
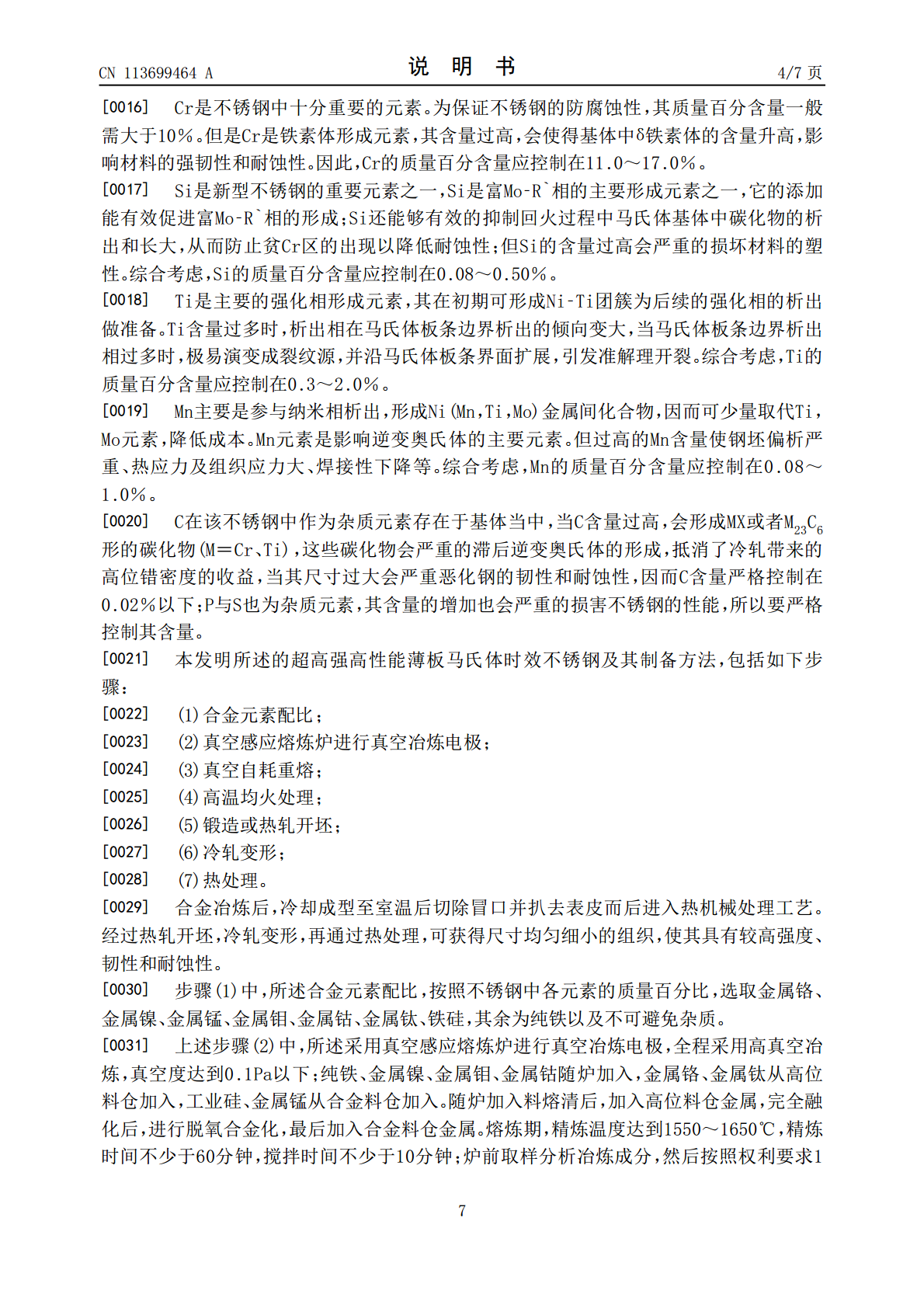
一种超高强高性能薄板马氏体时效不锈钢及其制备方法.pdf

一吃****新冬


1/10
2/10
3/10

4/10
5/10
6/10
7/10

8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种超高强高性能薄板马氏体时效不锈钢及其制备方法.pdf
本发明公开一种超高强高性能薄板马氏体时效不锈钢及其制备方法,组成如下:按质量百分比计,Co=2.0~5.0%,Ni=6.0~9.0%,Cr=11.0~17.0%,Ti=0.5~1.8%,Mo=3.0~7.0%,Mn=0.08~1.0%,Si=0.08~0.5%,C≤0.02%,P≤0.003%,S≤0.003%,余量为Fe。包括下述步骤:(1)合金元素配比(2)真空感应熔炼炉进行真空冶炼电极;(3)真空自耗重熔;(4)高温均火处理;(5)锻造或热轧开坯;(6)冷轧变形;(7)热处理。本发明的不锈钢的延伸率
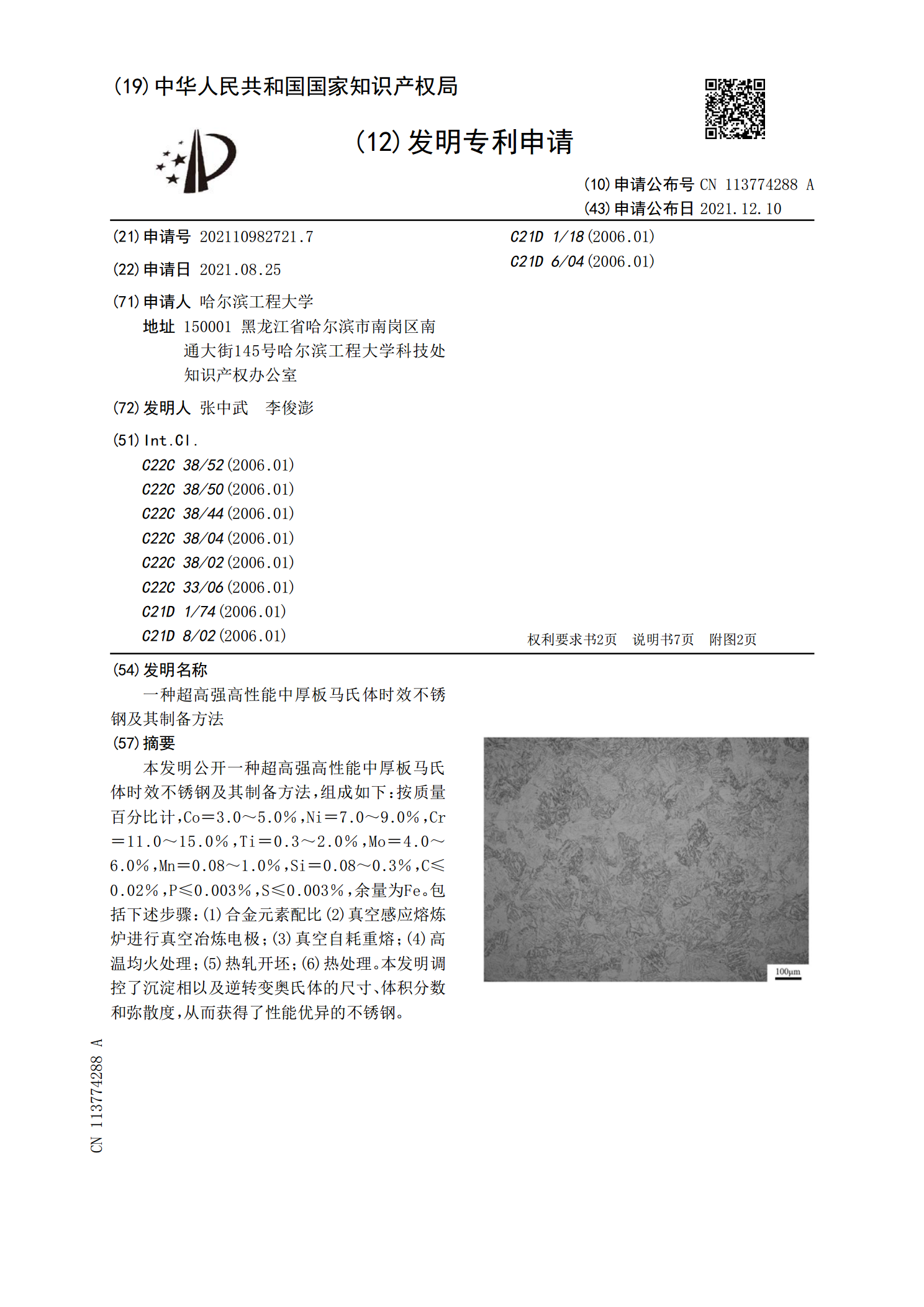
一种超高强高性能中厚板马氏体时效不锈钢及其制备方法.pdf
本发明公开一种超高强高性能中厚板马氏体时效不锈钢及其制备方法,组成如下:按质量百分比计,Co=3.0~5.0%,Ni=7.0~9.0%,Cr=11.0~15.0%,Ti=0.3~2.0%,Mo=4.0~6.0%,Mn=0.08~1.0%,Si=0.08~0.3%,C≤0.02%,P≤0.003%,S≤0.003%,余量为Fe。包括下述步骤:(1)合金元素配比(2)真空感应熔炼炉进行真空冶炼电极;(3)真空自耗重熔;(4)高温均火处理;(5)热轧开坯;(6)热处理。本发明调控了沉淀相以及逆转变奥氏体的尺寸、
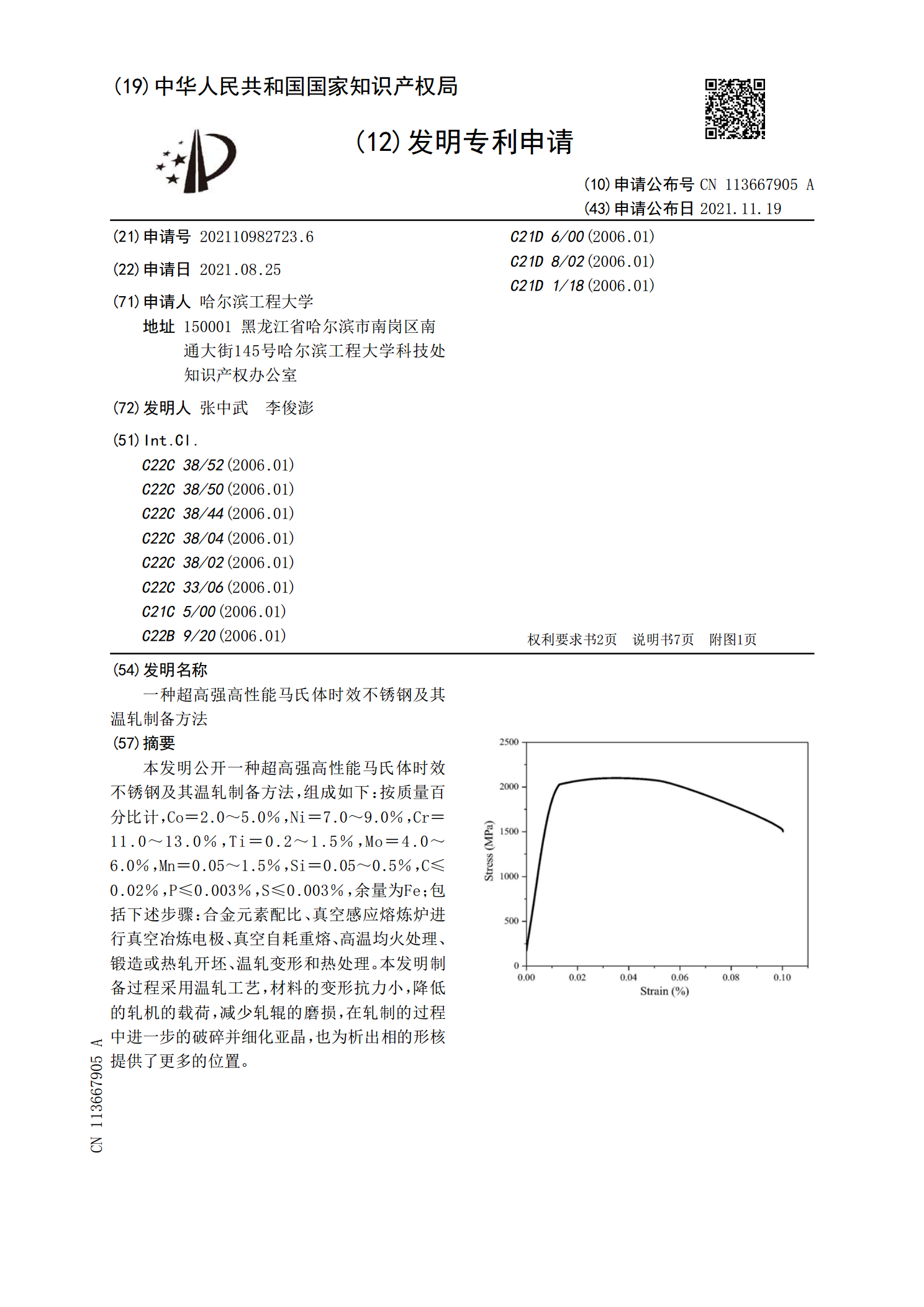
一种超高强高性能马氏体时效不锈钢及其温轧制备方法.pdf
本发明公开一种超高强高性能马氏体时效不锈钢及其温轧制备方法,组成如下:按质量百分比计,Co=2.0~5.0%,Ni=7.0~9.0%,Cr=11.0~13.0%,Ti=0.2~1.5%,Mo=4.0~6.0%,Mn=0.05~1.5%,Si=0.05~0.5%,C≤0.02%,P≤0.003%,S≤0.003%,余量为Fe;包括下述步骤:合金元素配比、真空感应熔炼炉进行真空冶炼电极、真空自耗重熔、高温均火处理、锻造或热轧开坯、温轧变形和热处理。本发明制备过程采用温轧工艺,材料的变形抗力小,降低的轧机的载荷
一种超低碳高性能马氏体时效不锈钢及其制备方法.pdf
本发明公开一种超低碳高性能马氏体时效不锈钢及其制备方法,该不锈钢的组成如下:按质量百分比计,Co=2.0~4.0%,Ni=7.0~9.0%,Cr=11.0~15.0%,Ti=0.3~2.0%,Mo=3.0~6.0%,Mn=0.08~1.0%,Si=0.08~0.3%,C≤0.01%,P≤0.003%,S≤0.003%,余量为Fe。包括下述步骤:(1)合金元素配比(2)真空感应熔炼炉进行真空冶炼电极;(3)真空自耗重熔;(4)高温均火处理;(5)锻造或热轧开坯;(6)热处理。本发明的不锈钢的延伸率达15.8
一种多相强化超高强马氏体时效不锈钢及其制备方法.pdf
本发明公开一种多相强化超高强马氏体时效不锈钢及其制备方法,组成如下:按质量百分比计,Co=1.0~5.0%,Ni=6.0~10.0%,Cr=11.0~17.0%,Ti=0.3~2.0%,Mo=3.0~7.0%,Mn=0.08~1.0%,Si=0.08~0.5%,C≤0.02%,P≤0.003%,S≤0.003%,余量为Fe。包括下述步骤:(1)合金元素配比(2)真空感应熔炼炉进行真空冶炼电极;(3)真空自耗重熔;(4)高温均火处理;(5)锻造或热轧开坯;(6)冷轧变形;(7)热处理。本发明使得沉淀相以及逆