
一种超厚渗铝涂层制备工艺.pdf

一吃****继勇


1/8

2/8
3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种超厚渗铝涂层制备工艺.pdf
本发明属于高温涂层技术领域,具体公开了一种超厚渗铝涂层制备工艺,包括以下步骤:步骤1:将溶剂和粘接剂搅拌均匀,后加入渗剂、改性剂和催化剂,搅拌得到料浆,所述改性剂为氧化铝,所述催化剂为氯化铵,所述渗剂为铝粉、铬粉、硅粉和氯化钙;步骤2:将步骤1得到的料浆涂刷在镍基合金样品上,涂刷厚度不低于1.5mm,将涂刷后的样品进行干燥,再放入试管炉内保温进行铝硅共渗。采用本发明的方案制备的硅改性铝化物涂层,在高温下Cr元素会扩散到Al‑Si涂层中,Si以富Si的第二相颗粒如Cr

超厚硼铝共渗层的研究.docx
超厚硼铝共渗层的研究超厚硼铝共渗层的研究摘要:超厚硼铝共渗层广泛应用于高温环境下的金属材料表面保护,具有较高的硬度、耐热性和耐腐蚀性能。本文将探讨超厚硼铝共渗层的制备方法、表征技术以及其在不同应用领域的性能表现。研究结果表明,超厚硼铝共渗层在金属材料表面形成致密的硼化物层和铝化物层,有效改善了材料的硬度和耐热性。此外,超厚硼铝共渗层还具有良好的耐腐蚀性能,可保护金属材料免受氧化、高温腐蚀等影响,延长其使用寿命。因此,超厚硼铝共渗层在航空航天、汽车制造、机械加工等领域有着广泛的应用前景。关键词:超厚硼铝共渗
一种K424高温合金表面渗铝防护涂层渗剂及涂层制备方法.pdf
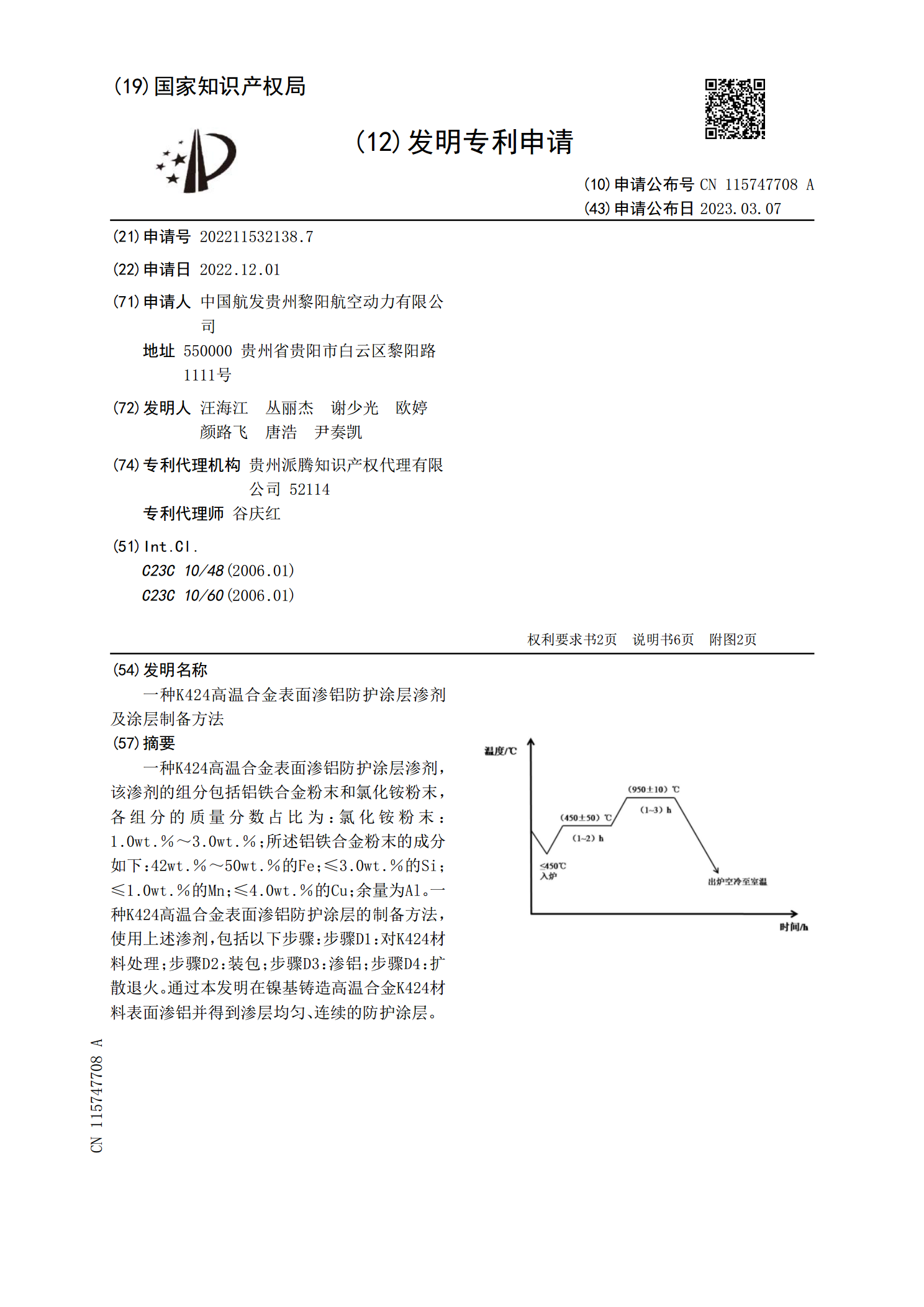
一种K424高温合金表面渗铝防护涂层渗剂,该渗剂的组分包括铝铁合金粉末和氯化铵粉末,各组分的质量分数占比为:氯化铵粉末:1.0wt.%~3.0wt.%;所述铝铁合金粉末的成分如下:42wt.%~50wt.%的Fe;≤3.0wt.%的Si;≤1.0wt.%的Mn;≤4.0wt.%的Cu;余量为Al。一种K424高温合金表面渗铝防护涂层的制备方法,使用上述渗剂,包括以下步骤:步骤D1:对K424材料处理;步骤D2:装包;步骤D3:渗铝;步骤D4:扩散退火。通过本发明在镍基铸造高温合金K424材料表面渗铝并得到

制备工艺对工业纯铜表面陶瓷渗铝复合涂层组织及性能的影响.docx
制备工艺对工业纯铜表面陶瓷渗铝复合涂层组织及性能的影响制备工艺对工业纯铜表面陶瓷渗铝复合涂层组织及性能的影响摘要:在工业应用中,工业纯铜表面陶瓷渗铝复合涂层被广泛应用于提高纯铜的耐磨性和耐腐蚀性能。本文研究了制备工艺对工业纯铜表面陶瓷渗铝复合涂层的组织和性能的影响。研究结果表明,制备工艺对复合涂层的微观结构、硬度、耐磨性和耐腐蚀性能具有显著影响。因此,合理选择制备工艺对提高复合涂层的性能至关重要。关键词:工业纯铜,陶瓷渗铝,复合涂层,制备工艺,性能引言:工业纯铜是一种常见的金属材料,在许多领域都有广泛的应

一种超厚涂层彩涂钢板的辊涂工艺.pdf
本发明公开了一种超厚涂层彩涂钢板的辊涂工艺,其包括至少两次底漆涂敷步骤和至少两次面漆涂敷步骤,其中:在第一次底漆涂敷步骤中,控制初涂辊与初涂带料辊之间的压力为1600‑1800kg;在第一次底漆涂敷步骤后,采用烘烤炉对钢板进行烘烤,其中沿着钢板行走的方向,烘烤炉内依次被分为第一烘烤区、第二烘烤区、第三烘烤区、第四烘烤区和第五烘烤区,各个烘烤区内的烘烤温度依次增加;在第二次底漆涂敷步骤中,控制精涂辊与精涂带料辊之间的压力为1600‑1800kg;在第二次底漆涂敷步骤后,采用烘烤炉对钢板进行烘烤;在第一次底漆