
一种12吋单晶拉制的放肩工艺方法.pdf

宁馨****找我

1/8
2/8
3/8
4/8

5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种12吋单晶拉制的放肩工艺方法.pdf
本发明公开一种12吋单晶拉制的放肩工艺方法,包括长度斜率降温法和直径降温法,根据引晶拉速的取值自由切换长斜率降温法和直径降温法,所述长度斜率降温法是设定好放肩长度参数,然后保证拉速与降温幅度恒定,并根据炉内实际情况手动调整拉速,直至完成放肩,所述直径降温法是设定好放肩直径参数,由系统将实际直径与设定值近做对比,根据实际直径值自动调节拉速,直至完成放肩;本发明通过在引晶拉速区间范围内自动切换长度斜率降温法和直径降温法两种放肩加工的方法,大大提高了房间的成活率,同时也降低引放次数,对应的工艺工时也会大大减少,
12吋单晶硅棒的拉制收尾工艺.pdf
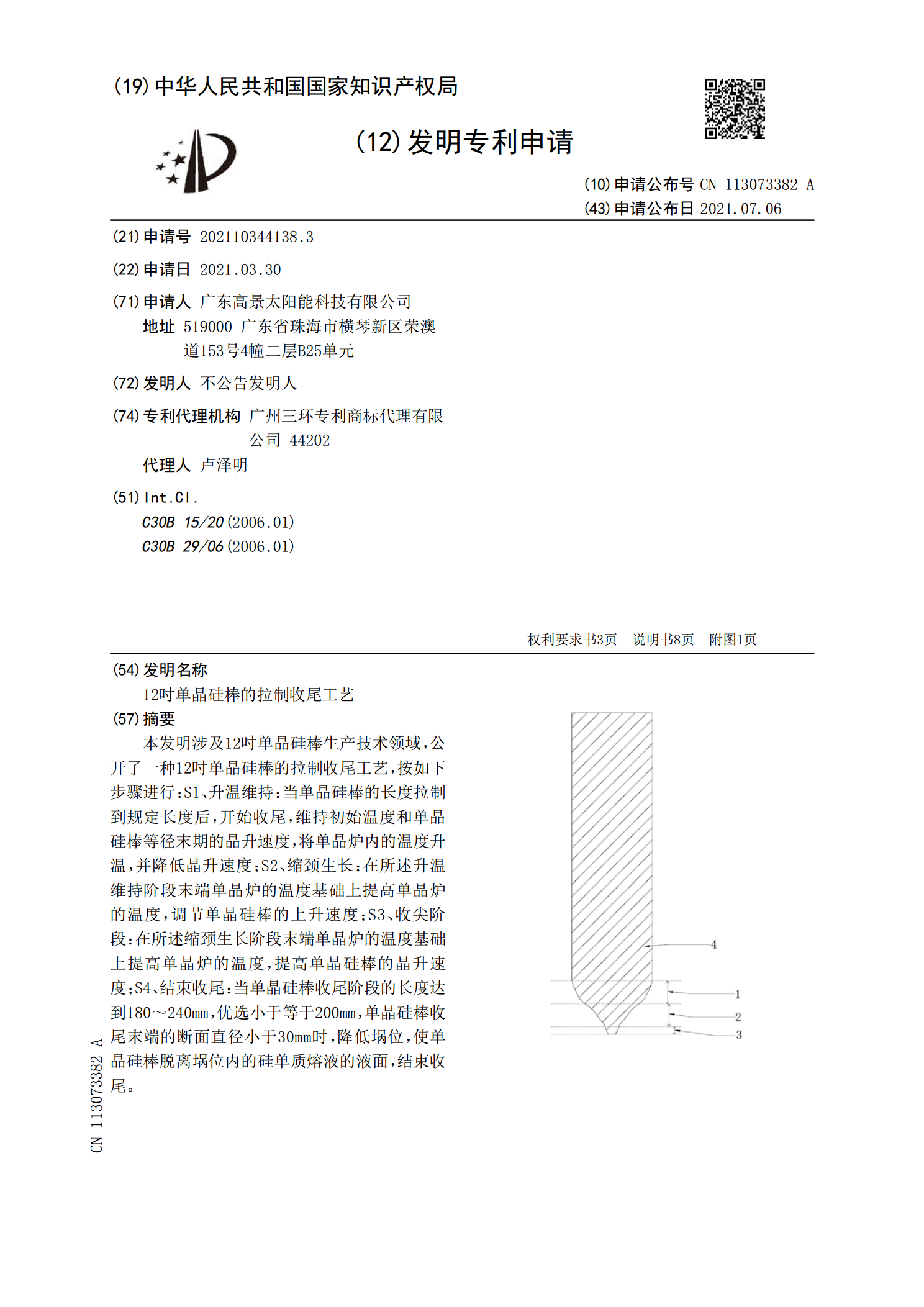
本发明涉及12吋单晶硅棒生产技术领域,公开了一种12吋单晶硅棒的拉制收尾工艺,按如下步骤进行:S1、升温维持:当单晶硅棒的长度拉制到规定长度后,开始收尾,维持初始温度和单晶硅棒等径末期的晶升速度,将单晶炉内的温度升温,并降低晶升速度;S2、缩颈生长:在所述升温维持阶段末端单晶炉的温度基础上提高单晶炉的温度,调节单晶硅棒的上升速度;S3、收尖阶段:在所述缩颈生长阶段末端单晶炉的温度基础上提高单晶炉的温度,提高单晶硅棒的晶升速度;S4、结束收尾:当单晶硅棒收尾阶段的长度达到180~240mm,优选小于等于20
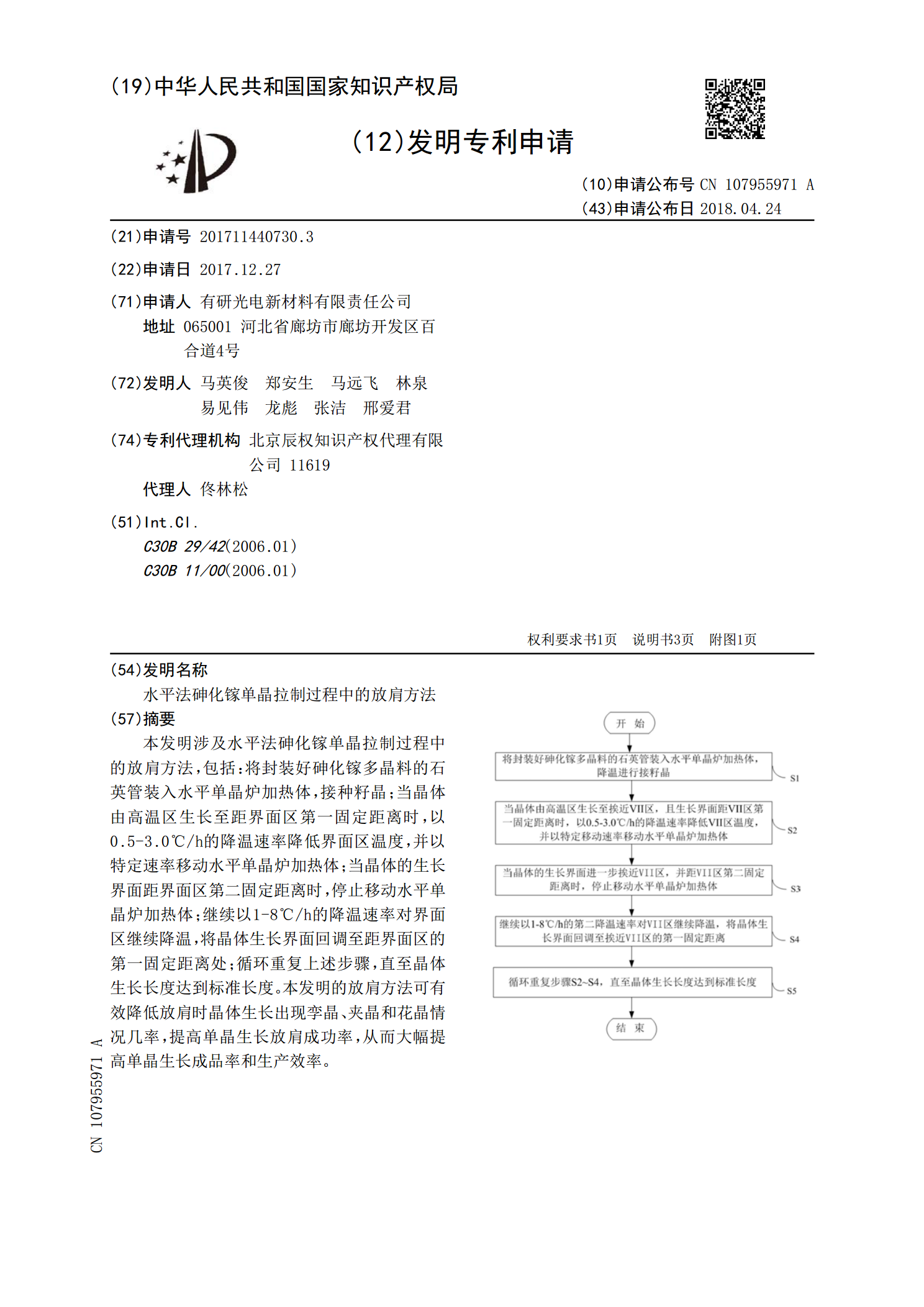
水平法砷化镓单晶拉制过程中的放肩方法.pdf
本发明涉及水平法砷化镓单晶拉制过程中的放肩方法,包括:将封装好砷化镓多晶料的石英管装入水平单晶炉加热体,接种籽晶;当晶体由高温区生长至距界面区第一固定距离时,以0.5‑3.0℃/h的降温速率降低界面区温度,并以特定速率移动水平单晶炉加热体;当晶体的生长界面距界面区第二固定距离时,停止移动水平单晶炉加热体;继续以1‑8℃/h的降温速率对界面区继续降温,将晶体生长界面回调至距界面区的第一固定距离处;循环重复上述步骤,直至晶体生长长度达到标准长度。本发明的放肩方法可有效降低放肩时晶体生长出现孪晶、夹晶和花晶情况
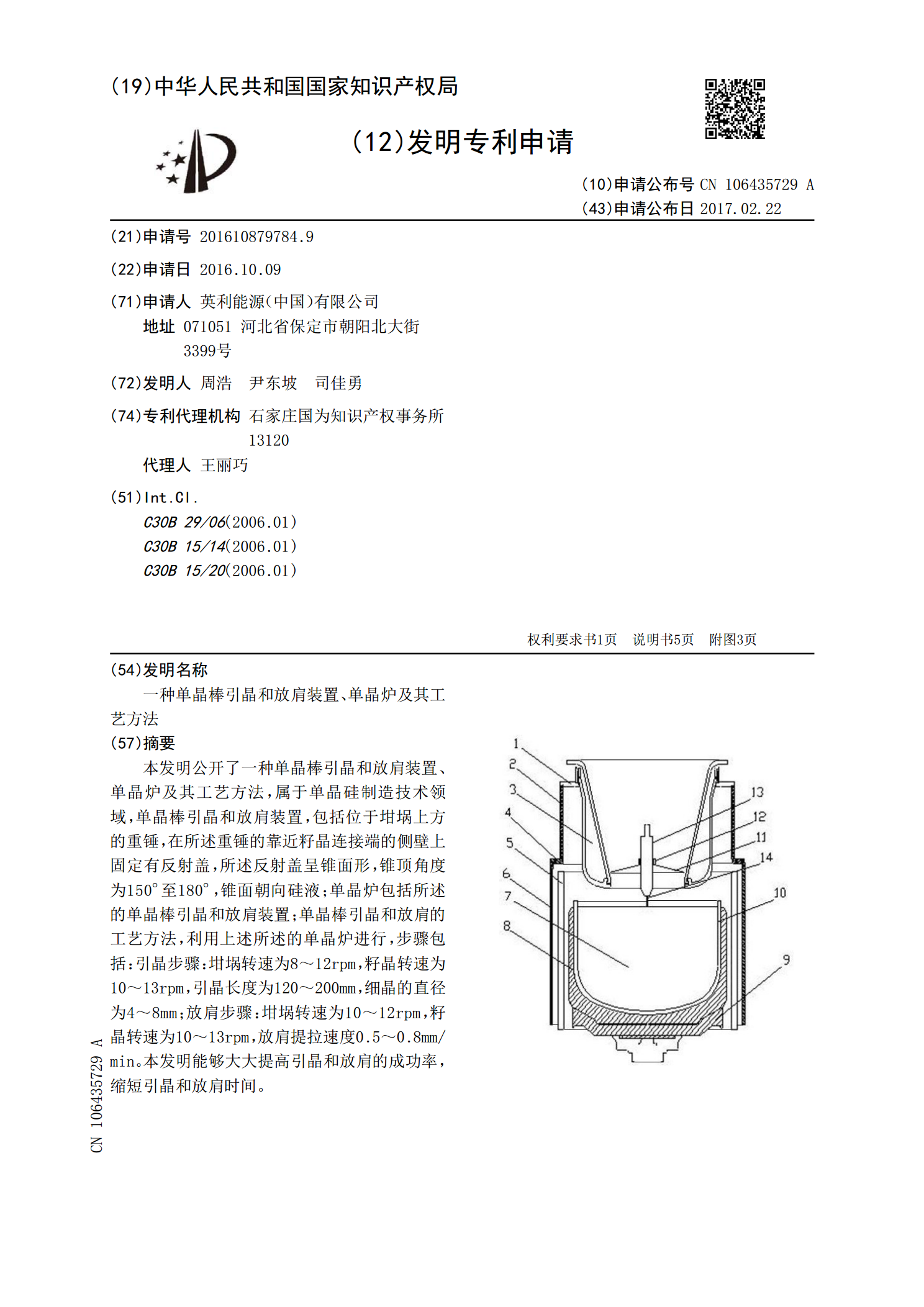
一种单晶棒引晶和放肩装置、单晶炉及其工艺方法.pdf
本发明公开了一种单晶棒引晶和放肩装置、单晶炉及其工艺方法,属于单晶硅制造技术领域,单晶棒引晶和放肩装置,包括位于坩埚上方的重锤,在所述重锤的靠近籽晶连接端的侧壁上固定有反射盖,所述反射盖呈锥面形,锥顶角度为150°至180°,锥面朝向硅液;单晶炉包括所述的单晶棒引晶和放肩装置;单晶棒引晶和放肩的工艺方法,利用上述所述的单晶炉进行,步骤包括:引晶步骤:坩埚转速为8~12rpm,籽晶转速为10~13rpm,引晶长度为120~200mm,细晶的直径为4~8mm;放肩步骤:坩埚转速为10~12rpm,籽晶转速为1
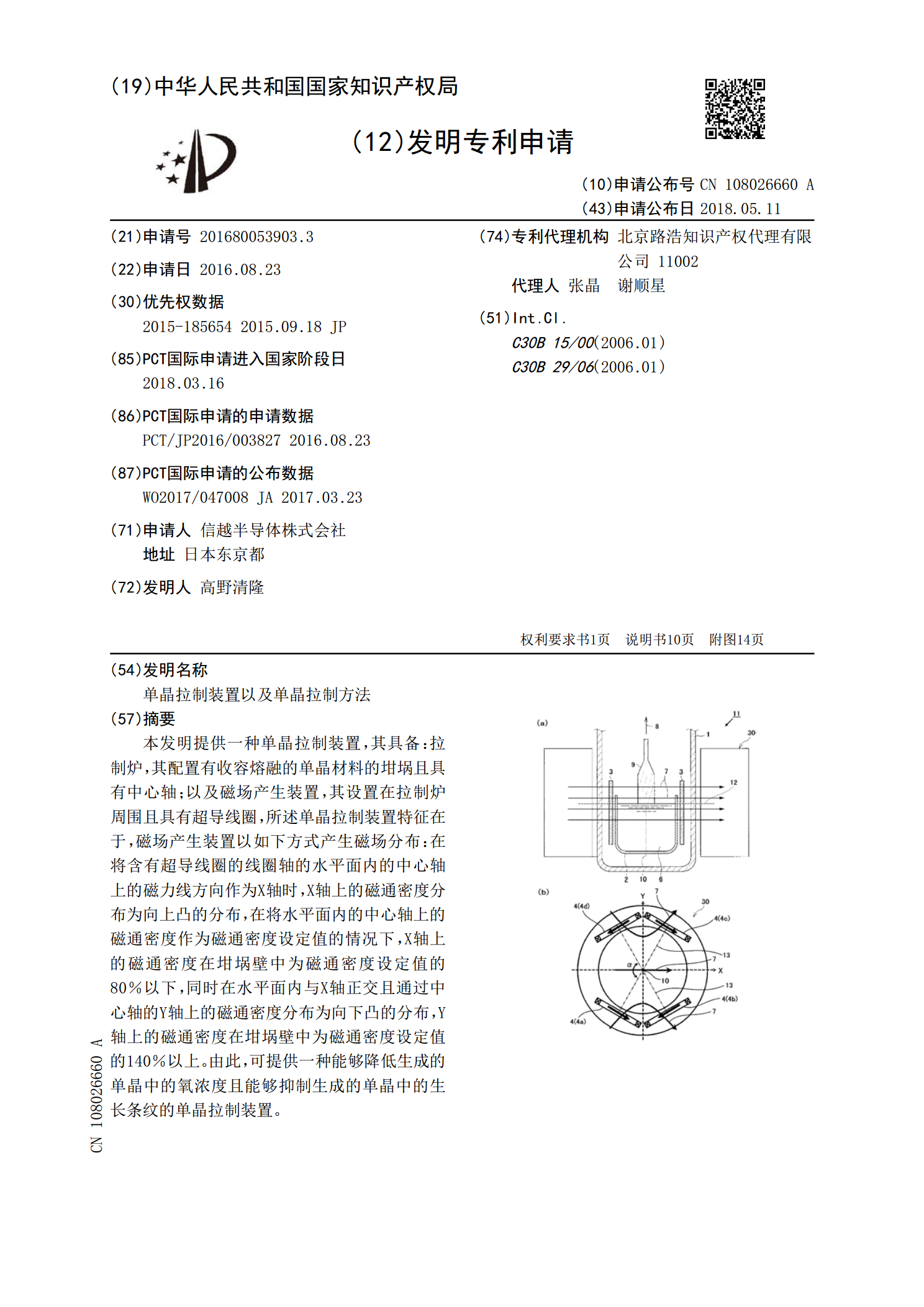
单晶拉制装置以及单晶拉制方法.pdf
本发明提供一种单晶拉制装置,其具备:拉制炉,其配置有收容熔融的单晶材料的坩埚且具有中心轴;以及磁场产生装置,其设置在拉制炉周围且具有超导线圈,所述单晶拉制装置特征在于,磁场产生装置以如下方式产生磁场分布:在将含有超导线圈的线圈轴的水平面内的中心轴上的磁力线方向作为X轴时,X轴上的磁通密度分布为向上凸的分布,在将水平面内的中心轴上的磁通密度作为磁通密度设定值的情况下,X轴上的磁通密度在坩埚壁中为磁通密度设定值的80%以下,同时在水平面内与X轴正交且通过中心轴的Y轴上的磁通密度分布为向下凸的分布,Y轴上的磁通