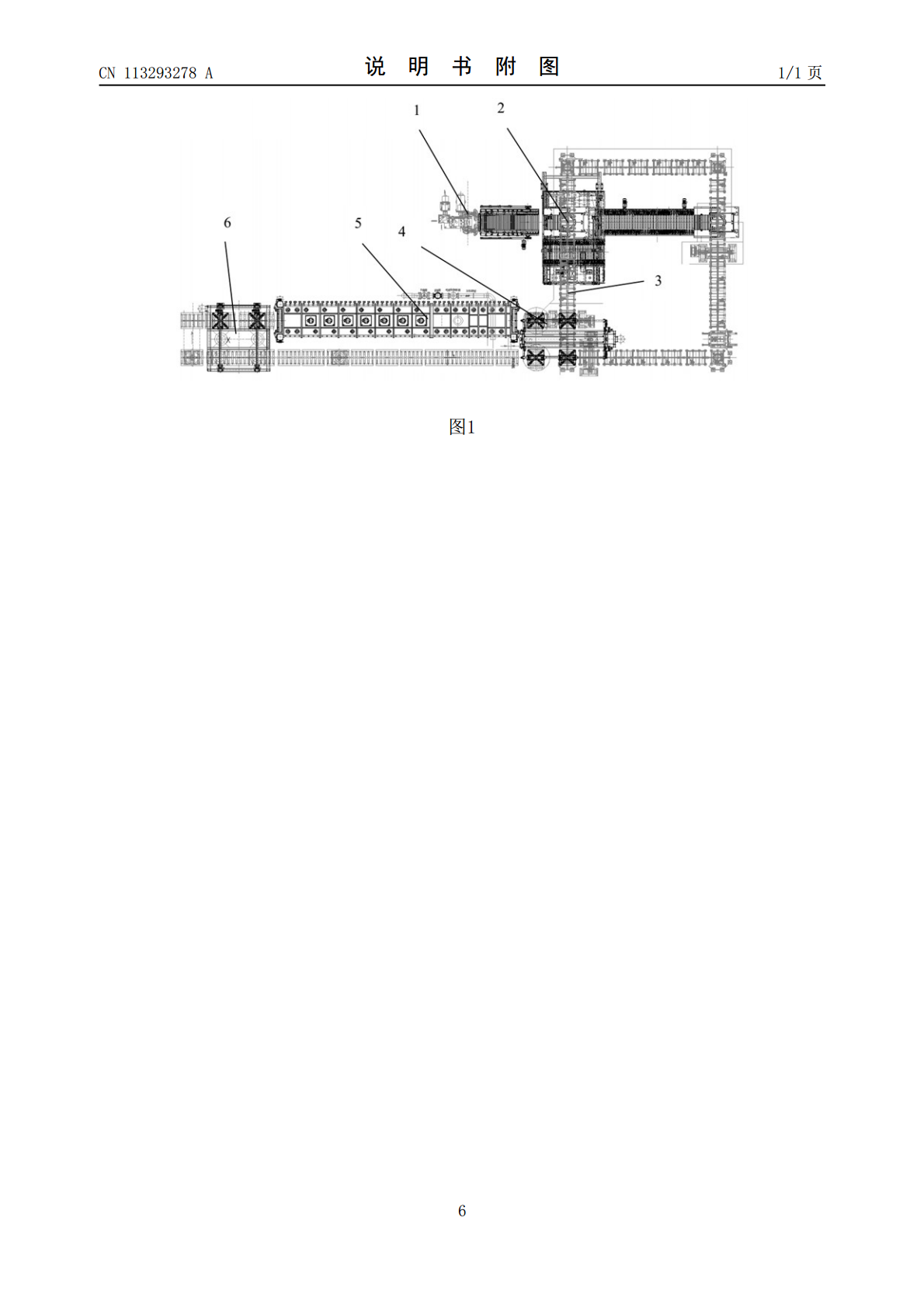
本发明涉及一种线材在线热处理工艺,属于热处理技术领域,解决线材离线热处理的技术问题,集成高温收集线材、快速运输系统、倒换料架、入炉保温、出炉冷却、运输返回、倒换料架等设备和装置系统,实现了线材利用轧制余热、快速补热到工艺要求温度,然后保温一段时间,再出炉冷却的工艺。本发明生产效率和轧机轧制产能相匹配,达到在线热处理线材的效果,解决了一般线材热处理要离线进行热处理,能耗高、生产效率低,制造周期长、劳动强度大的问题。
一种线材热处理设备.pdf
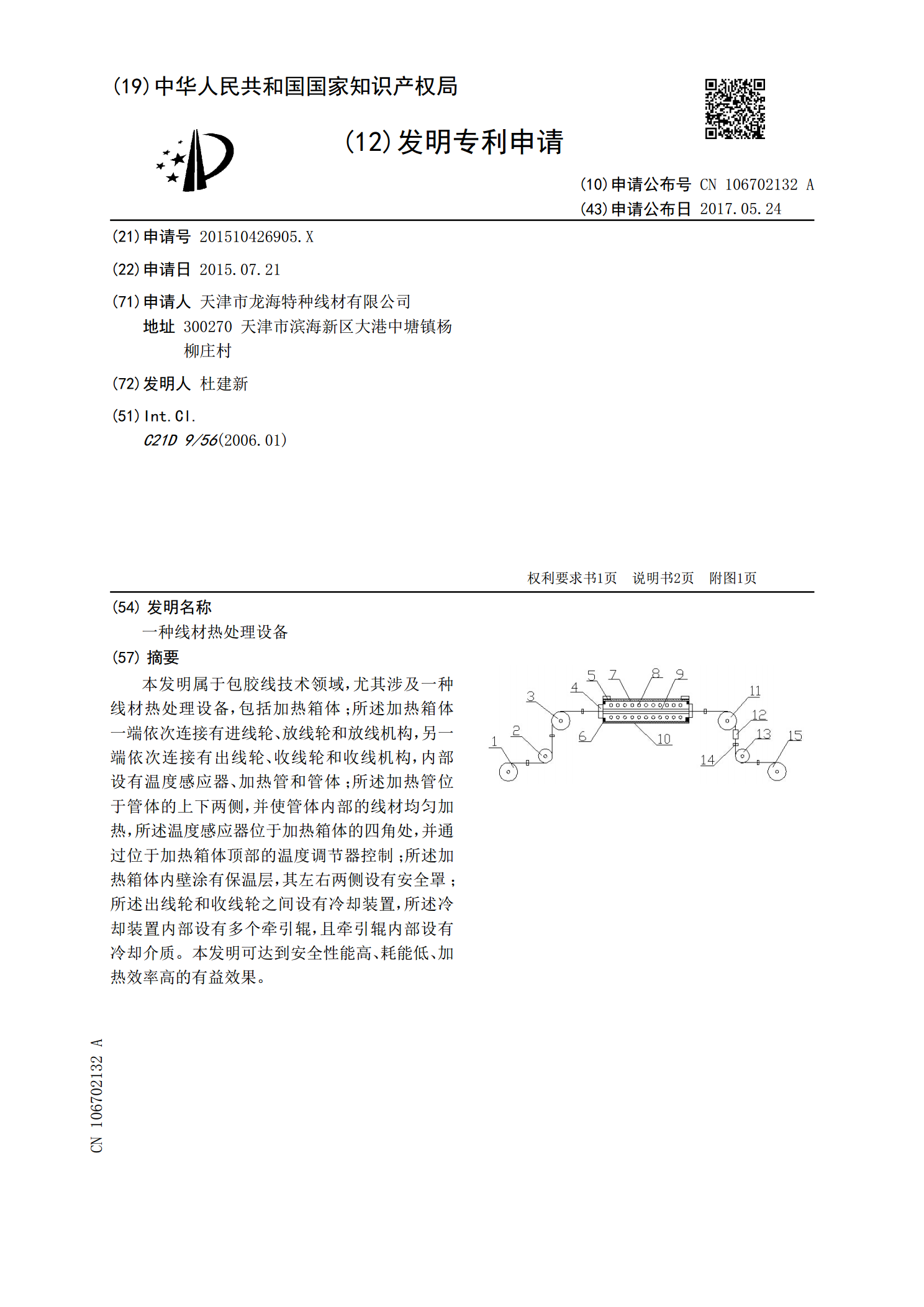
本发明属于包胶线技术领域,尤其涉及一种线材热处理设备,包括加热箱体;所述加热箱体一端依次连接有进线轮、放线轮和放线机构,另一端依次连接有出线轮、收线轮和收线机构,内部设有温度感应器、加热管和管体;所述加热管位于管体的上下两侧,并使管体内部的线材均匀加热,所述温度感应器位于加热箱体的四角处,并通过位于加热箱体顶部的温度调节器控制;所述加热箱体内壁涂有保温层,其左右两侧设有安全罩;所述出线轮和收线轮之间设有冷却装置,所述冷却装置内部设有多个牵引辊,且牵引辊内部设有冷却介质。本发明可达到安全性能高、耗能低、加热
电缆线材的热处理工艺.pdf
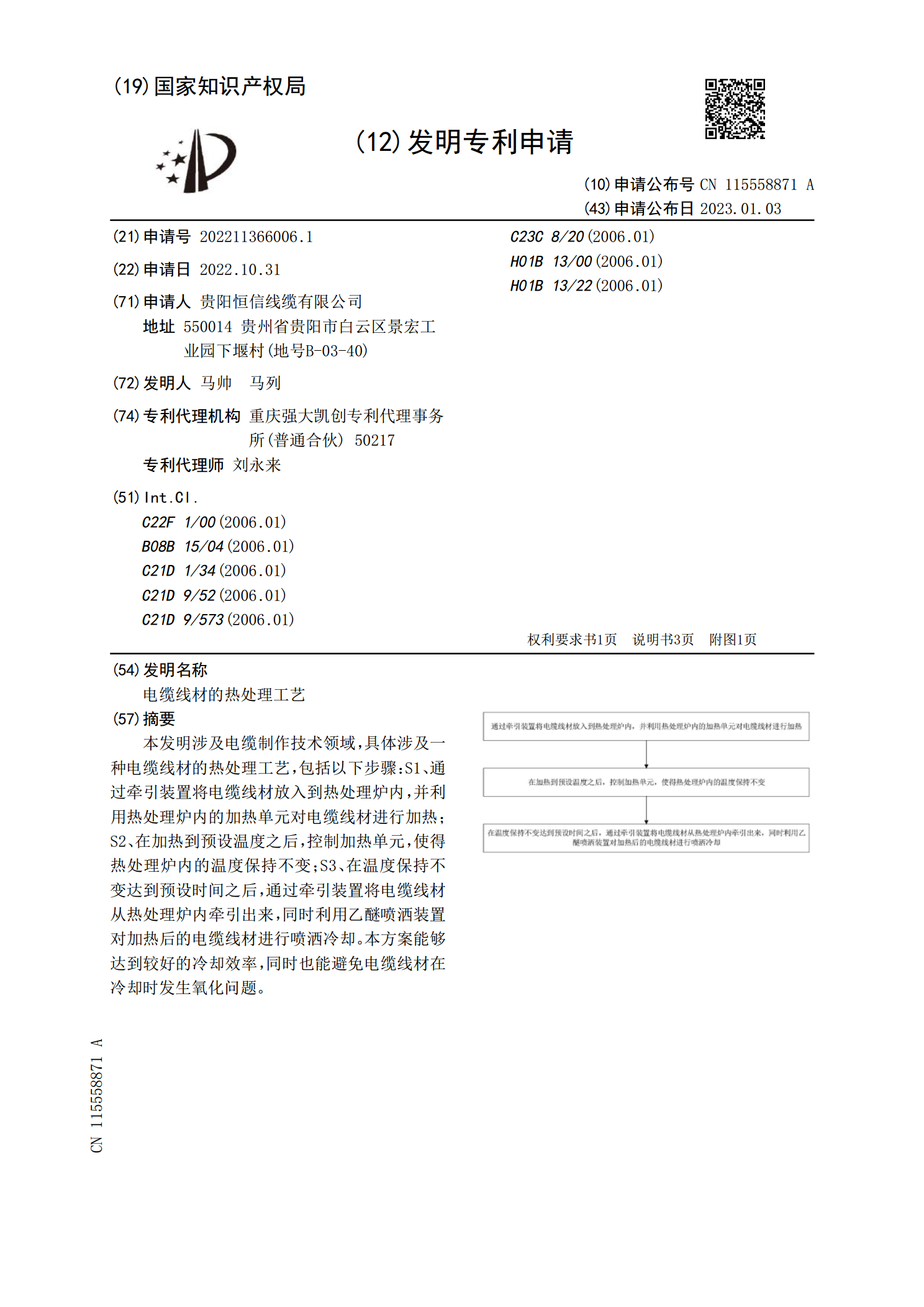
本发明涉及电缆制作技术领域,具体涉及一种电缆线材的热处理工艺,包括以下步骤:S1、通过牵引装置将电缆线材放入到热处理炉内,并利用热处理炉内的加热单元对电缆线材进行加热;S2、在加热到预设温度之后,控制加热单元,使得热处理炉内的温度保持不变;S3、在温度保持不变达到预设时间之后,通过牵引装置将电缆线材从热处理炉内牵引出来,同时利用乙醚喷洒装置对加热后的电缆线材进行喷洒冷却。本方案能够达到较好的冷却效率,同时也能避免电缆线材在冷却时发生氧化问题。

一种线材控冷工艺在线质量报警方法.pdf
本发明涉及一种线材控冷工艺在线质量报警方法,在二级系统L2中加上逻辑判断,并增加一段程序,具体为接收到MES数据库中带有错误信息的字段,L2程序自动激活WAV报警音频,如果数据库中错误信息字段为空格,表示不去激活WAV报警音频,从而使操作工在生产过程中可以实时掌握吐丝后的产品质量变化情况。本发明实现了对在线产品进行实时监控,提高操作工对风冷线产品质量的全程掌控能力,了解产品存在质量风险的原因,提升产品质量,预防工艺参数变化带来的质量报废,杜绝批量报废。

对流辐射转换传热技术在线材热处理炉上的应用.docx
对流辐射转换传热技术在线材热处理炉上的应用Title:ApplicationofConvection,RadiationandHeatTransferConversionTechniquesinOnlineMaterialHeatTreatmentFurnacesIntroduction:Heattreatmentisacriticalprocessinvariousindustries,includingmanufacturing,automotive,aerospace,andmetallurgy.T