
一种高风压钎具潜孔钻头的热处理方法.pdf

慧颖****23

1/9
2/9

3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高风压钎具潜孔钻头的热处理方法.pdf
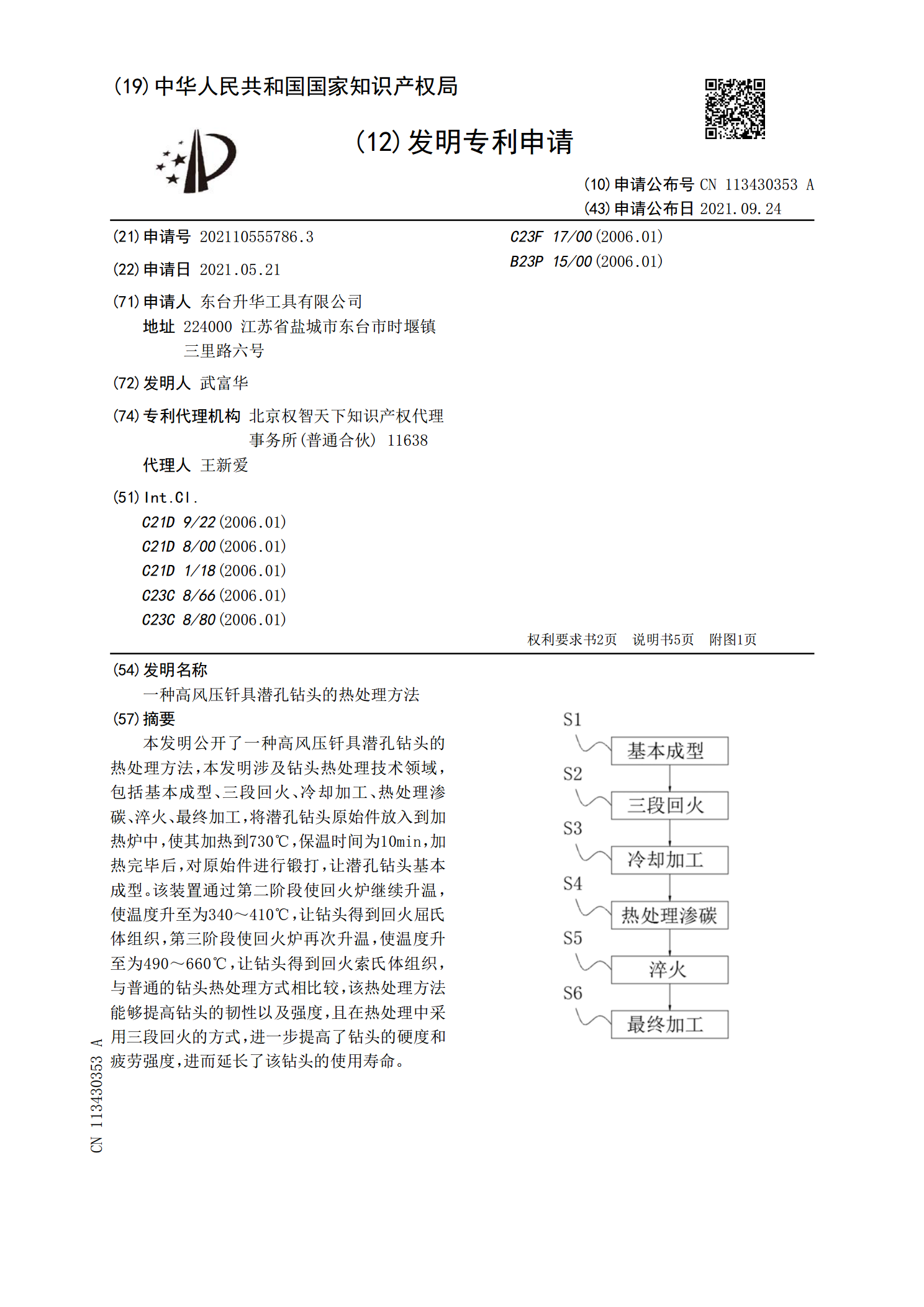
本发明公开了一种高风压钎具潜孔钻头的热处理方法,本发明涉及钻头热处理技术领域,包括基本成型、三段回火、冷却加工、热处理渗碳、淬火、最终加工,将潜孔钻头原始件放入到加热炉中,使其加热到730℃,保温时间为10min,加热完毕后,对原始件进行锻打,让潜孔钻头基本成型。该装置通过第二阶段使回火炉继续升温,使温度升至为340~410℃,让钻头得到回火屈氏体组织,第三阶段使回火炉再次升温,使温度升至为490~660℃,让钻头得到回火索氏体组织,与普通的钻头热处理方式相比较,该热处理方法能够提高钻头的韧性以及强度,且
一种高风压钎具潜孔钻头的热处理方法及钻头.pdf
本发明涉及一种高风压钎具潜孔钻头的热处理方法,该方法包括以下步骤:将潜孔钻头原始件加热到750℃~850℃后进行锻打和成型模锻,在900℃~950℃下加热4h~5h后空冷,再在650℃~700℃下加热4h~5h后炉冷到低于200℃,按照尺寸要求进行数控加工,在900℃~950℃时进行渗碳处理,渗碳处理进行高温回火,然后进行机械加工,最后在850℃~900℃下进行等温淬火即可。本发明还涉及一种使用上述热处理方法制造的高风压钎具潜孔钻头。本发明的潜孔钻头通过多次加热以及冷却后的机械处理,使得潜孔钻头的韧塑性能
一种40CrNi2MoV造高风压潜孔钻头的热处理方法及潜孔钻头.pdf
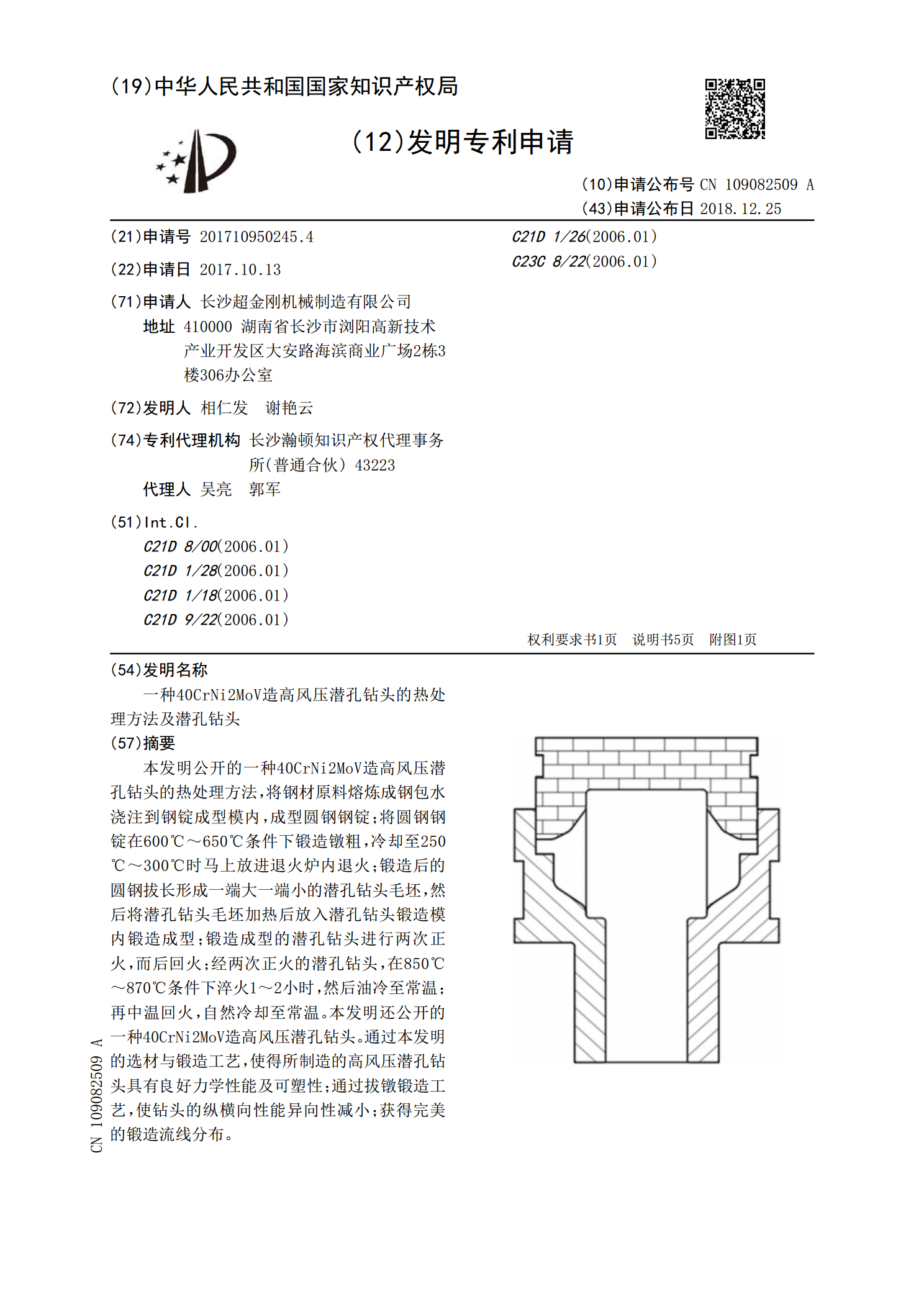
本发明公开的一种40CrNi2MoV造高风压潜孔钻头的热处理方法,将钢材原料熔炼成钢包水浇注到钢锭成型模内,成型圆钢钢锭;将圆钢钢锭在600℃~650℃条件下锻造镦粗,冷却至250℃~300℃时马上放进退火炉内退火;锻造后的圆钢拔长形成一端大一端小的潜孔钻头毛坯,然后将潜孔钻头毛坯加热后放入潜孔钻头锻造模内锻造成型;锻造成型的潜孔钻头进行两次正火,而后回火;经两次正火的潜孔钻头,在850℃~870℃条件下淬火1~2小时,然后油冷至常温;再中温回火,自然冷却至常温。本发明还公开的一种40CrNi2MoV造高
穿透钢筋混凝土高风压潜孔钻冲击器用钻头.pdf
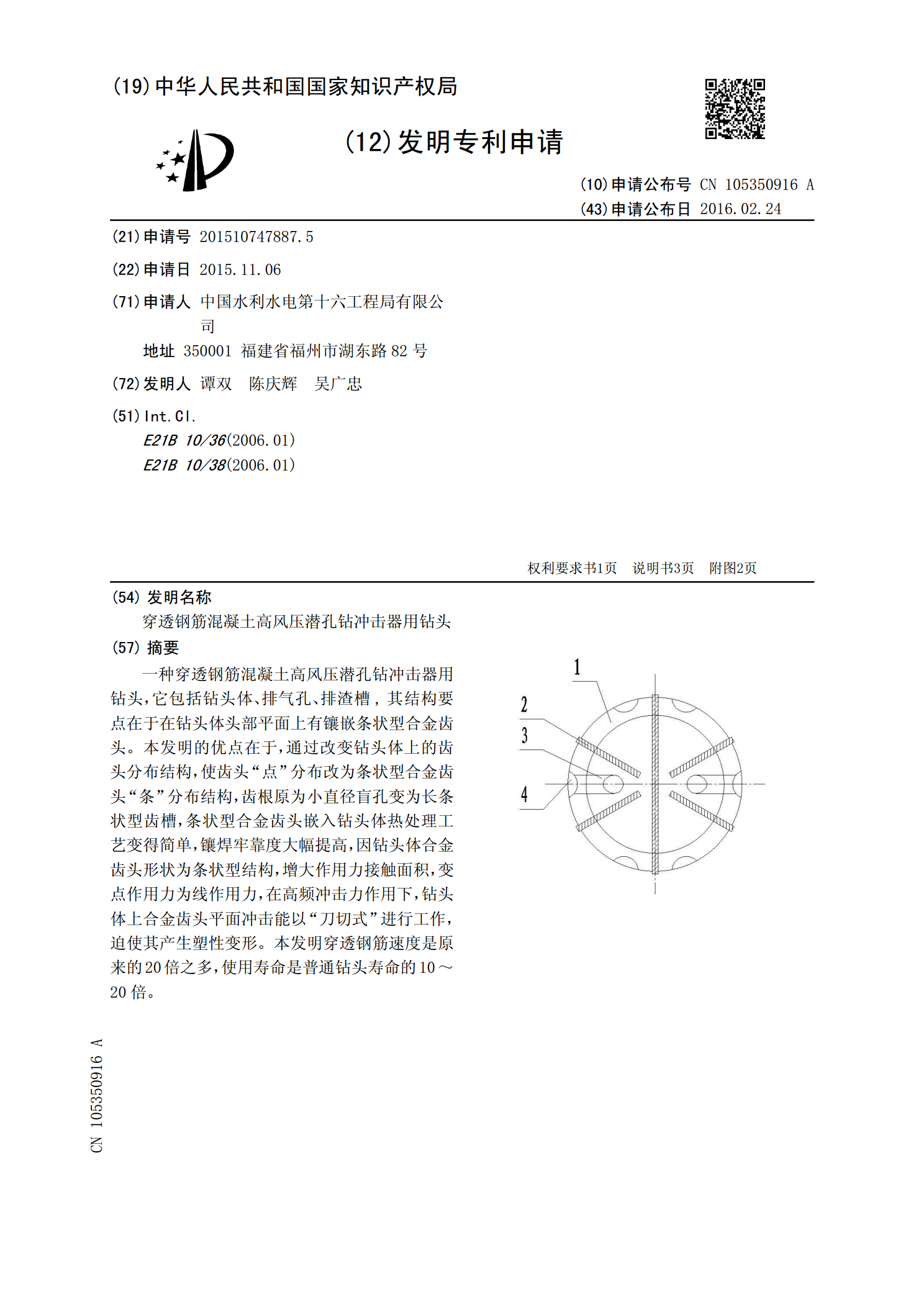
一种穿透钢筋混凝土高风压潜孔钻冲击器用钻头,它包括钻头体、排气孔、排渣槽,其结构要点在于在钻头体头部平面上有镶嵌条状型合金齿头。本发明的优点在于,通过改变钻头体上的齿头分布结构,使齿头“点”分布改为条状型合金齿头“条”分布结构,齿根原为小直径盲孔变为长条状型齿槽,条状型合金齿头嵌入钻头体热处理工艺变得简单,镶焊牢靠度大幅提高,因钻头体合金齿头形状为条状型结构,增大作用力接触面积,变点作用力为线作用力,在高频冲击力作用下,钻头体上合金齿头平面冲击能以“刀切式”进行工作,迫使其产生塑性变形。本发明穿透钢筋速度
钎具钢的热处理方法.pdf
本发明属于钎具钢的生产制造技术领域,具体涉及一种钎具钢的热处理方法。本发明通过锻造工序变形温度和变形量的合理控制使奥氏体晶粒能够得到充分的回复再结晶细化,为钢材韧性的提高作充分准备;再对锻后冷却速率进行控制,慢冷,使形变奥氏体转变过程中,先共析铁素体能充分形核并长大,为锻坯硬度值的降低提供必要条件。精锻后增加炉内冷却,炉冷后组织以板条贝氏体为主,板条间距较粗大,有部分粒贝组织出现,为退火做好充分准备,退火完成后得到最终坯料提供给用户。