
一种汽车轮毂双色电泳涂装工艺.pdf

夏萍****文章

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车轮毂双色电泳涂装工艺.pdf
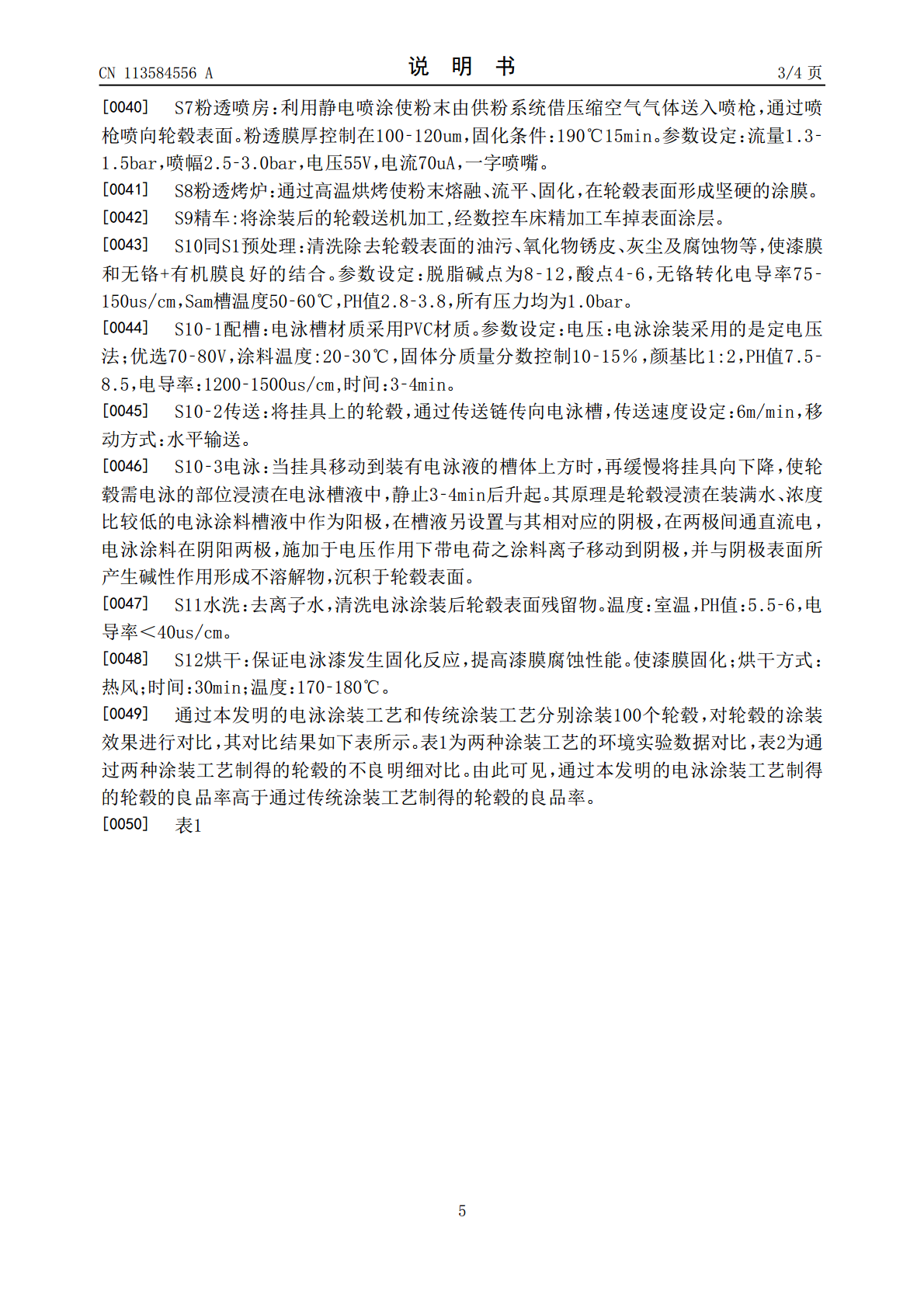
本发明公开了一种汽车轮毂双色电泳涂装工艺,包括以下步骤:预处理:清洗除去轮毂表面的杂质;预处理烤炉:烘干预处理后的轮毂表面残留的水渍;粉底喷房:在轮毂表面形成粉底膜;粉底烤炉:通过高温烘烤使粉末熔融、流平、固化;色漆喷房:将油漆涂料喷向轮毂表面;色漆烤炉:通过高温烘烤使色漆流平、固化;粉透喷房:在轮毂表面形成粉透膜;粉透烤炉:通过高温烘烤使粉末熔融、流平、固化;精车:经数控车床精加工车掉表面涂层;电泳涂装:将轮毂浸渍在电泳槽中进行电泳涂装;水洗:清洗电泳涂装后轮毂表面残留物;烘干:通过烘干使得电泳漆发生固

汽车电泳涂装技术及工艺详解.docx
汽车电泳涂装技术及工艺详解一、内容综述汽车电泳涂装技术是一种先进的表面处理技术,广泛应用于汽车制造业中。该技术通过电泳原理,在车身表面形成均匀、致密、耐腐蚀的涂层,不仅提高了汽车的外观质量,还增强了其防护性能。本文将全面介绍汽车电泳涂装技术及工艺的相关知识,包括技术原理、工艺流程、关键工艺参数、设备选择与维护等方面的内容,以帮助读者深入了解并掌握汽车电泳涂装技术及工艺的应用。汽车电泳涂装技术作为现代汽车制造业的重要组成部分,对于提升汽车产品质量和竞争力具有重要意义。随着汽车工业的不断发展和消费者需求的不断

一种轮毂涂装电泳挂具.pdf
本发明属于电泳涂装机械设备技术领域,特别涉及一种轮毂涂装电泳挂具,包括主杆和至少一对挂杆,所述主杆为圆钢立柱,所述挂杆从所述主杆开始倾斜向下固定于主杆,所述挂杆由直线形主体和远离所述主杆的设有折弯部的端部组成,所述端部的自由端为尖部,所述尖部的基部与所述挂杆的主体之间的最小间距小于或等于其与所述折弯部弯内底部之间的最小间距。本发明具有电泳时轮毂固定性好且电泳后补漆少的优点。
汽车门板电泳涂装工艺.pdf
本发明公开了汽车门板电泳涂装工艺,具体包括如下步骤:步骤1:门板的初步处理和设备检查,步骤2:汽车门板的前期处理工艺,步骤3:汽车门板的酸洗处理,步骤4:基本电泳处理工序,步骤5:二次电泳处理工序,步骤6:汽车门板的后续处理,本发明涉及汽车门板技术领域。该汽车门板电泳涂装工艺,汽车门板通过全面的前期处理工艺,使得后期电泳涂装时的液体漆能够全面牢固的与汽车门板全面结合,提高了电泳涂装整体的操作合格率,并且整体操作过程逻辑清晰,方便检测,汽车门板通过基本电泳处理和二次电泳处理,能够全面有效的对整片汽车门板进行
一种工件电泳涂装装置及电泳涂装工艺.pdf
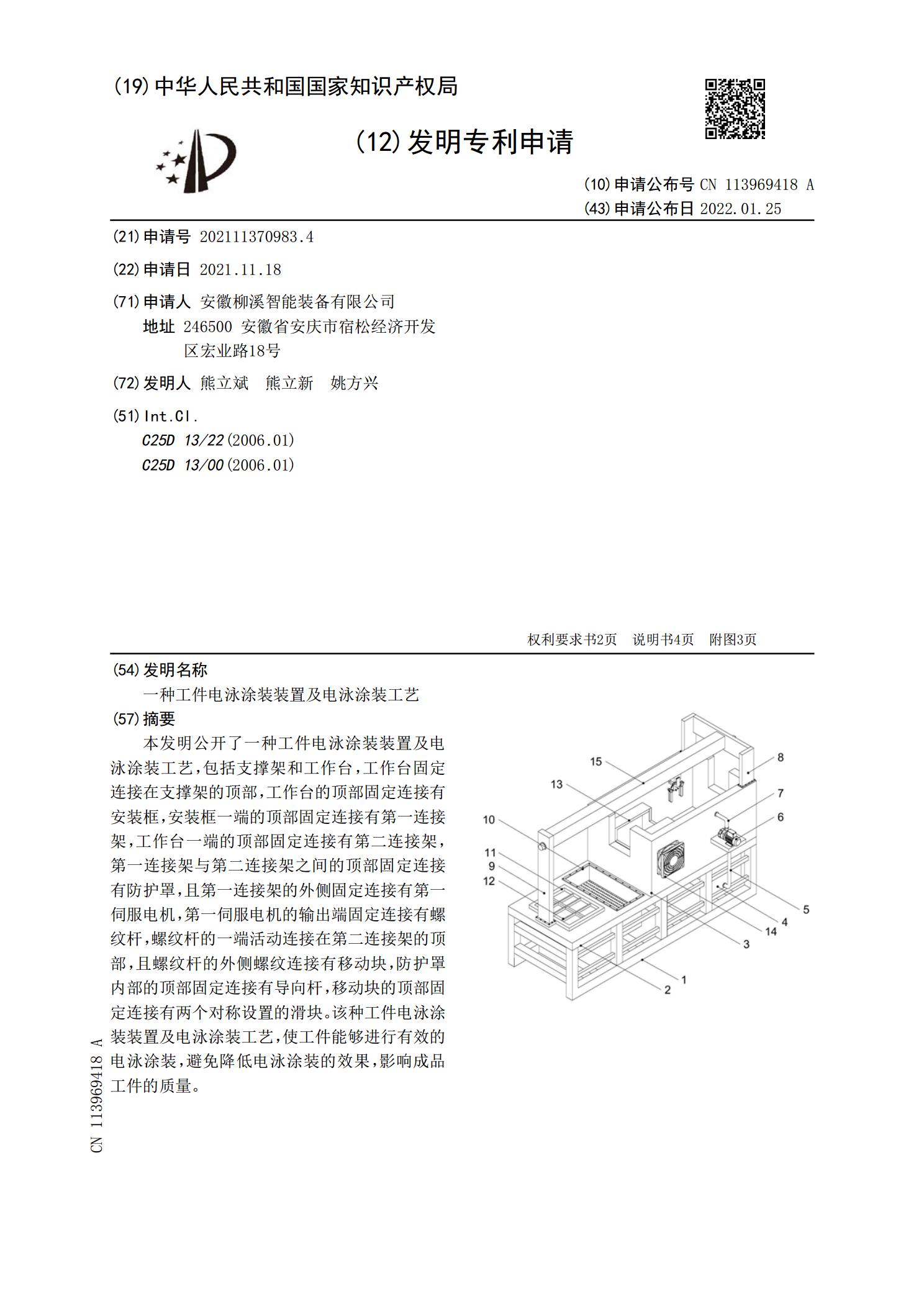
本发明公开了一种工件电泳涂装装置及电泳涂装工艺,包括支撑架和工作台,工作台固定连接在支撑架的顶部,工作台的顶部固定连接有安装框,安装框一端的顶部固定连接有第一连接架,工作台一端的顶部固定连接有第二连接架,第一连接架与第二连接架之间的顶部固定连接有防护罩,且第一连接架的外侧固定连接有第一伺服电机,第一伺服电机的输出端固定连接有螺纹杆,螺纹杆的一端活动连接在第二连接架的顶部,且螺纹杆的外侧螺纹连接有移动块,防护罩内部的顶部固定连接有导向杆,移动块的顶部固定连接有两个对称设置的滑块。该种工件电泳涂装装置及电泳涂