
一种超高碳超细钢丝水浴热处理工艺.pdf

爱欢****23


1/6
2/6
3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种超高碳超细钢丝水浴热处理工艺.pdf
本发明涉及到一种超高碳超细钢丝水浴热处理工艺,包括如下具体步骤:a、直径0.3‑0.6mm、含碳量0.9~1.1%的钢丝经清洗后以50~70m/min的线速度进入奥氏体化炉,炉内温度控制在850~930℃,加热时间为15‑25s,出炉温度控制在800~900℃;b、钢丝出炉后立即进入86~95℃的水浴槽水冷,冷却时长小于0.5s,钢丝出水温度控制在500~600℃;c、钢丝出水后立即进入控温装置进行保温,控温装置内部温度控制在400~550℃,钢丝在控温装置内的运行距离为3~15m;d、钢丝出控温装置后空

钢丝水浴热处理工艺试验.docx
钢丝水浴热处理工艺试验钢丝水浴热处理工艺试验摘要:随着工业发展,钢丝在许多领域得到广泛应用。然而,钢丝的性能往往需要经过热处理来优化。本文通过钢丝的水浴热处理工艺试验,探索了水浴处理对钢丝性能的影响,并得出了一些有价值的结论。关键词:钢丝;水浴热处理;性能;影响;结论引言钢丝是一种重要的材料,具有良好的机械性能和耐腐蚀性能,在航空、汽车、建筑和电气等领域得到广泛应用。然而,由于制造过程中的冷加工等原因,钢丝的结构和性能会发生变化,因此需要进行热处理来改善其性能。水浴热处理是一种常用的方法,可以通过控制热处
一种钢丝的水浴热处理方法.pdf
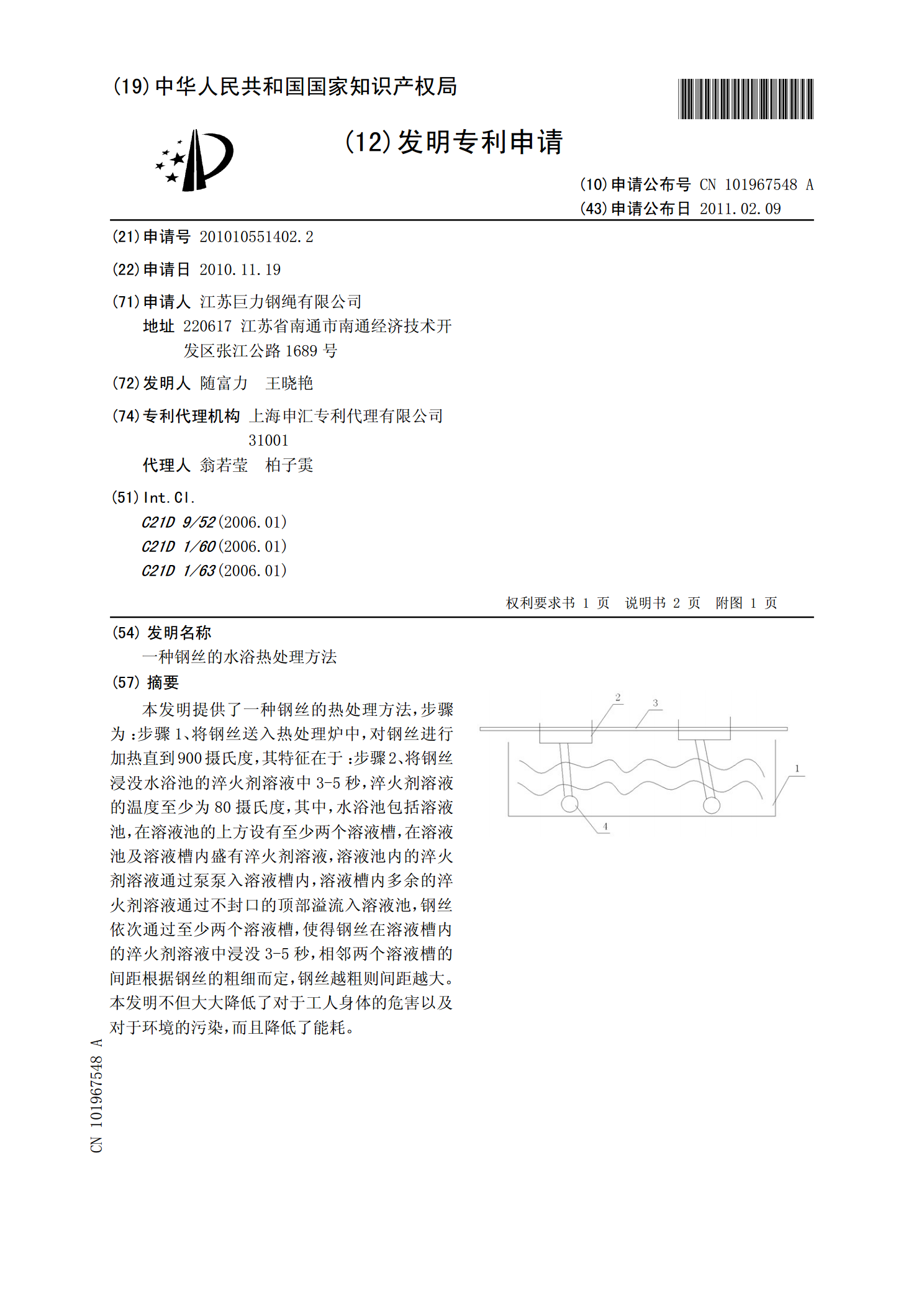
本发明提供了一种钢丝的热处理方法,步骤为:步骤1、将钢丝送入热处理炉中,对钢丝进行加热直到900摄氏度,其特征在于:步骤2、将钢丝浸没水浴池的淬火剂溶液中3-5秒,淬火剂溶液的温度至少为80摄氏度,其中,水浴池包括溶液池,在溶液池的上方设有至少两个溶液槽,在溶液池及溶液槽内盛有淬火剂溶液,溶液池内的淬火剂溶液通过泵泵入溶液槽内,溶液槽内多余的淬火剂溶液通过不封口的顶部溢流入溶液池,钢丝依次通过至少两个溶液槽,使得钢丝在溶液槽内的淬火剂溶液中浸没3-5秒,相邻两个溶液槽的间距根据钢丝的粗细而定,钢丝越粗则间

一种钢丝的水浴淬火热处理方法.pdf
本发明旨在提供一种钢丝的水浴淬火热处理方法,包括如下步骤:a)高温加热处理:对钢丝进行平炉加热,加热温度为930‑980℃,加热时间为3‑4min;b)水浴淬火:将钢丝浸没水浴池的淬火剂溶液中3‑5秒,淬火剂溶液的温度为80‑100℃;c)酸洗及冲洗处理:酸洗时间为2‑3min,水冲洗时间为5‑6min;d)锌系磷化处理:锌系磷化液的总酸度为80‑115点,游离酸度为12‑20点;e)冲洗及皂化处理:水冲洗时间为5‑6min,皂化温度为70‑80℃;f)干燥处理:烘干温度为220‑235℃,烘干时间为0.
一种钢丝感应加热水浴淬火热处理工艺.pdf
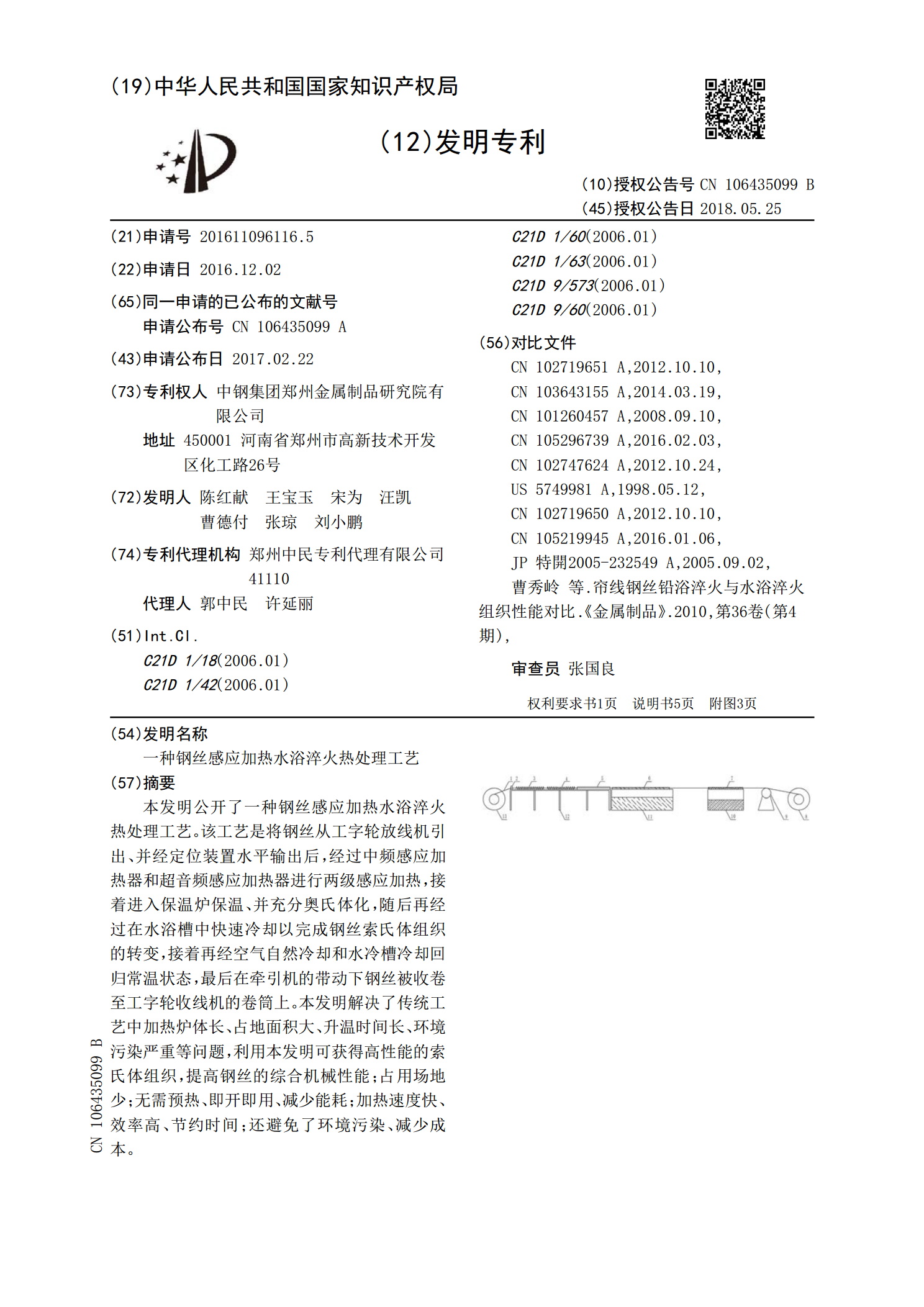
本发明公开了一种钢丝感应加热水浴淬火热处理工艺。该工艺是将钢丝从工字轮放线机引出、并经定位装置水平输出后,经过中频感应加热器和超音频感应加热器进行两级感应加热,接着进入保温炉保温、并充分奥氏体化,随后再经过在水浴槽中快速冷却以完成钢丝索氏体组织的转变,接着再经空气自然冷却和水冷槽冷却回归常温状态,最后在牵引机的带动下钢丝被收卷至工字轮收线机的卷筒上。本发明解决了传统工艺中加热炉体长、占地面积大、升温时间长、环境污染严重等问题,利用本发明可获得高性能的索氏体组织,提高钢丝的综合机械性能;占用场地少;无需预热