
一种钛合金组织均匀控制的自由锻造方法.pdf

猫巷****晓容

1/8
2/8

3/8
4/8
5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种钛合金组织均匀控制的自由锻造方法.pdf
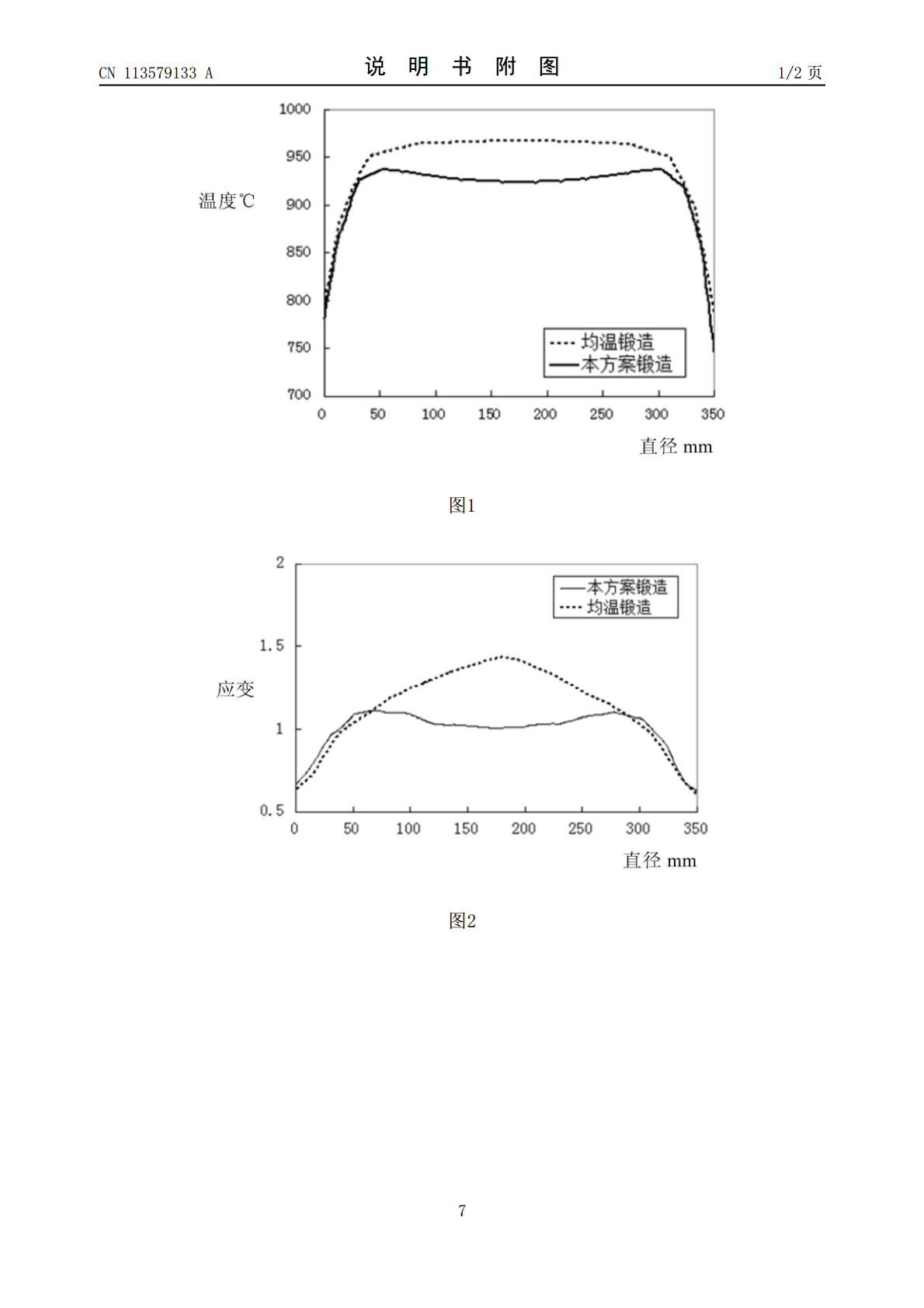
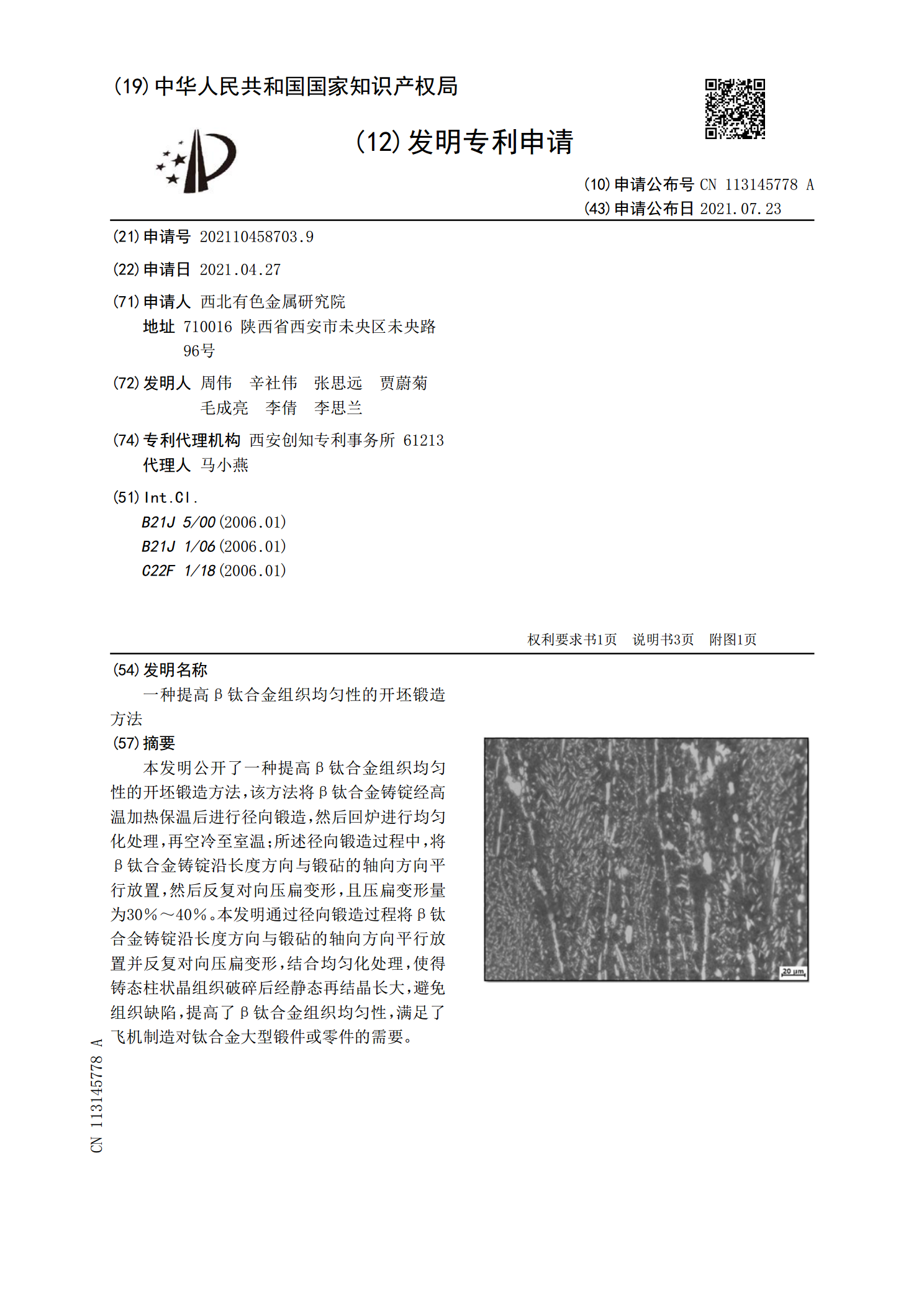
一种钛合金组织均匀控制的自由锻造方法,包括如下步骤:1)预热;2)热处理,将室温下的钛合金锻坯放入已预热的加热炉中保温,保温时间为D/3+(30~50)min,其中D为锻坯横截面直径或内切圆直径,单位mm;3)拔长;4)成型,其中通过控制热处理时间,使钛合金锻坯截面上温度分布特征为边缘温度高而中心温度低,一方面可以控制锻造过程中锻坯心部区域温度控制在相变点以下,防止心部区域组织变差;另一方面可以使锻造过程中锻坯横截面产生均匀的金属流动,从而使获得的锻材横截面组织更加均匀,本发明所述方法在减少锻造火次的情况
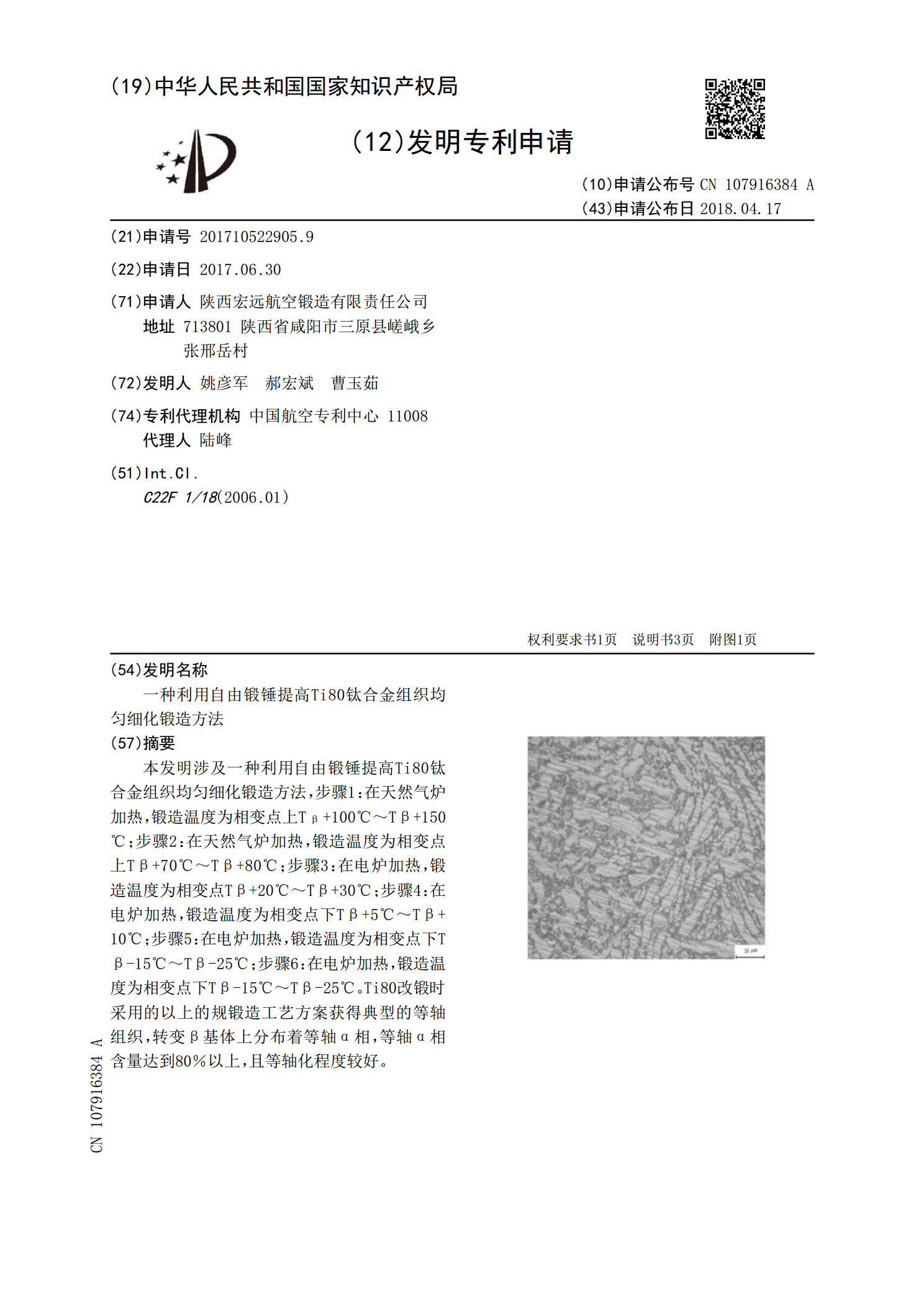
一种提高β钛合金组织均匀性的开坯锻造方法.pdf
本发明公开了一种提高β钛合金组织均匀性的开坯锻造方法,该方法将β钛合金铸锭经高温加热保温后进行径向锻造,然后回炉进行均匀化处理,再空冷至室温;所述径向锻造过程中,将β钛合金铸锭沿长度方向与锻砧的轴向方向平行放置,然后反复对向压扁变形,且压扁变形量为30%~40%。本发明通过径向锻造过程将β钛合金铸锭沿长度方向与锻砧的轴向方向平行放置并反复对向压扁变形,结合均匀化处理,使得铸态柱状晶组织破碎后经静态再结晶长大,避免组织缺陷,提高了β钛合金组织均匀性,满足了飞机制造对钛合金大型锻件或零件的需要。
一种利用自由锻锤提高Ti80钛合金组织均匀细化锻造方法.pdf
本发明涉及一种利用自由锻锤提高Ti80钛合金组织均匀细化锻造方法,步骤1:在天然气炉加热,锻造温度为相变点上T
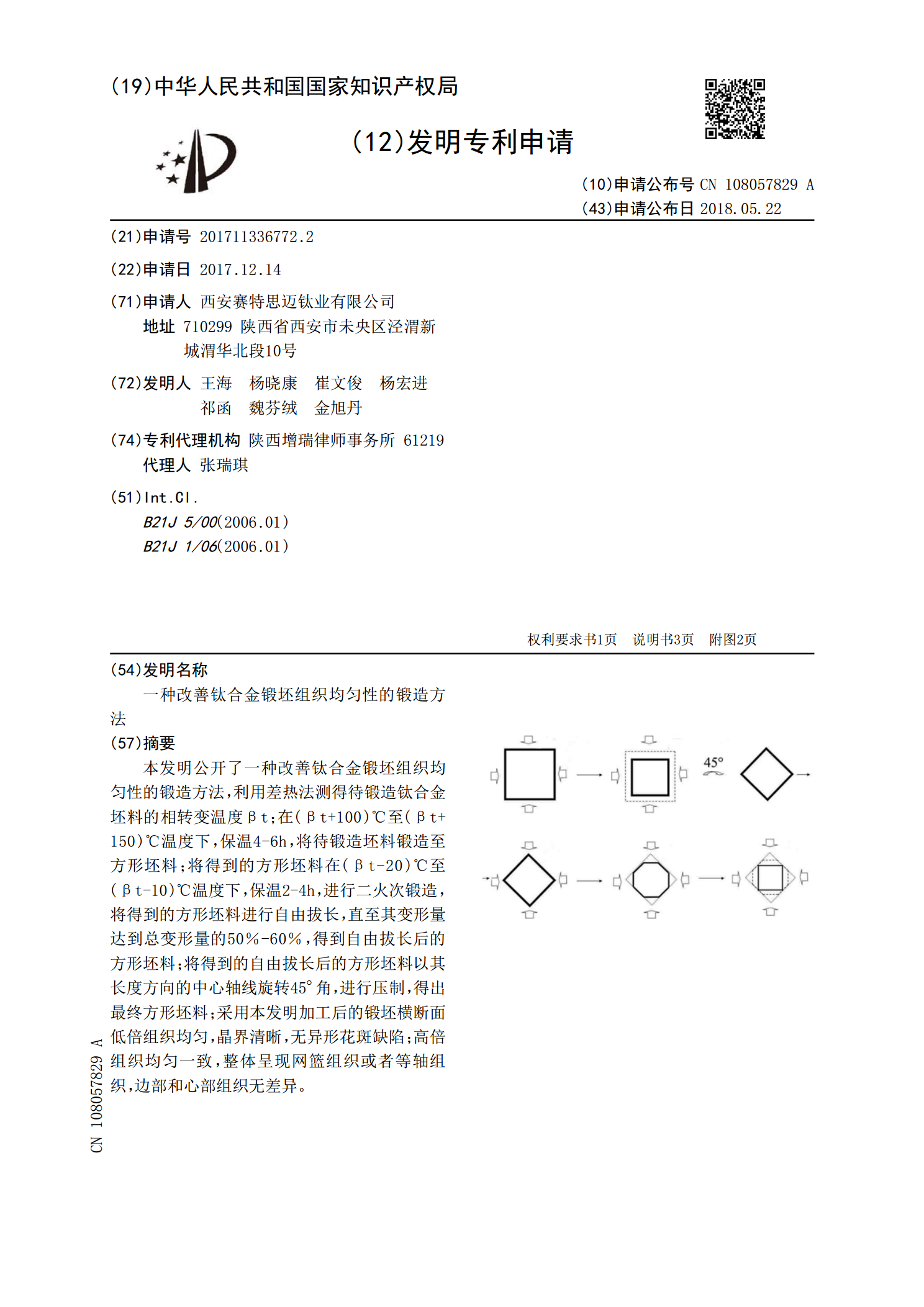
一种改善钛合金锻坯组织均匀性的锻造方法.pdf
本发明公开了一种改善钛合金锻坯组织均匀性的锻造方法,利用差热法测得待锻造钛合金坯料的相转变温度βt;在(βt+100)℃至(βt+150)℃温度下,保温4‑6h,将待锻造坯料锻造至方形坯料;将得到的方形坯料在(βt‑20)℃至(βt‑10)℃温度下,保温2‑4h,进行二火次锻造,将得到的方形坯料进行自由拔长,直至其变形量达到总变形量的50%‑60%,得到自由拔长后的方形坯料;将得到的自由拔长后的方形坯料以其长度方向的中心轴线旋转45°角,进行压制,得出最终方形坯料;采用本发明加工后的锻坯横断面低倍组织均匀
一种钛合金加工用锻造设备及其温度控制方法.pdf
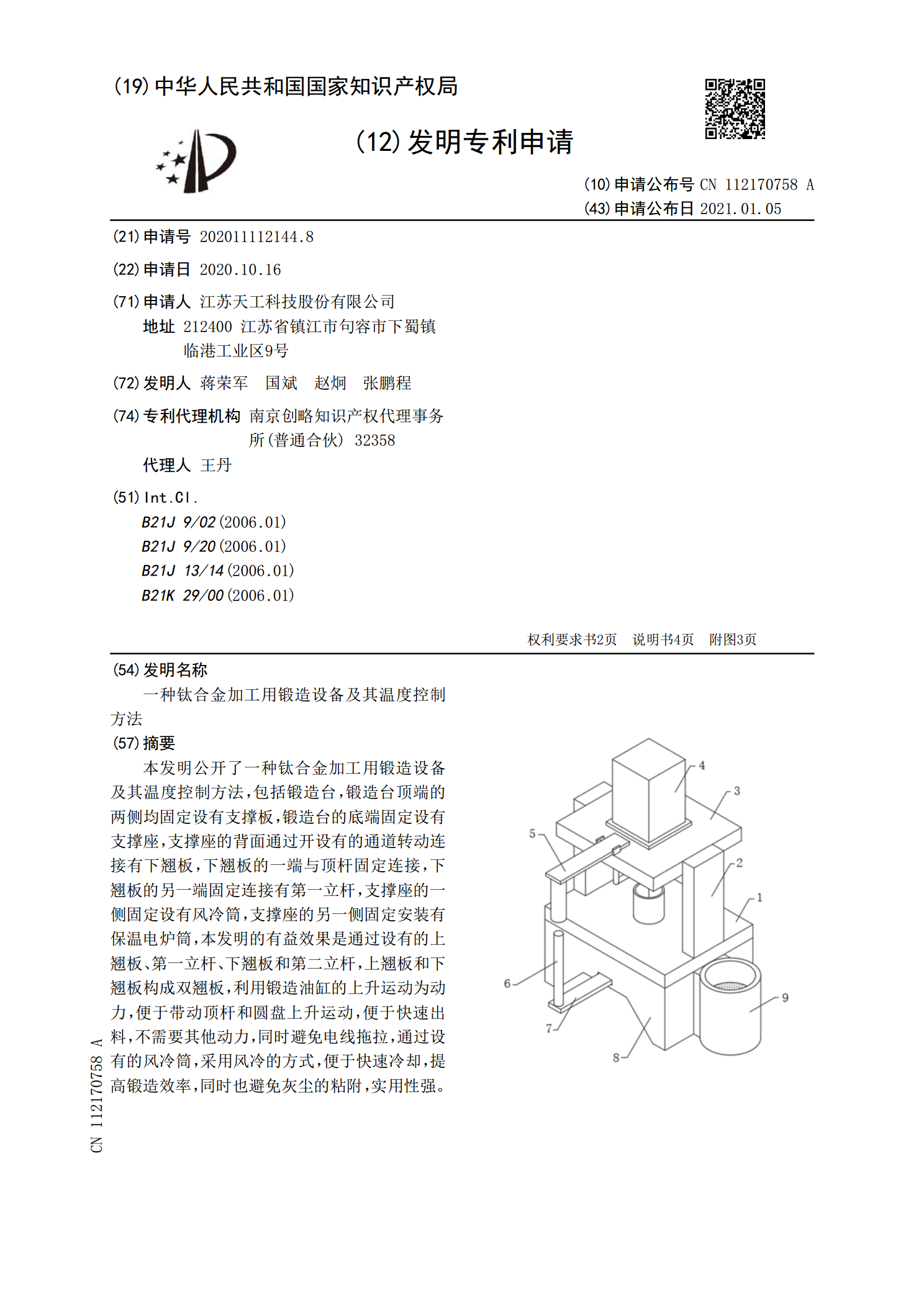
本发明公开了一种钛合金加工用锻造设备及其温度控制方法,包括锻造台,锻造台顶端的两侧均固定设有支撑板,锻造台的底端固定设有支撑座,支撑座的背面通过开设有的通道转动连接有下翘板,下翘板的一端与顶杆固定连接,下翘板的另一端固定连接有第一立杆,支撑座的一侧固定设有风冷筒,支撑座的另一侧固定安装有保温电炉筒,本发明的有益效果是通过设有的上翘板、第一立杆、下翘板和第二立杆,上翘板和下翘板构成双翘板,利用锻造油缸的上升运动为动力,便于带动顶杆和圆盘上升运动,便于快速出料,不需要其他动力,同时避免电线拖拉,通过设有的风冷