
一种铝基复合材料及其制备方法.pdf

一吃****瀚文


1/10
2/10

3/10

4/10

5/10

6/10
7/10
8/10

9/10

10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种铝基复合材料及其制备方法.pdf
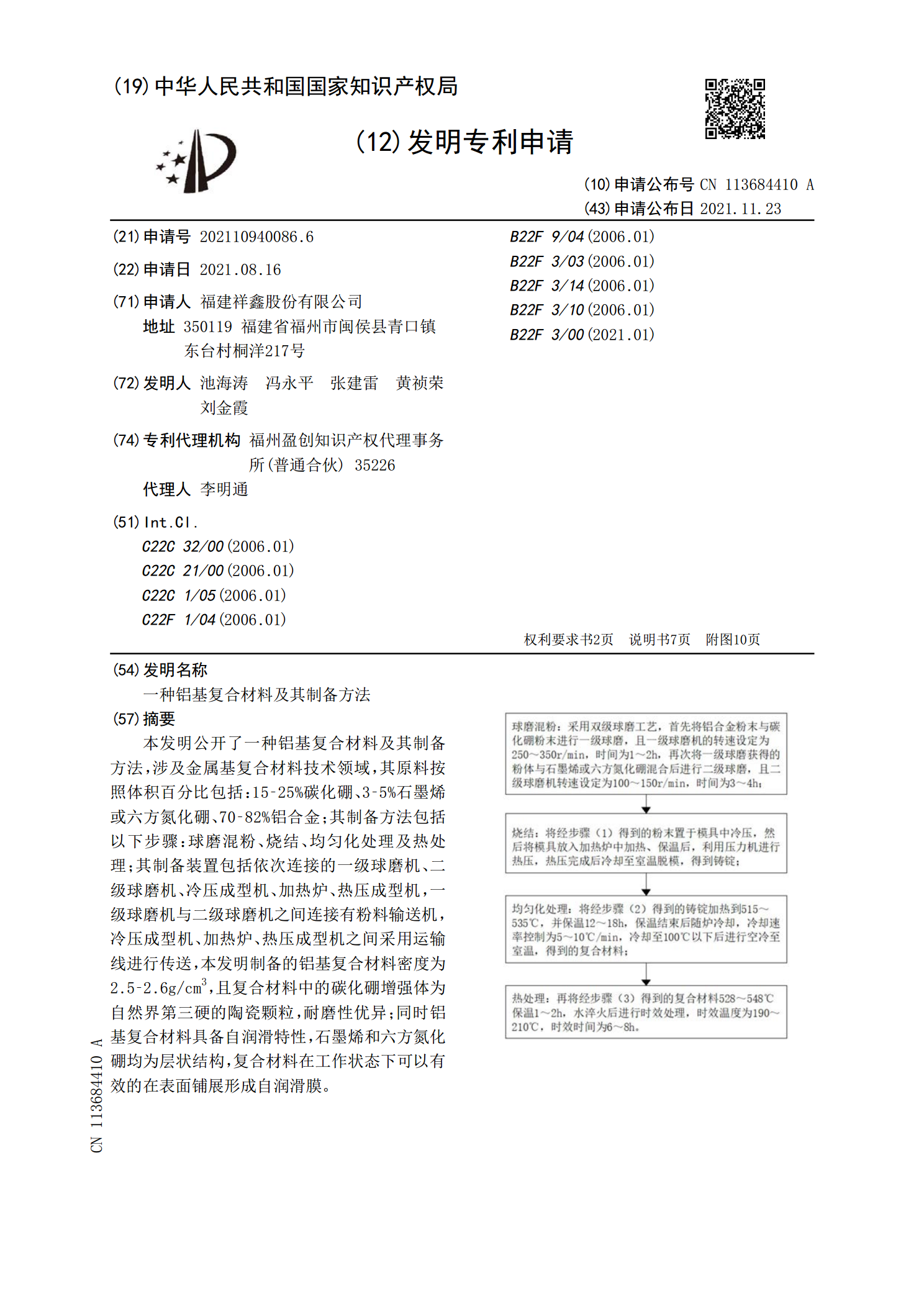
本发明公开了一种铝基复合材料及其制备方法,涉及金属基复合材料技术领域,其原料按照体积百分比包括:15‑25%碳化硼、3‑5%石墨烯或六方氮化硼、70‑82%铝合金;其制备方法包括以下步骤:球磨混粉、烧结、均匀化处理及热处理;其制备装置包括依次连接的一级球磨机、二级球磨机、冷压成型机、加热炉、热压成型机,一级球磨机与二级球磨机之间连接有粉料输送机,冷压成型机、加热炉、热压成型机之间采用运输线进行传送,本发明制备的铝基复合材料密度为2.5‑2.6g/cm

铝基复合材料的制备方法及其应用.pdf
铝基复合材料的制备方法及其应用,本发明所述铝基复合材料是一种高性价比,组织结构稳定,综合性能高,复合材料相容性高,使用领域广泛的高强度复合材料,并将该材料应用于家具制造领域,尤其是应用于高负荷滑动轮的制备上。以铝,镁,铜为原理配比合金粉末,以硼化钛为强化颗粒,混合强化压力铸造,然后加热成型,再经过半固体铸造,热处理等工艺获得高强度铝基复合材料。
铝基复合材料及其制备方法.pdf
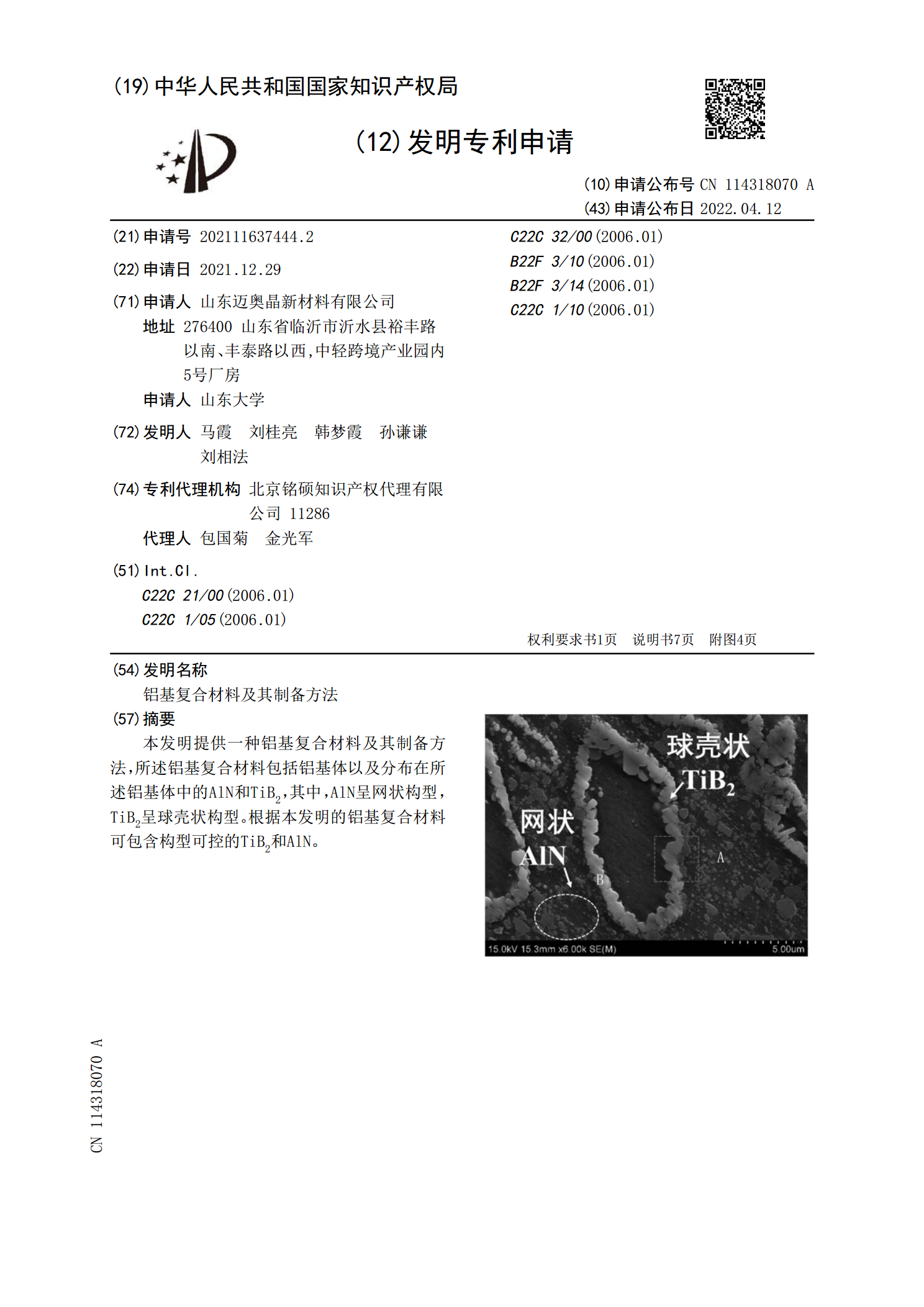
本发明提供一种铝基复合材料及其制备方法,所述铝基复合材料包括铝基体以及分布在所述铝基体中的AlN和TiB<base:Sub>2</base:Sub>,其中,AlN呈网状构型,TiB<base:Sub>2</base:Sub>呈球壳状构型。根据本发明的铝基复合材料可包含构型可控的TiB<base:Sub>2</base:Sub>和AlN。
铝基复合材料及其制备方法.pdf
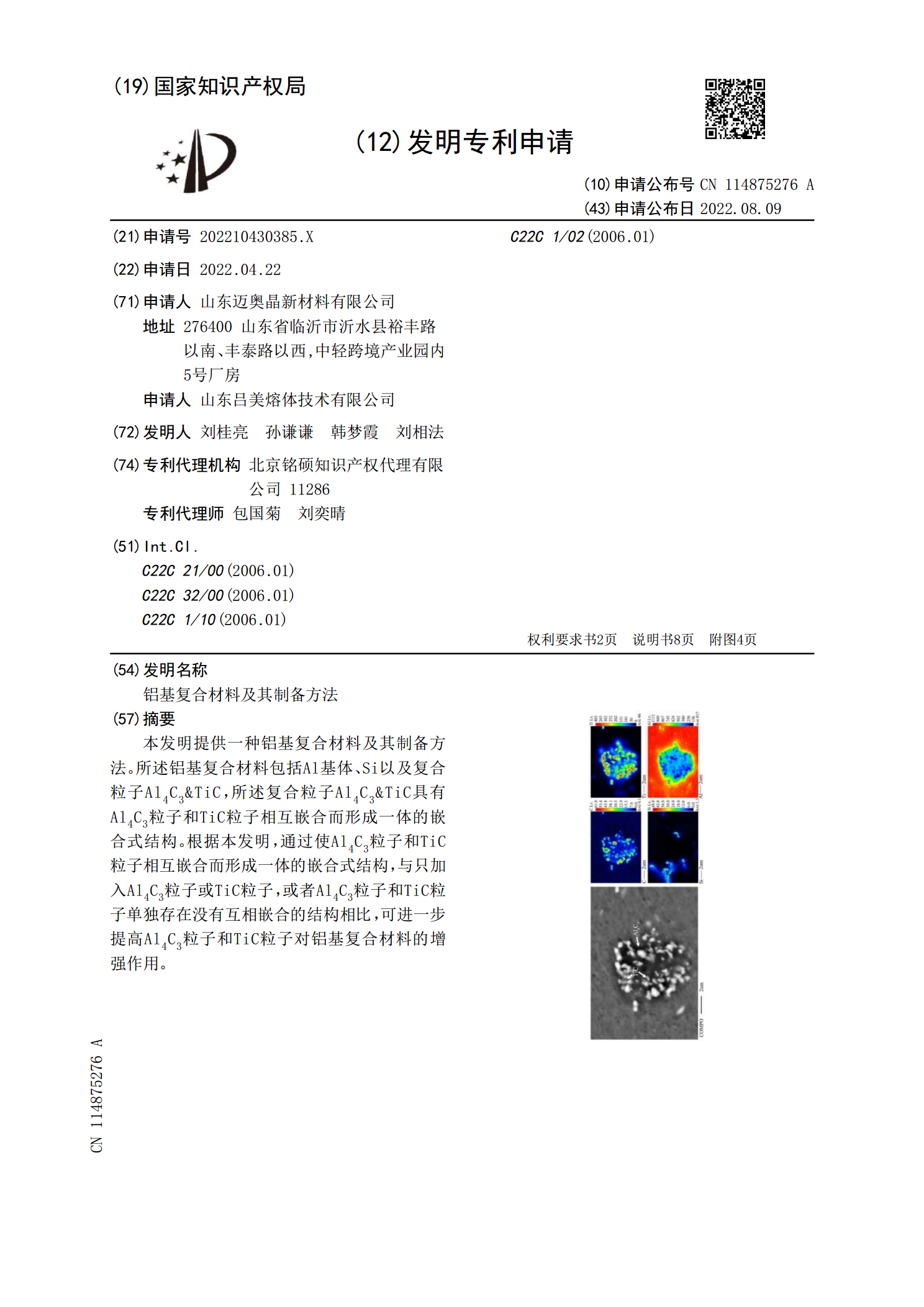
本发明提供一种铝基复合材料及其制备方法。所述铝基复合材料包括Al基体、Si以及复合粒子Al<base:Sub>4</base:Sub>C<base:Sub>3</base:Sub>&TiC,所述复合粒子Al<base:Sub>4</base:Sub>C<base:Sub>3</base:Sub>&TiC具有Al<base:Sub>4</base:Sub>C<base:Sub>3</base:Sub>粒子和TiC粒子相互嵌合而形成一体的嵌合式结构。根据本发明,通过使Al<base:Sub>4
一种原位铝基复合材料及其制备方法.pdf
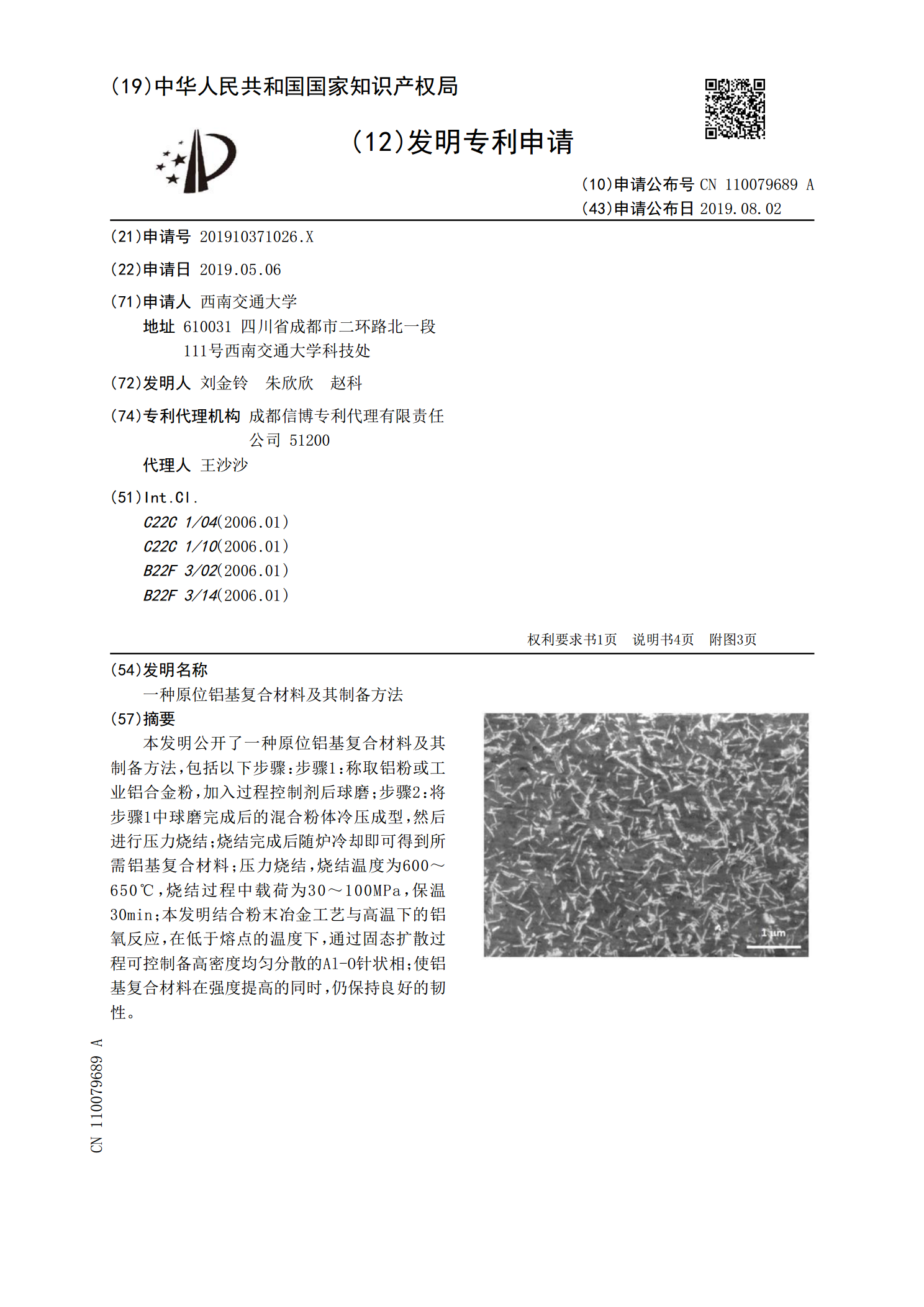
本发明公开了一种原位铝基复合材料及其制备方法,包括以下步骤:步骤1:称取铝粉或工业铝合金粉,加入过程控制剂后球磨;步骤2:将步骤1中球磨完成后的混合粉体冷压成型,然后进行压力烧结;烧结完成后随炉冷却即可得到所需铝基复合材料;压力烧结,烧结温度为600~650℃,烧结过程中载荷为30~100MPa,保温30min;本发明结合粉末冶金工艺与高温下的铝氧反应,在低于熔点的温度下,通过固态扩散过程可控制备高密度均匀分散的Al‑O针状相;使铝基复合材料在强度提高的同时,仍保持良好的韧性。