
一种钎杆硝盐热处理工艺.pdf

志玉****爱啊

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种钎杆硝盐热处理工艺.pdf
本发明公开了一种钎杆硝盐热处理工艺,包括以下步骤,钎杆正火处理:打开正火炉炉门将钎杆上下垂直的放入正火炉内,使正火炉升温至880℃,保温时间260‑320分钟,保温过后出炉空冷却至室温;钎杆淬火处理:将冷却至室温的钎杆上下垂直的放入淬火炉内,使淬火炉升温至860℃,保温时间110‑320分钟,保温结束后,快速将钎杆垂直沉入淬火液中淬火冷却;钎杆回火处理:将淬火过后的钎杆立即装入回火炉内,使回火炉升温至220‑240℃,保温180‑360分钟后出炉空冷却至室温;钎杆硝盐处理:将回火过后的钎杆放入硝盐炉内进行
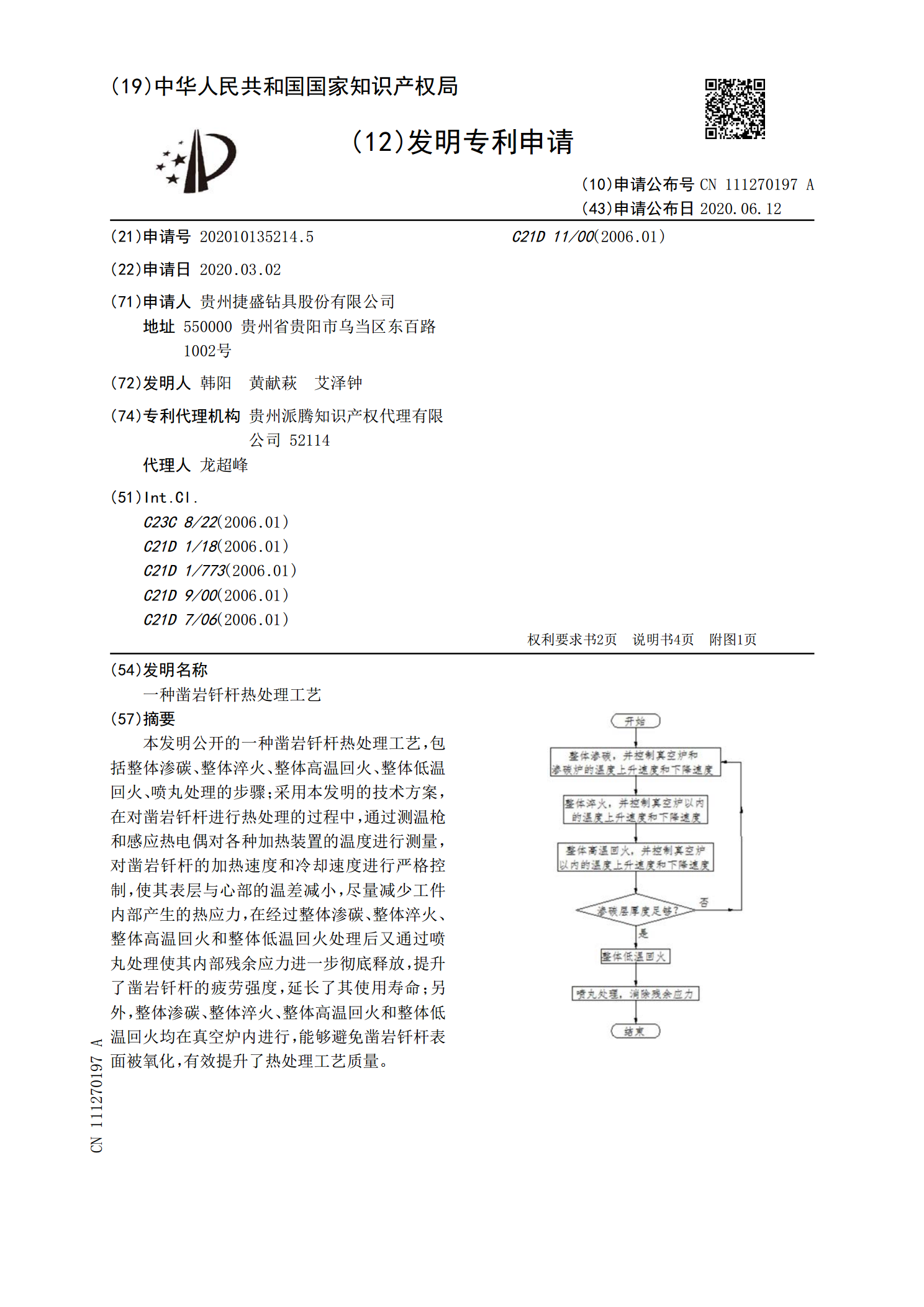
一种凿岩钎杆热处理工艺.pdf
本发明公开的一种凿岩钎杆热处理工艺,包括整体渗碳、整体淬火、整体高温回火、整体低温回火、喷丸处理的步骤;采用本发明的技术方案,在对凿岩钎杆进行热处理的过程中,通过测温枪和感应热电偶对各种加热装置的温度进行测量,对凿岩钎杆的加热速度和冷却速度进行严格控制,使其表层与心部的温差减小,尽量减少工件内部产生的热应力,在经过整体渗碳、整体淬火、整体高温回火和整体低温回火处理后又通过喷丸处理使其内部残余应力进一步彻底释放,提升了凿岩钎杆的疲劳强度,延长了其使用寿命;另外,整体渗碳、整体淬火、整体高温回火和整体低温回火
中空钎杆热处理工艺.pdf
本发明为中空钎杆热处理工艺,属于热处理工艺,特点是利用送料架,由加热炉对轧制态40SiMnCrNiMo中空钎杆进行预热、透热、氮冷却和缓冷却处理,完成钎杆的正火热处理及控制冷却,使钎杆获得适宜的金相组织,提高抗冲击、耐疲劳的机械性能。节约能源30%,钎杆终身进尺米数提高1倍。
中空钎杆热处理工艺.pdf
本发明为中空钎杆热处理工艺,属于热处理工艺,特点是利用送料架,由加热炉对轧制态40SiMnCrNiMo中空钎杆进行预热、透热、氮冷却和缓冷却处理,完成钎杆的正火热处理及控制冷却,使钎杆获得适宜的金相组织,提高抗冲击、耐疲劳的机械性能。节约能源30%,钎杆终身进尺米数提高1倍。
中空钎杆热处理工艺.pdf
本发明为中空钎杆热处理工艺,属于热处理工艺,特点是利用送料架,由加热炉对轧制态40SiMnCrNiMo中空钎杆进行预热、透热、氮冷却和缓冷却处理,完成钎杆的正火热处理及控制冷却,使钎杆获得适宜的金相组织,提高抗冲击、耐疲劳的机械性能。节约能源30%,钎杆终身进尺米数提高1倍。