
一种反重力效应单晶高温合金定向凝固生长设备及其应用.pdf

一条****然后

1/10
2/10

3/10

4/10
5/10

6/10
7/10
8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种反重力效应单晶高温合金定向凝固生长设备及其应用.pdf
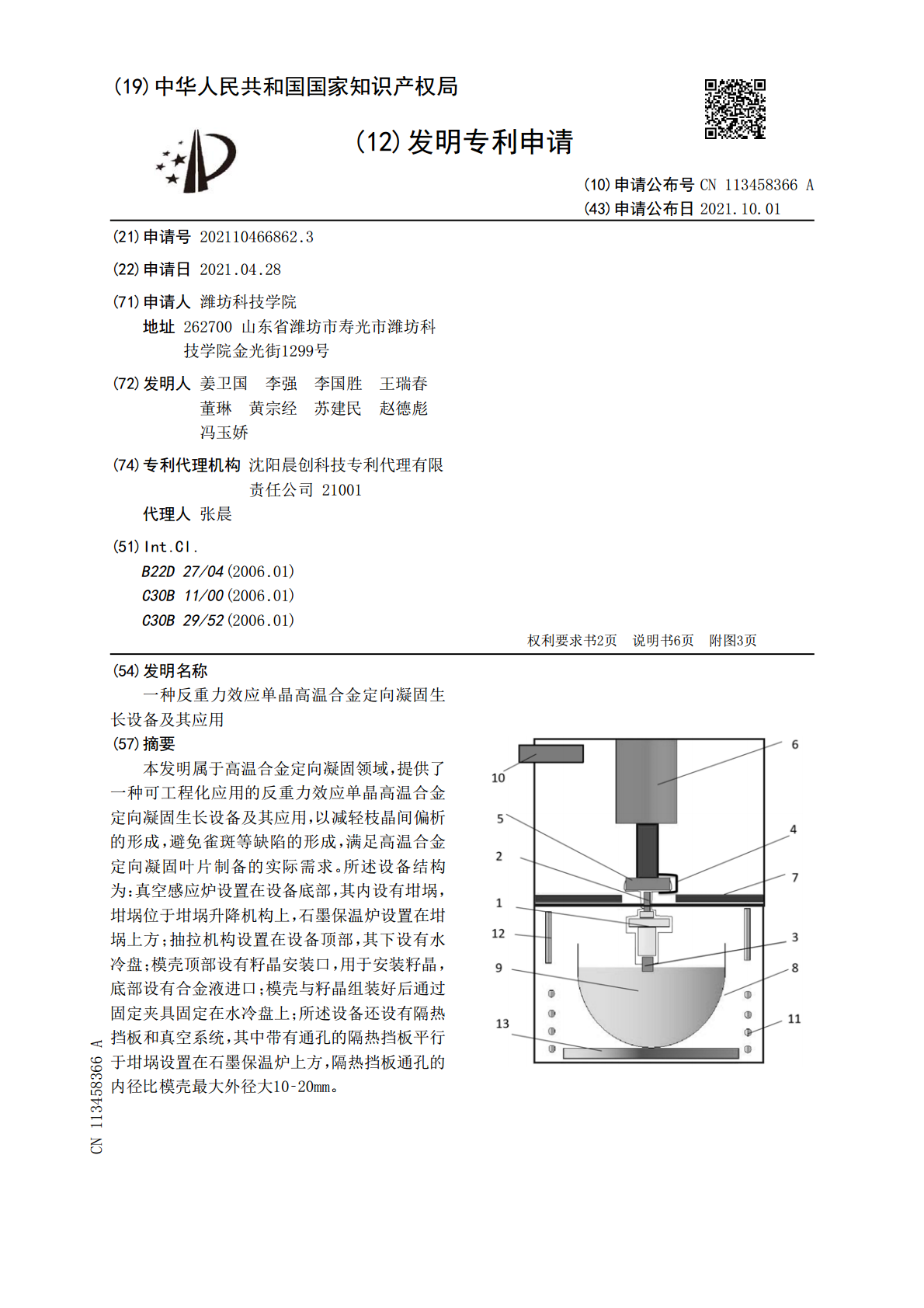
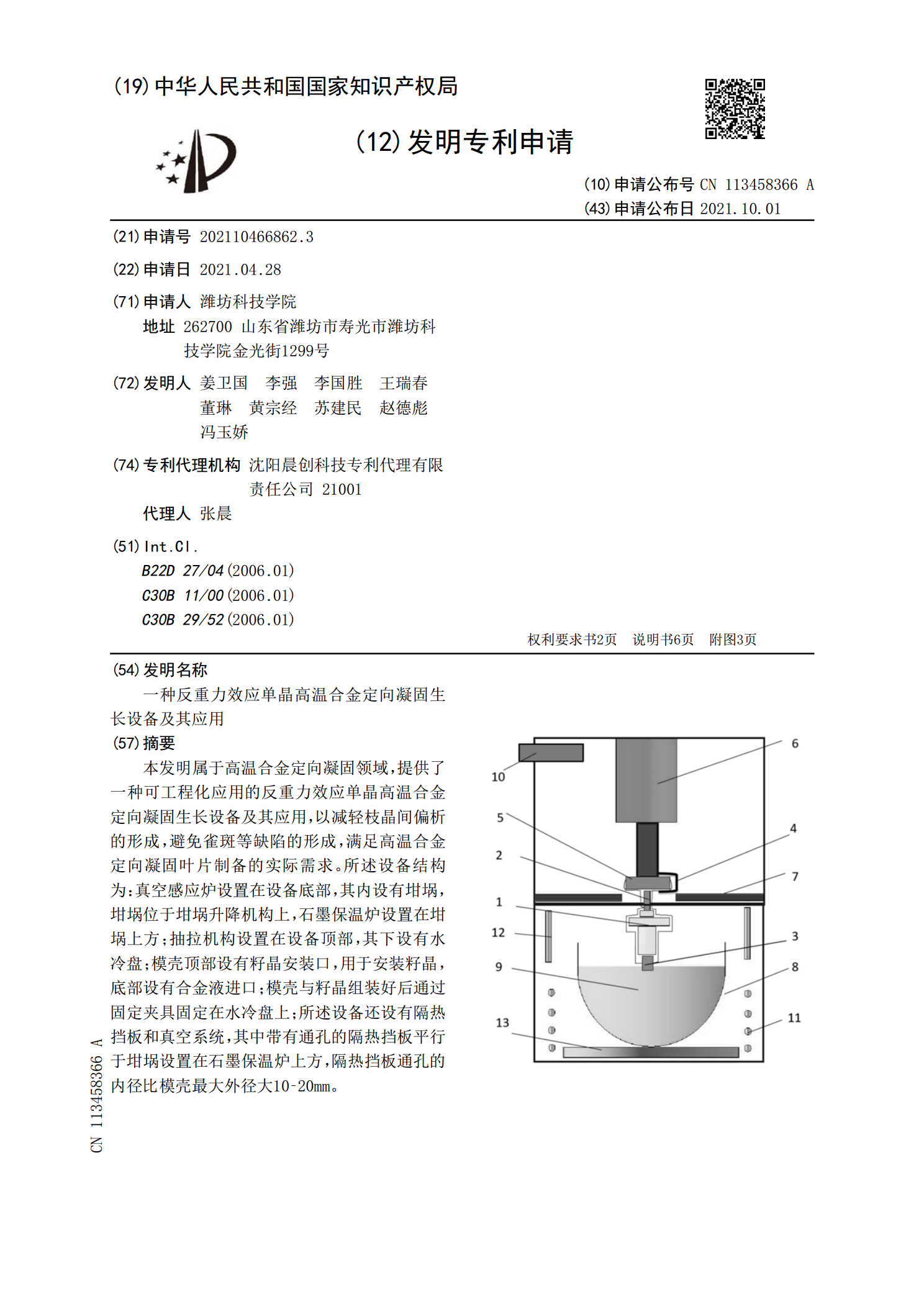
本发明属于高温合金定向凝固领域,提供了一种可工程化应用的反重力效应单晶高温合金定向凝固生长设备及其应用,以减轻枝晶间偏析的形成,避免雀斑等缺陷的形成,满足高温合金定向凝固叶片制备的实际需求。所述设备结构为:真空感应炉设置在设备底部,其内设有坩埚,坩埚位于坩埚升降机构上,石墨保温炉设置在坩埚上方;抽拉机构设置在设备顶部,其下设有水冷盘;模壳顶部设有籽晶安装口,用于安装籽晶,底部设有合金液进口;模壳与籽晶组装好后通过固定夹具固定在水冷盘上;所述设备还设有隔热挡板和真空系统,其中带有通孔的隔热挡板平行于坩埚设置
一种用于高温合金单晶叶片制造的铸型及其定向凝固装置.pdf
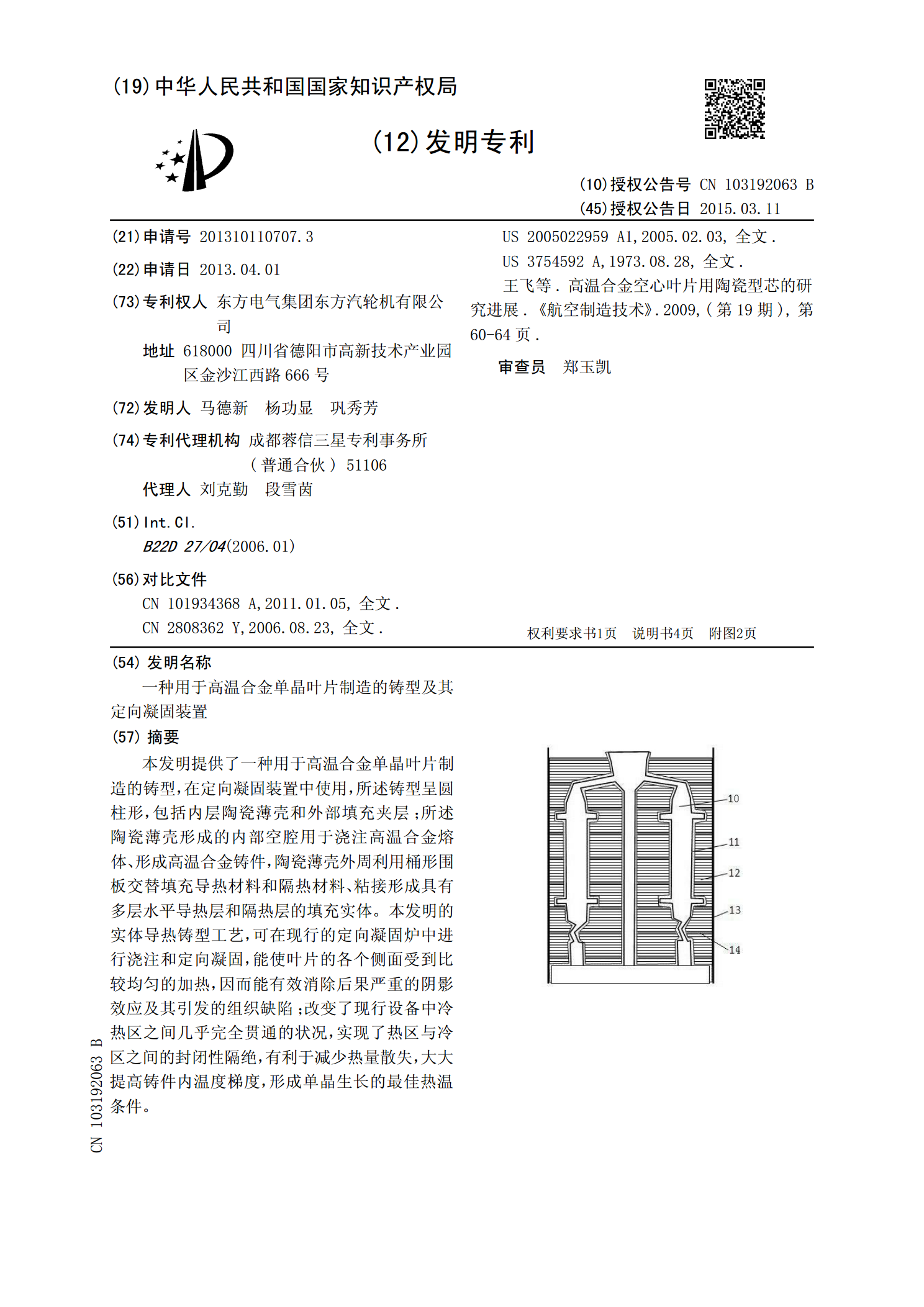
本发明提供了一种用于高温合金单晶叶片制造的铸型,在定向凝固装置中使用,所述铸型呈圆柱形,包括内层陶瓷薄壳和外部填充夹层;所述陶瓷薄壳形成的内部空腔用于浇注高温合金熔体、形成高温合金铸件,陶瓷薄壳外周利用桶形围板交替填充导热材料和隔热材料、粘接形成具有多层水平导热层和隔热层的填充实体。本发明的实体导热铸型工艺,可在现行的定向凝固炉中进行浇注和定向凝固,能使叶片的各个侧面受到比较均匀的加热,因而能有效消除后果严重的阴影效应及其引发的组织缺陷;改变了现行设备中冷热区之间几乎完全贯通的状况,实现了热区与冷区之间的

定向凝固和单晶高温合金的再结晶研究.docx
定向凝固和单晶高温合金的再结晶研究定向凝固和单晶高温合金的再结晶研究摘要:单晶高温合金是一种重要的高温结构材料,在航空航天、能源和化工等领域有着广泛的应用。定向凝固和再结晶是单晶高温合金制备过程中的关键步骤,对材料的性能和性能稳定性有着重要的影响。本文针对定向凝固和单晶高温合金的再结晶进行了综述,重点探讨了定向凝固和再结晶的机理和影响因素,并展望了未来的研究方向。关键词:定向凝固;单晶高温合金;再结晶;机理;影响因素1.引言单晶高温合金以其出色的高温性能和耐腐蚀性能,在航空航天、能源和化工等领域得到了广泛

单晶高温合金凝固特性与典型凝固缺陷研究.docx
单晶高温合金凝固特性与典型凝固缺陷研究一、引言单晶高温合金是一种具有良好高温性能和抗氧化能力的金属材料,广泛应用于航空航天、能源、石油化工等重要领域。单晶高温合金的性能与凝固工艺密切相关,因此对其凝固特性及典型凝固缺陷的研究具有重要的理论和实际意义。二、单晶高温合金的凝固特性1、凝固过程单晶高温合金的凝固过程包括液相、固液两相、等温固态三个阶段。在液相阶段,原料被加热至高温后开始熔化,形成液态合金。在固液两相区域,液态合金逐渐凝固,晶粒开始生长。在等温固态阶段,晶粒长成完整的晶体。2、凝固组织单晶高温合金

定向凝固技术及定向凝固高温合金.docx
定向凝固技术及定向凝固高温合金定向凝固技术及定向凝固高温合金摘要:定向凝固技术是一种重要的先进制造技术,可以实现高质量高性能的材料制备。本文将重点介绍定向凝固技术的原理及优势,并针对定向凝固技术在高温合金领域的应用进行深入探讨。同时,还将介绍几种常见的定向凝固高温合金,并阐述其优点和挑战。最后,本文将展望未来定向凝固技术及高温合金的发展趋势。1.引言定向凝固技术是一种基于材料凝固过程控制和优化的先进制造技术。通过控制凝固条件和界面稳定性,可以实现高质量高性能的材料制备。在许多领域,如航空航天、能源和汽车等