
一种具有梯度涂层的高耐磨压下螺母及其制备方法.pdf

灵慧****89


1/9
2/9

3/9
4/9

5/9
6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种具有梯度涂层的高耐磨压下螺母及其制备方法.pdf
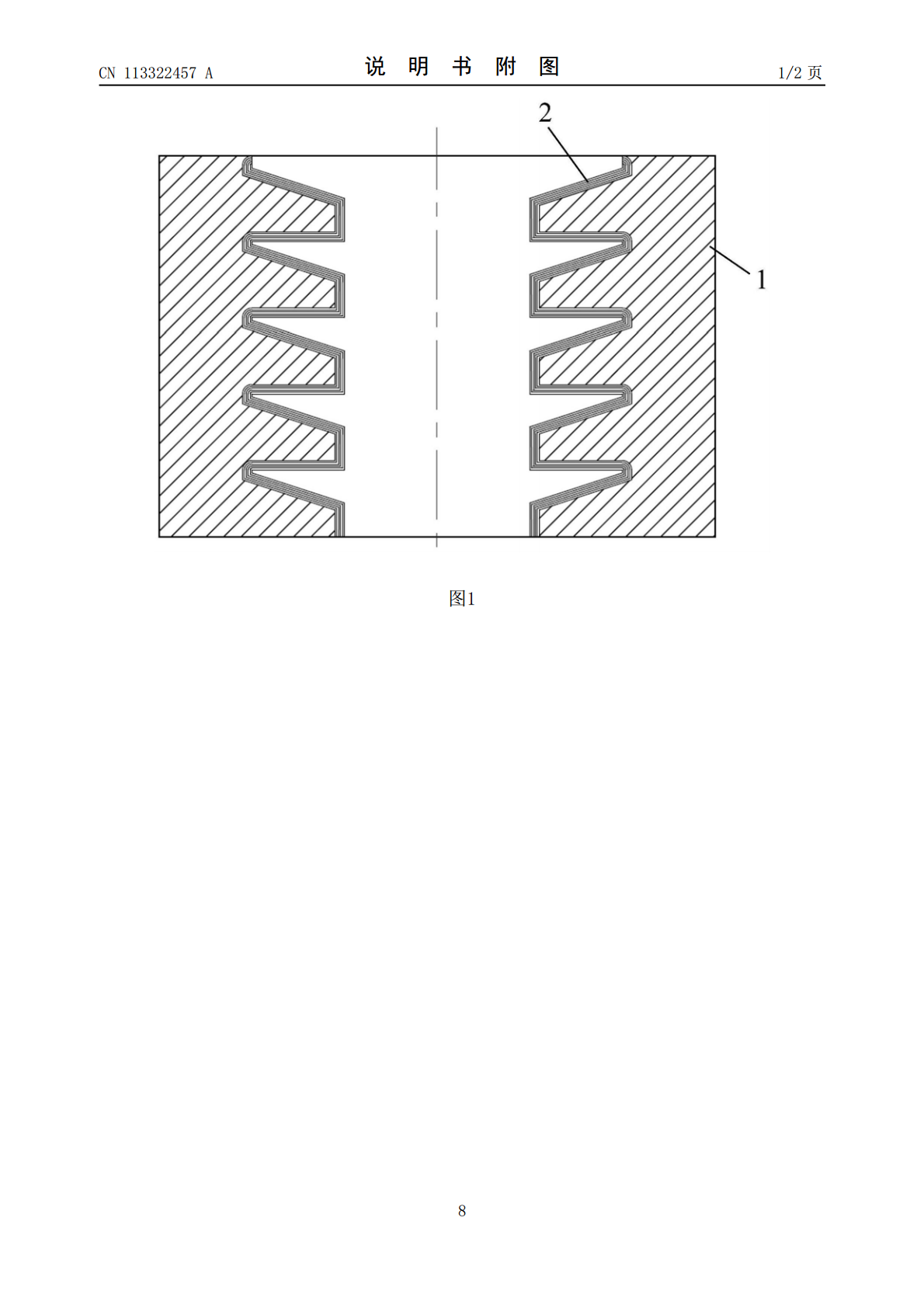
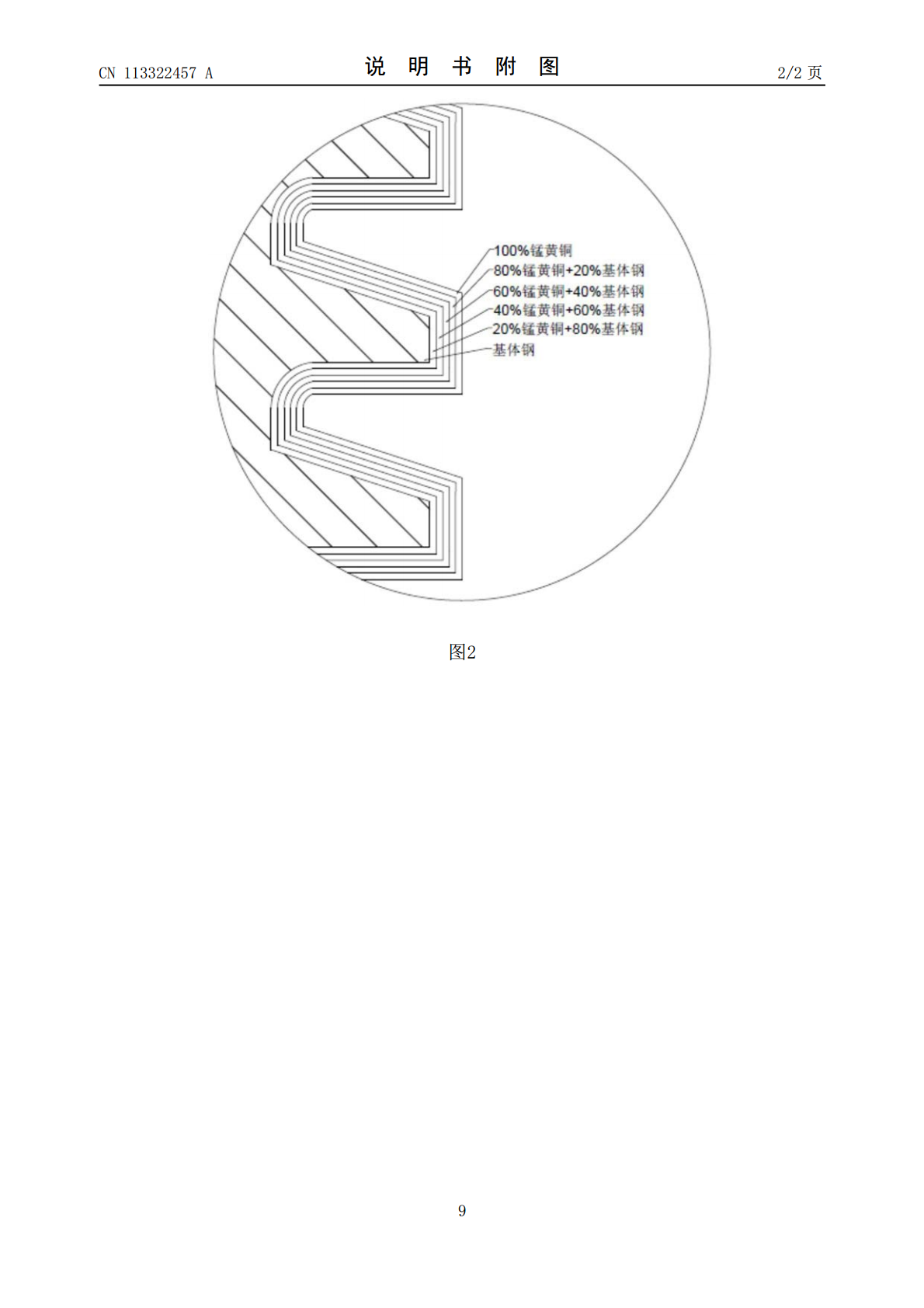
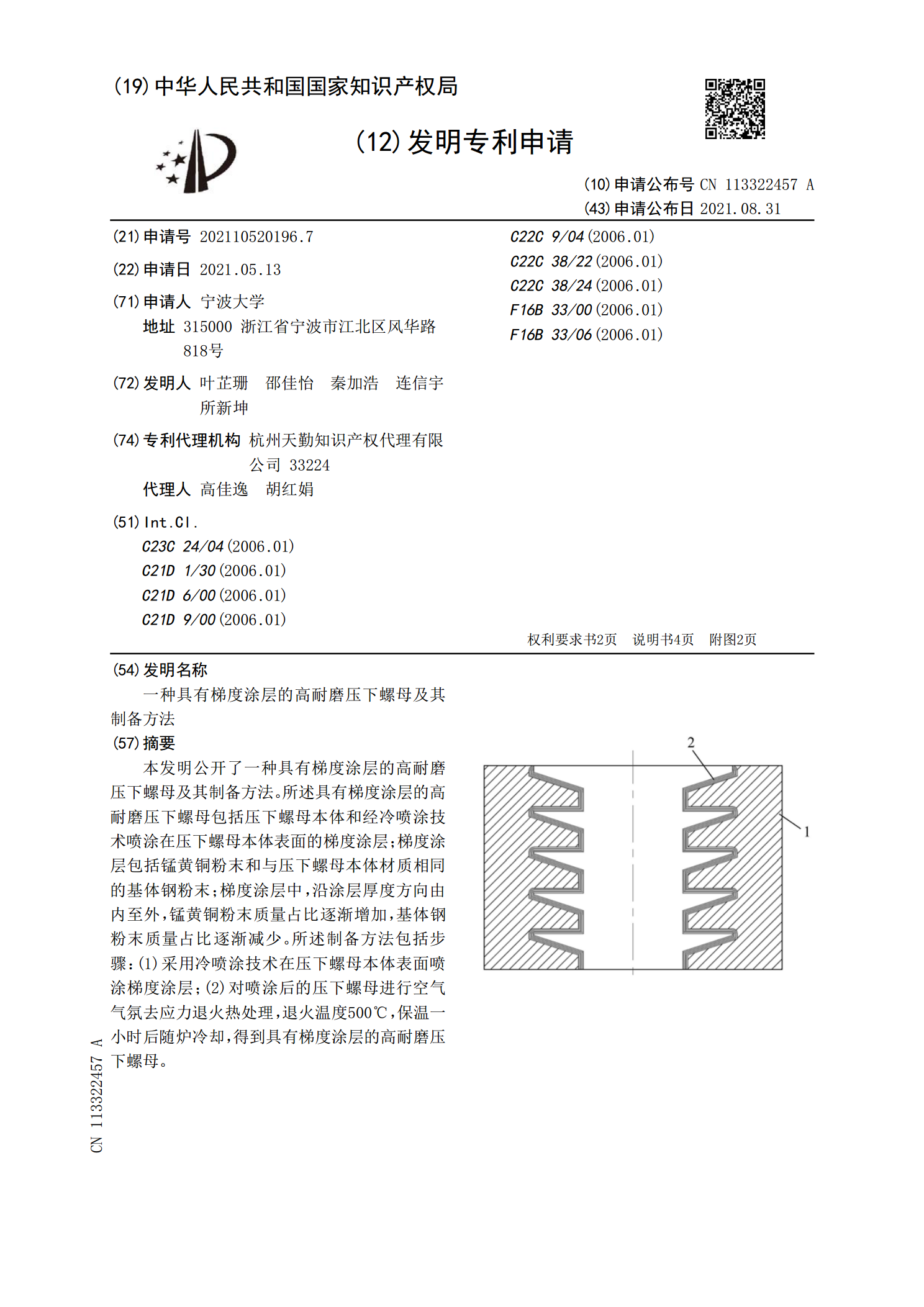
本发明公开了一种具有梯度涂层的高耐磨压下螺母及其制备方法。所述具有梯度涂层的高耐磨压下螺母包括压下螺母本体和经冷喷涂技术喷涂在压下螺母本体表面的梯度涂层;梯度涂层包括锰黄铜粉末和与压下螺母本体材质相同的基体钢粉末;梯度涂层中,沿涂层厚度方向由内至外,锰黄铜粉末质量占比逐渐增加,基体钢粉末质量占比逐渐减少。所述制备方法包括步骤:(1)采用冷喷涂技术在压下螺母本体表面喷涂梯度涂层;(2)对喷涂后的压下螺母进行空气气氛去应力退火热处理,退火温度500℃,保温一小时后随炉冷却,得到具有梯度涂层的高耐磨压下螺母。
一种复合梯度涂层及其制备方法.pdf
本发明公开了一种复合梯度涂层制备方法,对含钨基材进行预处理;将含钇、钨和钼的原料球磨混合后形成料浆,均匀地涂覆在所述含钨基材表面,烘干,然后在氢气中进行热处理,冷却后取出,得到表面形成钨钼复合层的含钨基材;将表面形成钨钼复合层的含钨基材完全埋入装有硅化渗剂的坩埚中,然后将坩埚装入气氛炉中,通入惰性气体,然后进行热处理,冷却后取出,得到含钨基材表面的复合梯度涂层。本发明制备工艺简单,可有效改善涂层与基体及涂层间结合力,大幅提升制得的复合梯度涂层基材的高温抗氧化性能和抗热震性能。本发明还涉及一种通过上述方法获
一种梯度导电涂层及其制备方法.pdf
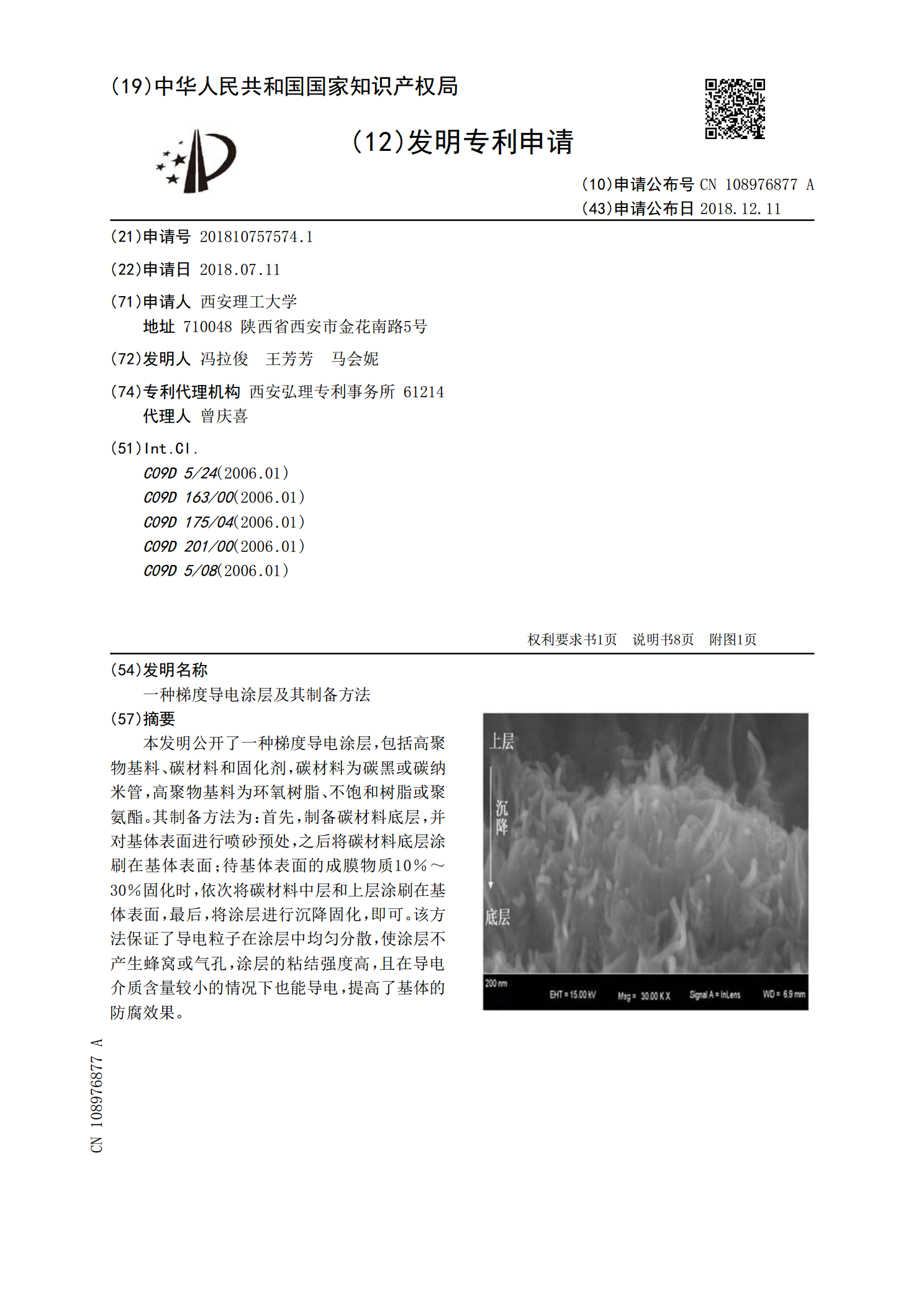
本发明公开了一种梯度导电涂层,包括高聚物基料、碳材料和固化剂,碳材料为碳黑或碳纳米管,高聚物基料为环氧树脂、不饱和树脂或聚氨酯。其制备方法为:首先,制备碳材料底层,并对基体表面进行喷砂预处,之后将碳材料底层涂刷在基体表面;待基体表面的成膜物质10%~30%固化时,依次将碳材料中层和上层涂刷在基体表面,最后,将涂层进行沉降固化,即可。该方法保证了导电粒子在涂层中均匀分散,使涂层不产生蜂窝或气孔,涂层的粘结强度高,且在导电介质含量较小的情况下也能导电,提高了基体的防腐效果。

一种功能梯度热障涂层及其制备方法.pdf
本发明公开了一种功能梯度热障涂层及其制备方法,即利用激光近净成型技术在零部件基体合金上制备成分、结构连续变化的粘结层和陶瓷层。该方法制备热障涂层不受传统热喷涂加工过程中模具、卡具和工具以及零部件尺寸大小和几何形状复杂程度的约束;同时制备的热障涂层具有柱状晶粒取向结构、涂层结晶度高、厚度可控、以及涂层与基体之间结合强度超过350MPa等优点;本发明公开的一种功能梯度热障涂层的热循环寿命远高于传统纯YSZ与双陶瓷层热障涂层的热循环寿命,使用本发明的热障涂层可有效提高燃气轮机的进口燃气温度和热通道部件的服役寿命
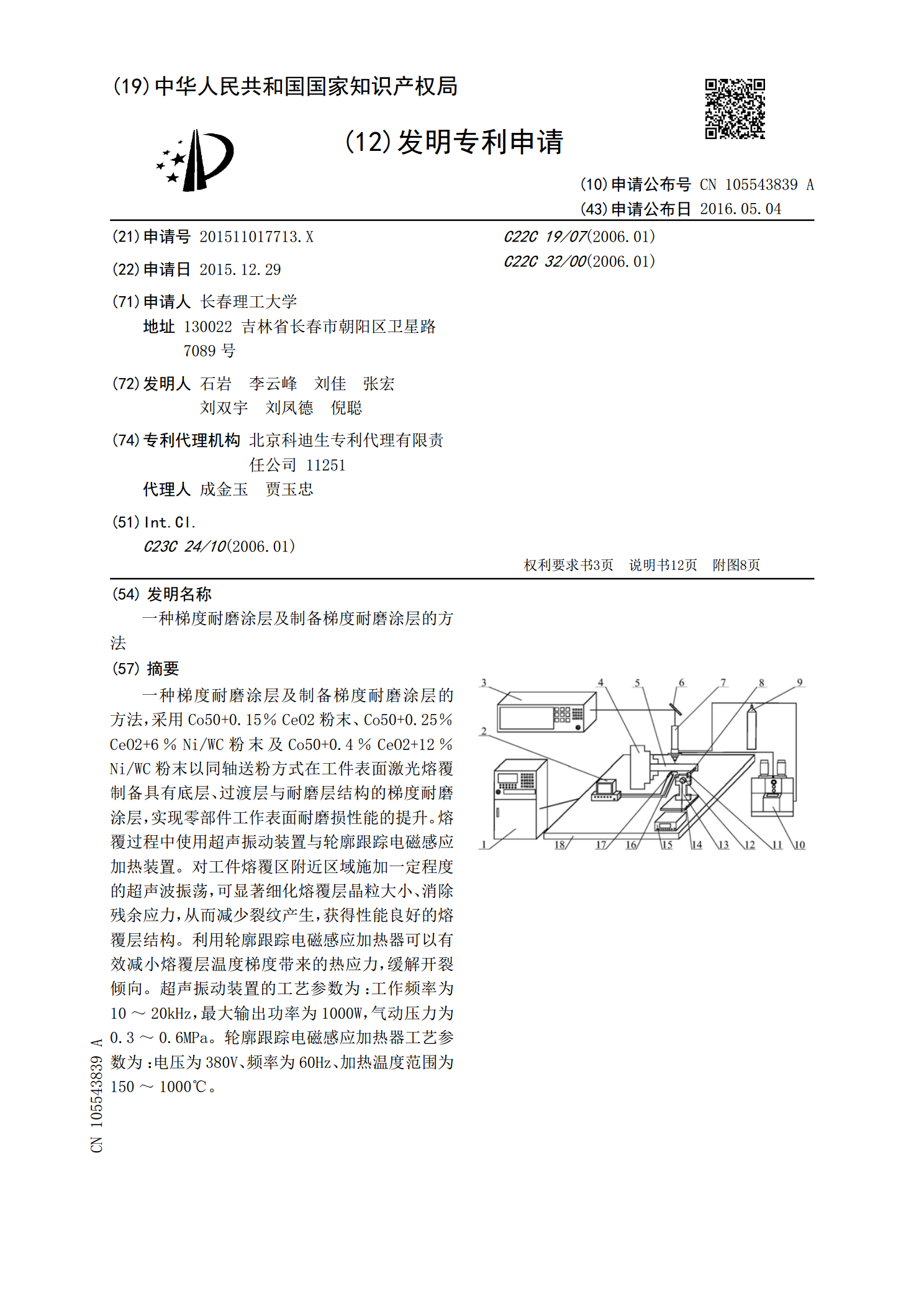
一种梯度耐磨涂层及制备梯度耐磨涂层的方法.pdf
一种梯度耐磨涂层及制备梯度耐磨涂层的方法,采用Co50+0.15%CeO2粉末、Co50+0.25%CeO2+6%Ni/WC粉末及Co50+0.4%CeO2+12%Ni/WC粉末以同轴送粉方式在工件表面激光熔覆制备具有底层、过渡层与耐磨层结构的梯度耐磨涂层,实现零部件工作表面耐磨损性能的提升。熔覆过程中使用超声振动装置与轮廓跟踪电磁感应加热装置。对工件熔覆区附近区域施加一定程度的超声波振荡,可显著细化熔覆层晶粒大小、消除残余应力,从而减少裂纹产生,获得性能良好的熔覆层结构。利用轮廓跟踪电磁感应加热器可以有