
一种切削刀具的制作工艺及刀具.pdf

爱欢****23


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种切削刀具的制作工艺及刀具.pdf
本发明公开了一种切削刀具的制作工艺及刀具,其中切削刀具的制造工艺包括以下步骤:将原料放入注射机内,通过加热使原料熔融,通过注射机将原料注射到模具的型腔内得到切削刀具的毛坯件;对切削刀具的烧结治具进行设计和制造,将毛坯件设置在烧结治具上;将毛坯件和烧结治具放到脱脂设备内,通入保护性气体和催化剂后加热,脱除毛坯件内的粘接剂;将脱脂后的毛坯件和烧结治具放入烧结炉中,通入保护性气体进行逐步加热,使毛坯件从疏松状态变成致密状态,得到致密化的切削刀具。通过设置烧结治具,能够保证切削刀具烧结成形的精度,使刀具的各个部位

一种刀具的刀杆和切削刀具.pdf
一种刀具的刀杆和切削刀具,包括杆体,所述杆体一端设有锁紧部,另一端设有末端部,其特征在于:所述锁紧部和所述末端部之间设有壳体;还包括有位于壳体内的蜂窝结构,所述蜂窝结构为多个六边形孔连接而成,相邻两个六边形孔之间设有支持壁,该支持壁连接于锁紧部和末端部之间且与所述杆体的中心线平行,相邻的三个所述六边形孔之间的支持壁相交形成有互连部。本发明在满足刀具加工所需刚性和强度要求下,大大减轻模块化刀具的重量,降低机床功率损耗,有利于刀具加工过程刀具动平衡控制,提高刀具加工寿命和加工质量。
一种切削刀具.pdf
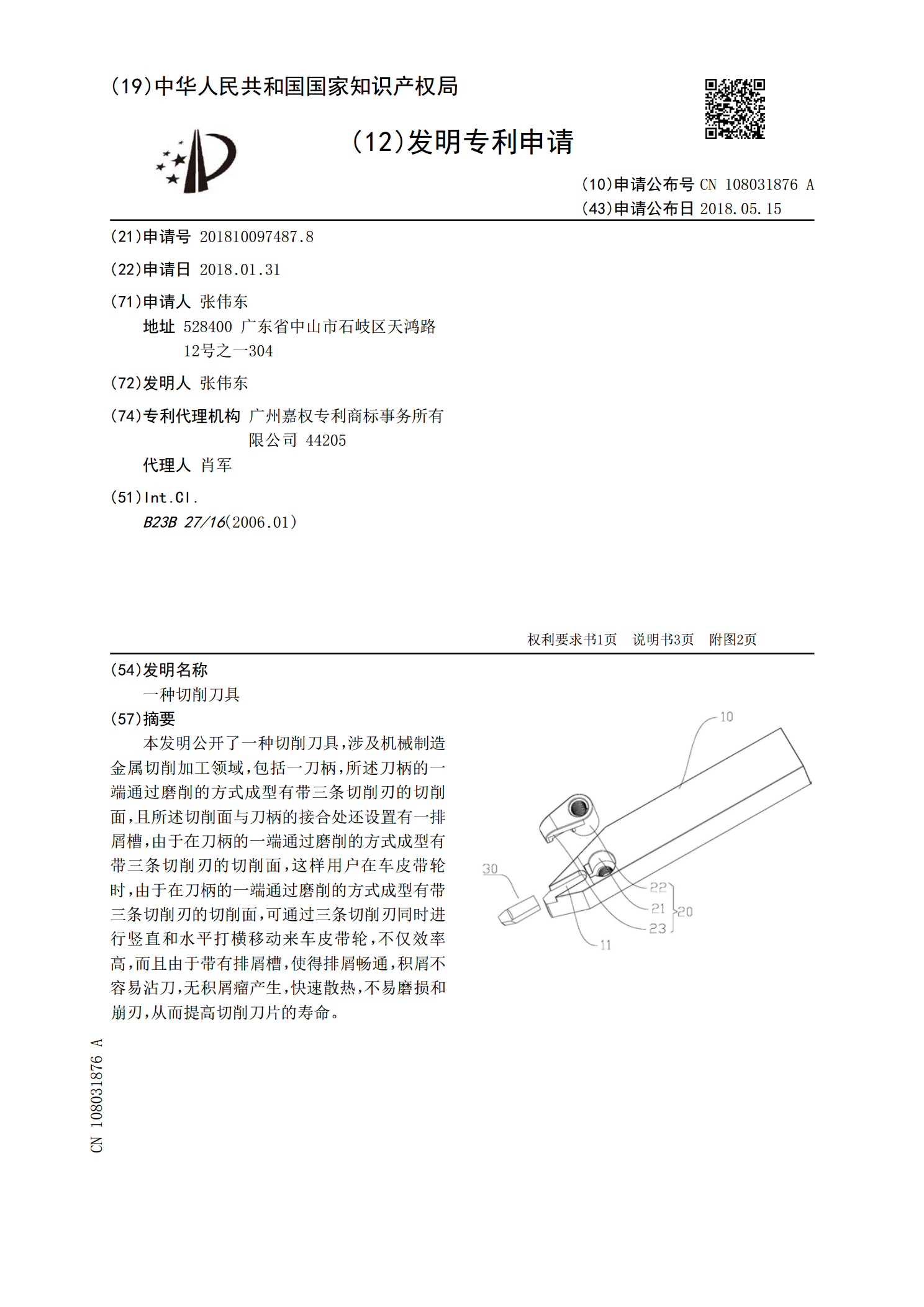
本发明公开了一种切削刀具,涉及机械制造金属切削加工领域,包括一刀柄,所述刀柄的一端通过磨削的方式成型有带三条切削刃的切削面,且所述切削面与刀柄的接合处还设置有一排屑槽,由于在刀柄的一端通过磨削的方式成型有带三条切削刃的切削面,这样用户在车皮带轮时,由于在刀柄的一端通过磨削的方式成型有带三条切削刃的切削面,可通过三条切削刃同时进行竖直和水平打横移动来车皮带轮,不仅效率高,而且由于带有排屑槽,使得排屑畅通,积屑不容易沾刀,无积屑瘤产生,快速散热,不易磨损和崩刃,从而提高切削刀片的寿命。
一种切削刀片及切削刀具.pdf
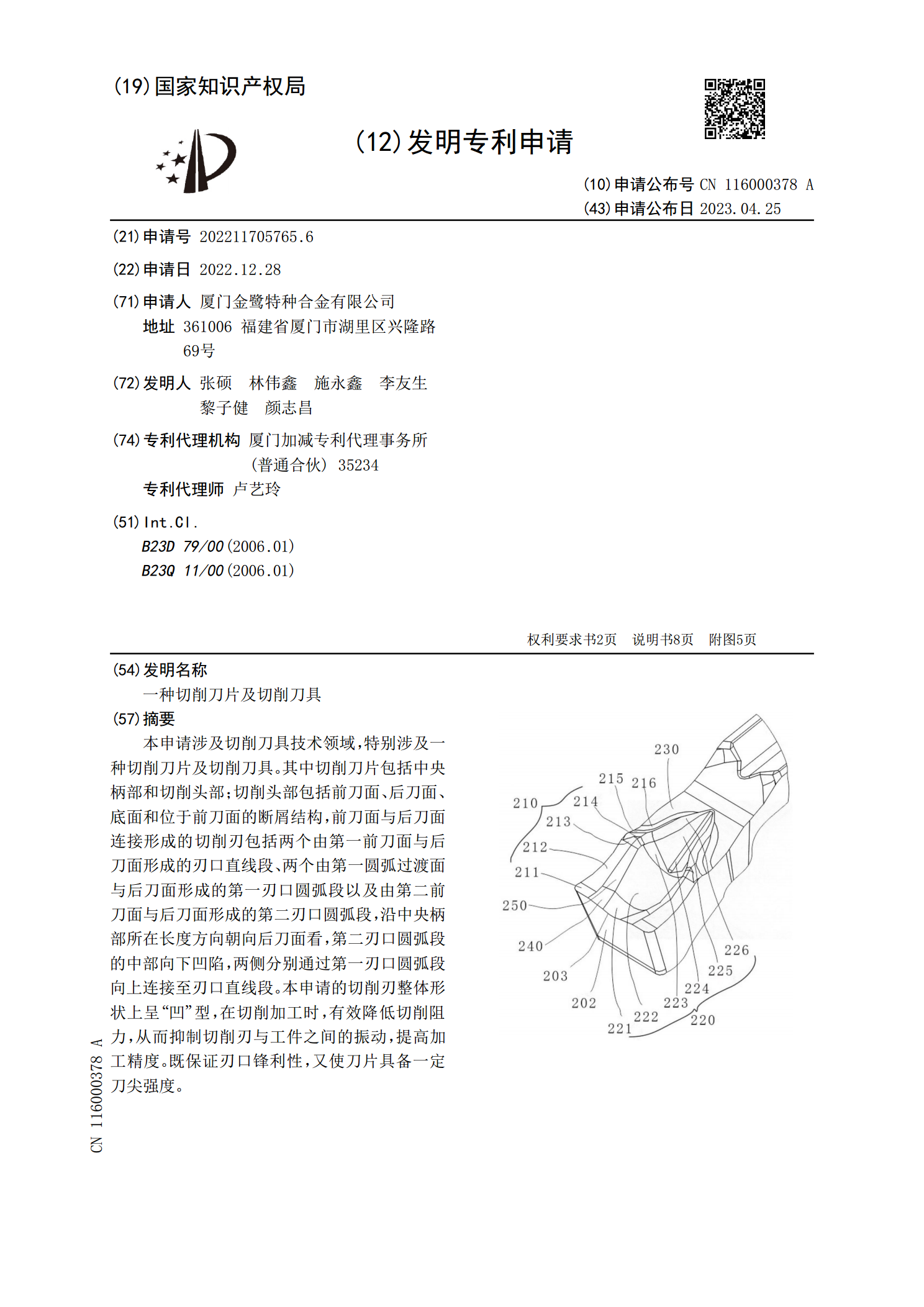
本申请涉及切削刀具技术领域,特别涉及一种切削刀片及切削刀具。其中切削刀片包括中央柄部和切削头部;切削头部包括前刀面、后刀面、底面和位于前刀面的断屑结构,前刀面与后刀面连接形成的切削刃包括两个由第一前刀面与后刀面形成的刃口直线段、两个由第一圆弧过渡面与后刀面形成的第一刃口圆弧段以及由第二前刀面与后刀面形成的第二刃口圆弧段,沿中央柄部所在长度方向朝向后刀面看,第二刃口圆弧段的中部向下凹陷,两侧分别通过第一刃口圆弧段向上连接至刃口直线段。本申请的切削刃整体形状上呈“凹”型,在切削加工时,有效降低切削阻力,从而抑

刀具材料及切削工艺111.ppt
切削工艺、刀具材料及刀具刃磨机加工张博众第一章切削加工的基本知识本章的主要内容:一、切削运动及切削要素(零件典型表面、切削用量、切削层几个参数)二、刀具及刀具材料(刀具材料、刀具标注角度、工作角度、刀具磨损、刀具耐用度等)三、金属切削过程中的各种物理现象(切屑形成、积屑瘤、切削力、切削功率,切削热、切削温度)四、围绕切削加工的主要经济指标(产品质量、生产率、经济性),合理选择切削用量、切削液。五、材料切削加工性的概念和衡量指标,及改善的主要途径。第一节切削运动和切削要素一、零件的加工表面及切削运动任何一种