
检验S31042与T91或T92异种钢焊接接头的浸蚀剂及其制备方法.pdf

一条****轩吗


1/10

2/10
3/10

4/10

5/10
6/10

7/10

8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

检验S31042与T91或T92异种钢焊接接头的浸蚀剂及其制备方法.pdf
本发明公开了一种检验S31042与T91或T92异种钢焊接接头的浸蚀剂的制备方法,包括制备浸蚀剂A的步骤和制备浸蚀剂B的步骤;制备浸蚀剂A的步骤包括将草酸,磷酸和蒸馏水均匀混合的步骤;所述草酸,磷酸和蒸馏水的质量之比为:以C
一种检验异种钢焊接接头组织的浸蚀剂及其使用方法.pdf
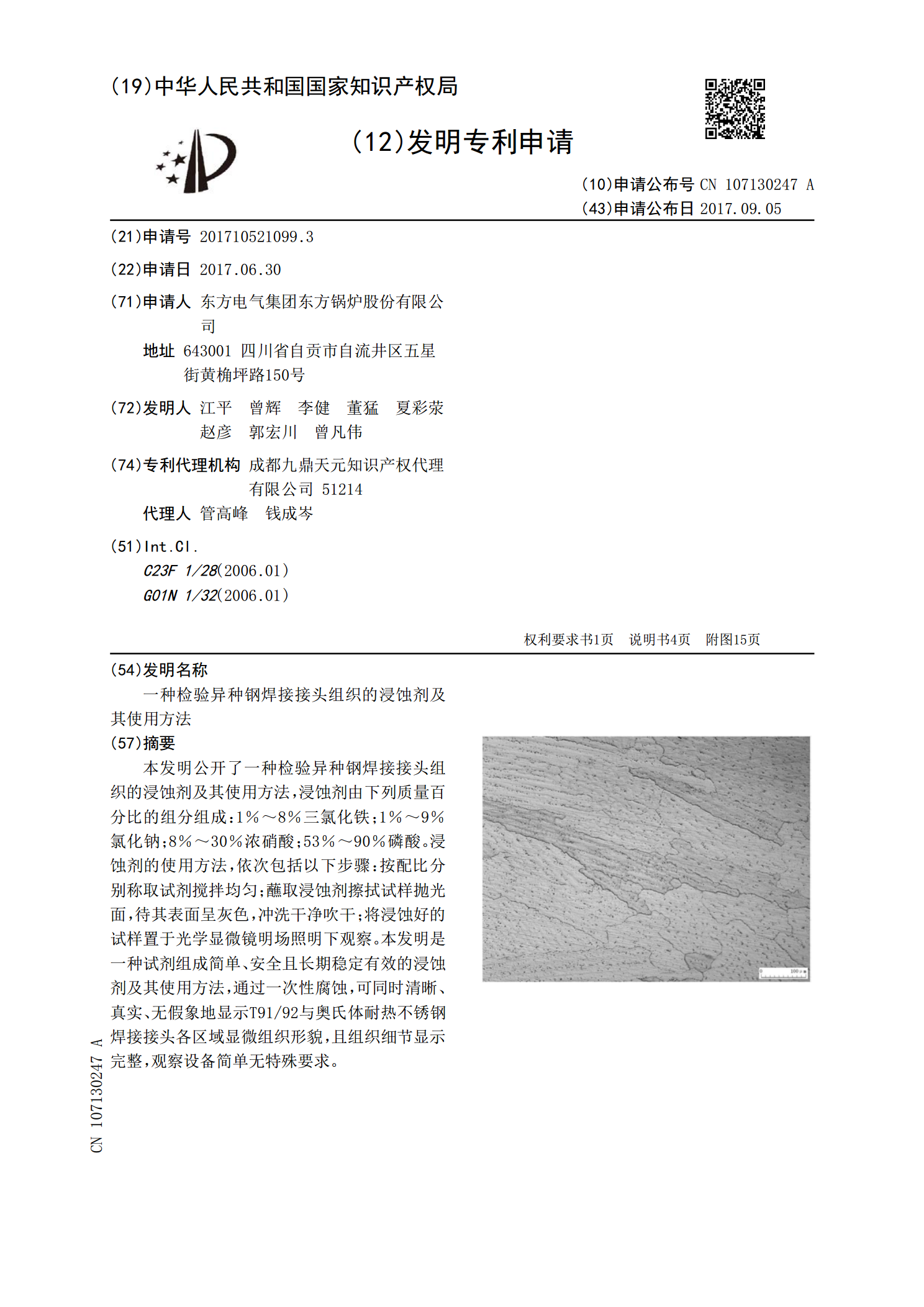
本发明公开了一种检验异种钢焊接接头组织的浸蚀剂及其使用方法,浸蚀剂由下列质量百分比的组分组成:1%~8%三氯化铁;1%~9%氯化钠;8%~30%浓硝酸;53%~90%磷酸。浸蚀剂的使用方法,依次包括以下步骤:按配比分别称取试剂搅拌均匀;蘸取浸蚀剂擦拭试样抛光面,待其表面呈灰色,冲洗干净吹干;将浸蚀好的试样置于光学显微镜明场照明下观察。本发明是一种试剂组成简单、安全且长期稳定有效的浸蚀剂及其使用方法,通过一次性腐蚀,可同时清晰、真实、无假象地显示T91/92与奥氏体耐热不锈钢焊接接头各区域显微组织形貌,且组

T92与Super304H异种钢焊接接头硬度异常分析及处理.docx
T92与Super304H异种钢焊接接头硬度异常分析及处理摘要T92与Super304H异种钢焊接接头在实际使用过程中出现了硬度异常的问题,为此进行了分析和处理。通过钢材的化学成分分析,分析了接头硬度异常的原因,并采取了相应的处理措施。通过对实验结果的分析,表明采用合适的焊接参数和前后处理措施可以有效避免接头硬度异常的问题,这对于确保异种钢焊接接头的质量和安全具有重要意义。关键词:T92,Super304H,异种钢焊接,接头硬度异常,处理措施AbstractThehardnessanomalyofT92a

异种钢接头的焊接工艺.docx
异种钢接头的焊接工艺异种钢接头的焊接工艺摘要:异种钢接头的焊接是现代制造过程中一个重要的焊接工艺。本文首先介绍了异种钢接头的定义和分类,然后探讨了不同材料焊接的特点和挑战,最后总结了几种常用的异种钢接头焊接工艺,并对其优缺点进行了分析。关键词:异种钢;接头;焊接工艺;特点;优缺点1.异种钢接头的定义和分类异种钢接头是指焊接不同种类的钢材所需的接头。根据焊接接头的形式和接头材料的不同,异种钢接头可以分为以下几类:同种钢不同规格的焊接接头、同种钢不同牌号的焊接接头、不同种类钢的焊接接头。2.不同材料焊接的特点
异种钢焊接接头隔离层堆焊方法.pdf
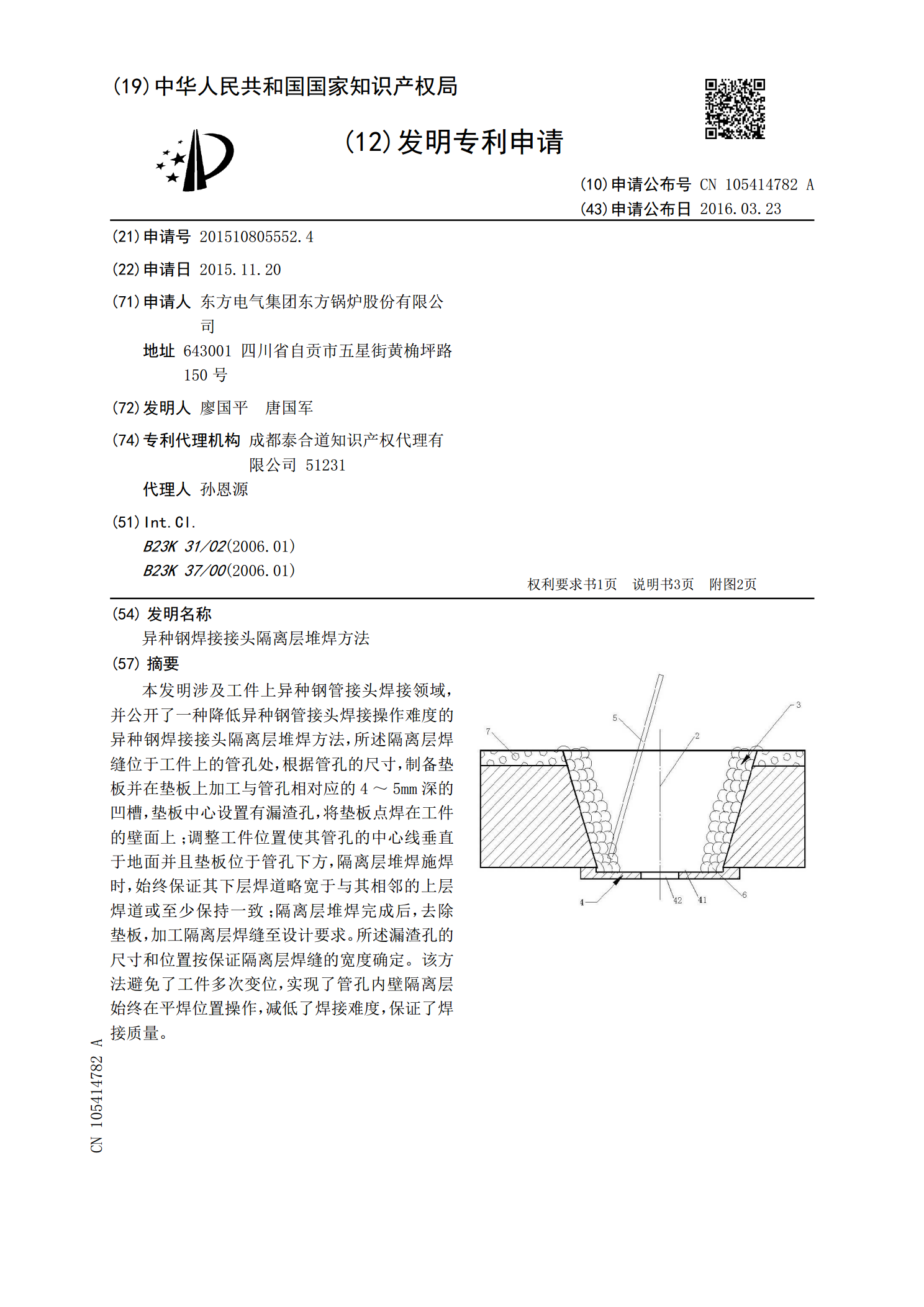
本发明涉及工件上异种钢管接头焊接领域,并公开了一种降低异种钢管接头焊接操作难度的异种钢焊接接头隔离层堆焊方法,所述隔离层焊缝位于工件上的管孔处,根据管孔的尺寸,制备垫板并在垫板上加工与管孔相对应的4~5mm深的凹槽,垫板中心设置有漏渣孔,将垫板点焊在工件的壁面上;调整工件位置使其管孔的中心线垂直于地面并且垫板位于管孔下方,隔离层堆焊施焊时,始终保证其下层焊道略宽于与其相邻的上层焊道或至少保持一致;隔离层堆焊完成后,去除垫板,加工隔离层焊缝至设计要求。所述漏渣孔的尺寸和位置按保证隔离层焊缝的宽度确定。该方法