
定向凝固装置及定向凝固方法.pdf

一吃****春晓

1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
定向凝固装置及定向凝固方法.pdf
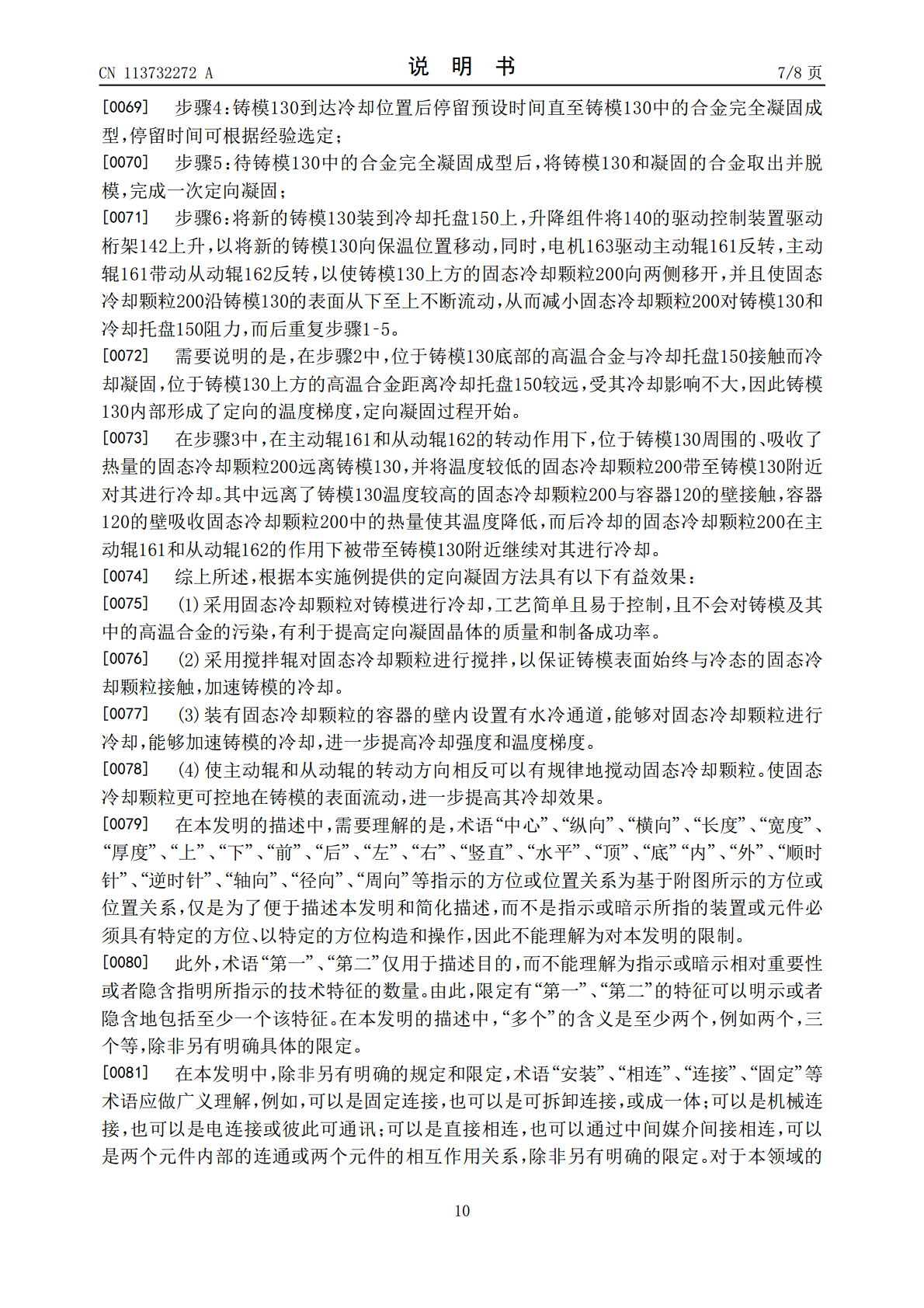
本发明提供了一种定向凝固装置和定向凝固方法。定向凝固装置,包括保温炉、容器、铸模、升降组件和搅拌组件。保温炉具有保温腔,容器位于保温炉的下方,容器中装有固态冷却颗粒,铸模能够在保温位置和冷却位置之间往复移动,在保温位置,铸模容置于保温腔中,在冷却位置,铸模浸没在固态冷却颗粒中。升降组件承载铸模以驱动铸模在保温位置和冷却位置之间往复移动。搅拌组件包括搅拌辊,搅拌辊位于容器内并能够通过旋转搅动固态冷却颗粒。采用高导热的固态冷却颗粒作为冷却介质,有利于获得性能优良的定向凝固晶体。搅拌组件对固态冷却颗粒的搅动能够
定向凝固装置及方法.pdf
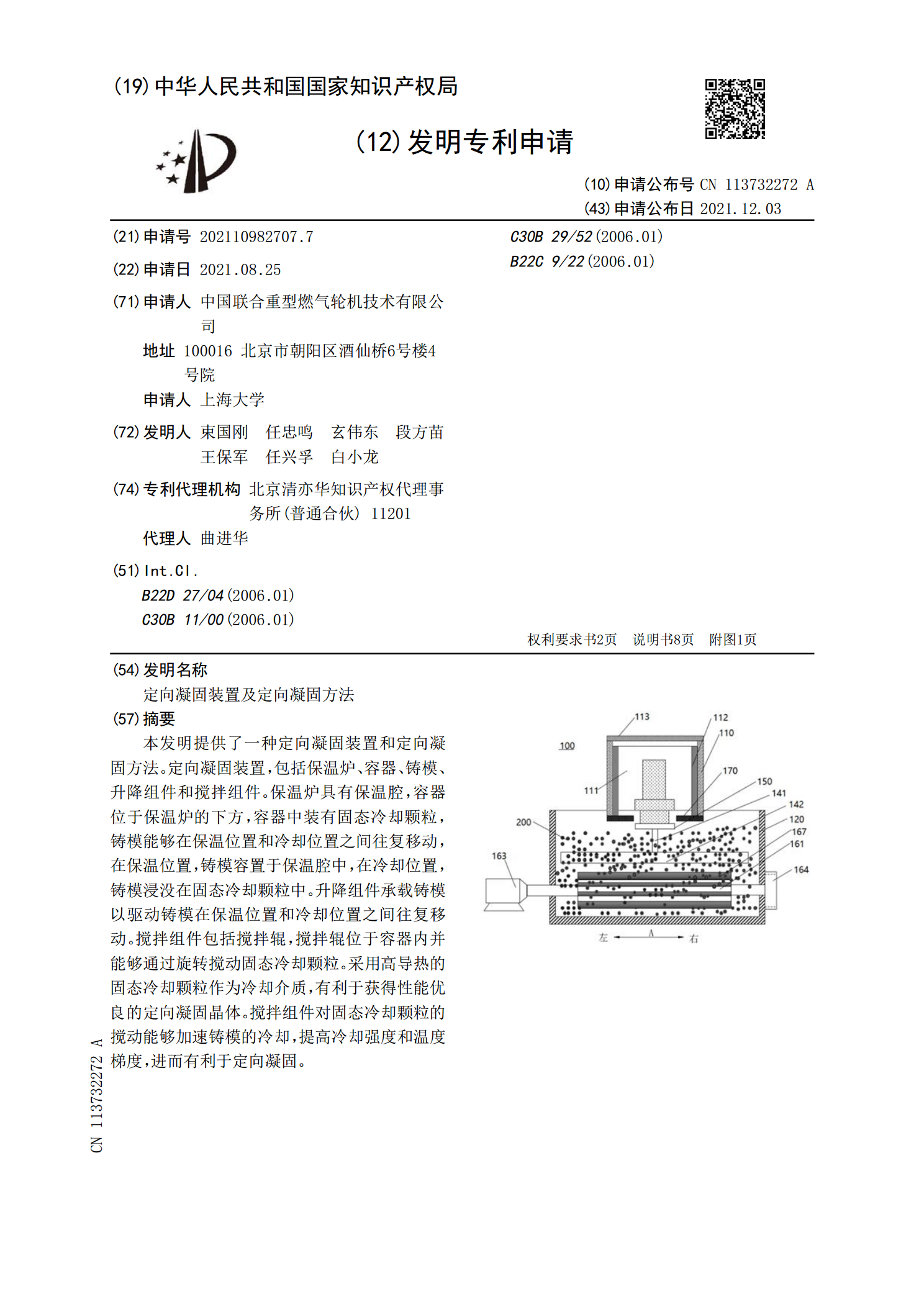
本发明提供了一种定向凝固装置及方法,定向凝固装置包括保温炉、铸模、升降组件和料仓。铸模能够在保温位置和冷却位置之间往复移动,在冷却位置,铸模与冷却筒的内壁面之间具有间隔。料仓用于容置冷却颗粒,料仓底部具有与间隔相对的出口,在铸模从所述保温位置向冷却位置移动的过程中,冷却颗粒能够通过出口进入间隔中并逐渐包裹所述铸模,形成了单一方向上的稳定的温度梯度,从而有利于获得性能优良的定向凝固晶体。冷却颗粒还可以隔绝保温炉中的热量对铸模中已凝固的晶体部分辐射加热,从而可以进一步提高温度梯度。
一种铂铱合金棒定向凝固装置、定向凝固方法及成型方法.pdf
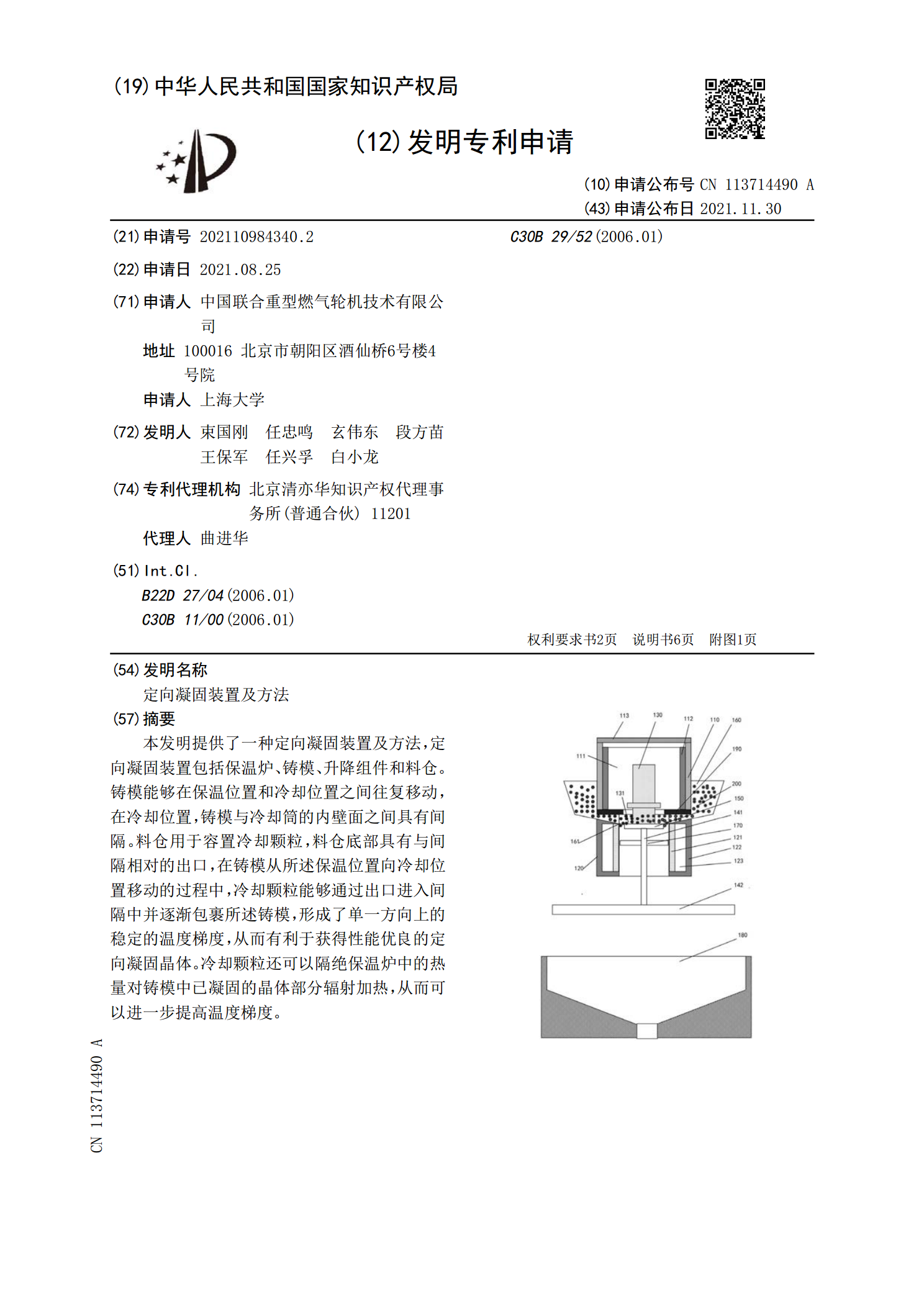
本发明涉及一种铂铱合金棒定向凝固装置、定向凝固方法及成型方法,装置包括定向凝固炉、熔炼设备、冷却池、定向凝固杆及移动设备;定向凝固炉为可开闭密封腔室,容置熔炼设备;熔炼设备包括底部开孔的坩埚、围绕坩埚的发热体、围绕发热体的保护套、围绕保护套的感应线圈;冷却池设于熔炼设备下方,定向凝固杆穿设冷却池;冷却池底部设封闭机构,在定向凝固杆穿入和离开冷却池时防止冷却剂外泄;定向凝固杆上端能够打开/关闭坩埚的底部开孔,下端连接驱动其上下移动的移动设备。本发明的装置及方法采用液体金属进行高温度梯度的定向凝固,配合装置整
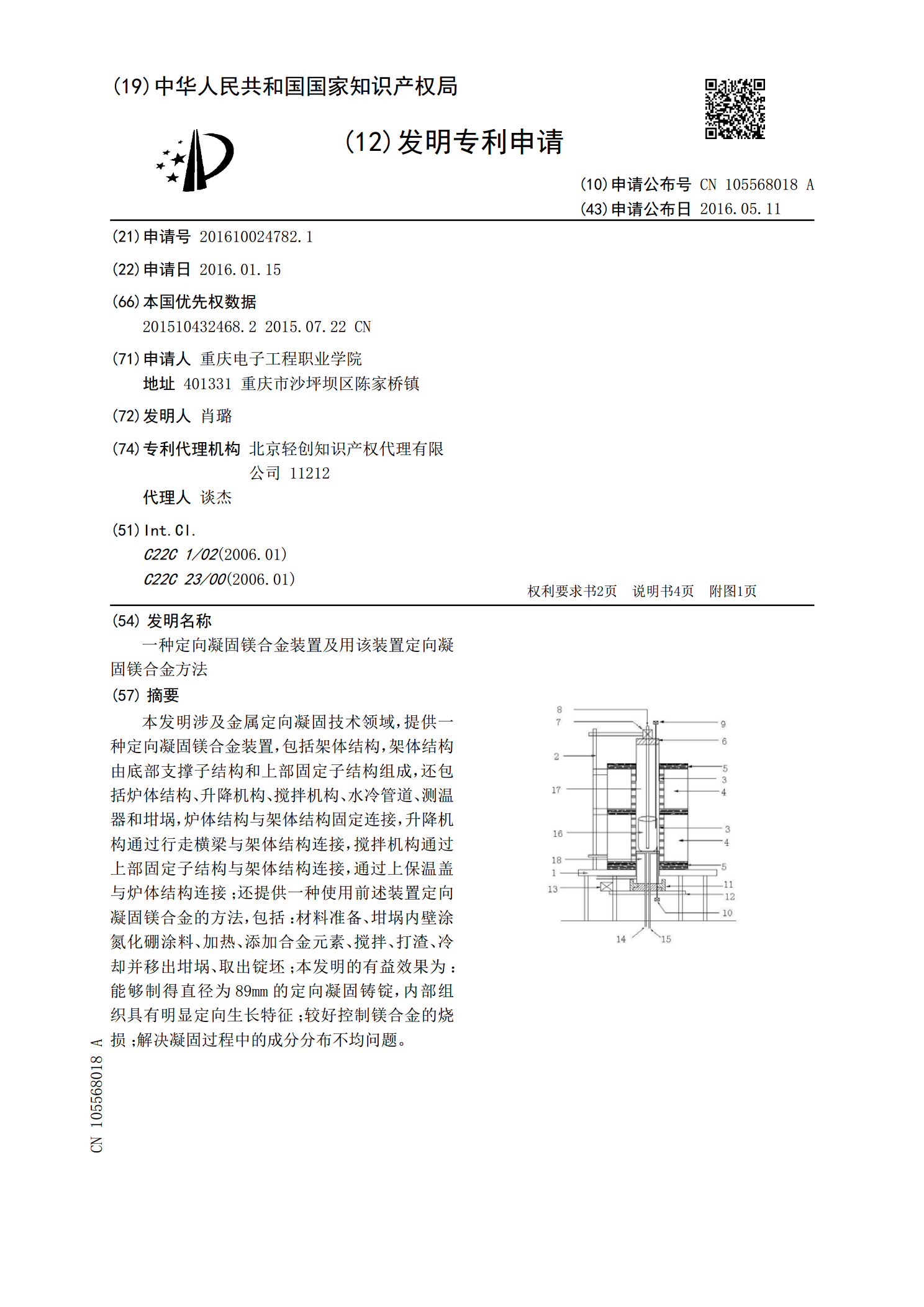
一种定向凝固镁合金装置及用该装置定向凝固镁合金方法.pdf
本发明涉及金属定向凝固技术领域,提供一种定向凝固镁合金装置,包括架体结构,架体结构由底部支撑子结构和上部固定子结构组成,还包括炉体结构、升降机构、搅拌机构、水冷管道、测温器和坩埚,炉体结构与架体结构固定连接,升降机构通过行走横梁与架体结构连接,搅拌机构通过上部固定子结构与架体结构连接,通过上保温盖与炉体结构连接;还提供一种使用前述装置定向凝固镁合金的方法,包括:材料准备、坩埚内壁涂氮化硼涂料、加热、添加合金元素、搅拌、打渣、冷却并移出坩埚、取出锭坯;本发明的有益效果为:能够制得直径为89mm的定向凝固铸锭
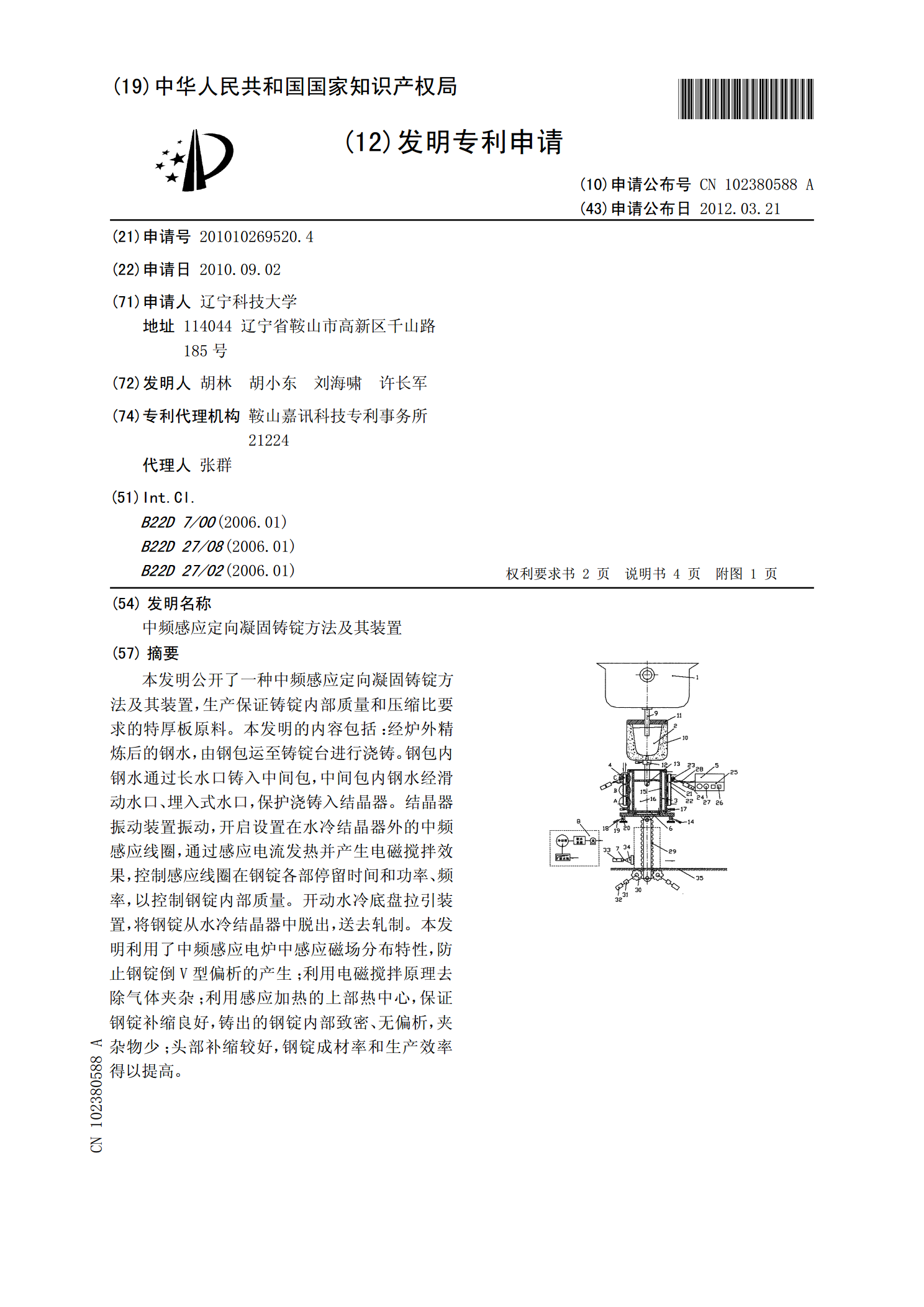
中频感应定向凝固铸锭方法及其装置.pdf
本发明公开了一种中频感应定向凝固铸锭方法及其装置,生产保证铸锭内部质量和压缩比要求的特厚板原料。本发明的内容包括:经炉外精炼后的钢水,由钢包运至铸锭台进行浇铸。钢包内钢水通过长水口铸入中间包,中间包内钢水经滑动水口、埋入式水口,保护浇铸入结晶器。结晶器振动装置振动,开启设置在水冷结晶器外的中频感应线圈,通过感应电流发热并产生电磁搅拌效果,控制感应线圈在钢锭各部停留时间和功率、频率,以控制钢锭内部质量。开动水冷底盘拉引装置,将钢锭从水冷结晶器中脱出,送去轧制。本发明利用了中频感应电炉中感应磁场分布特性,防止