
一种曲面镜片淋漆方式.pdf

甲申****66

1/6

2/6
3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种曲面镜片淋漆方式.pdf
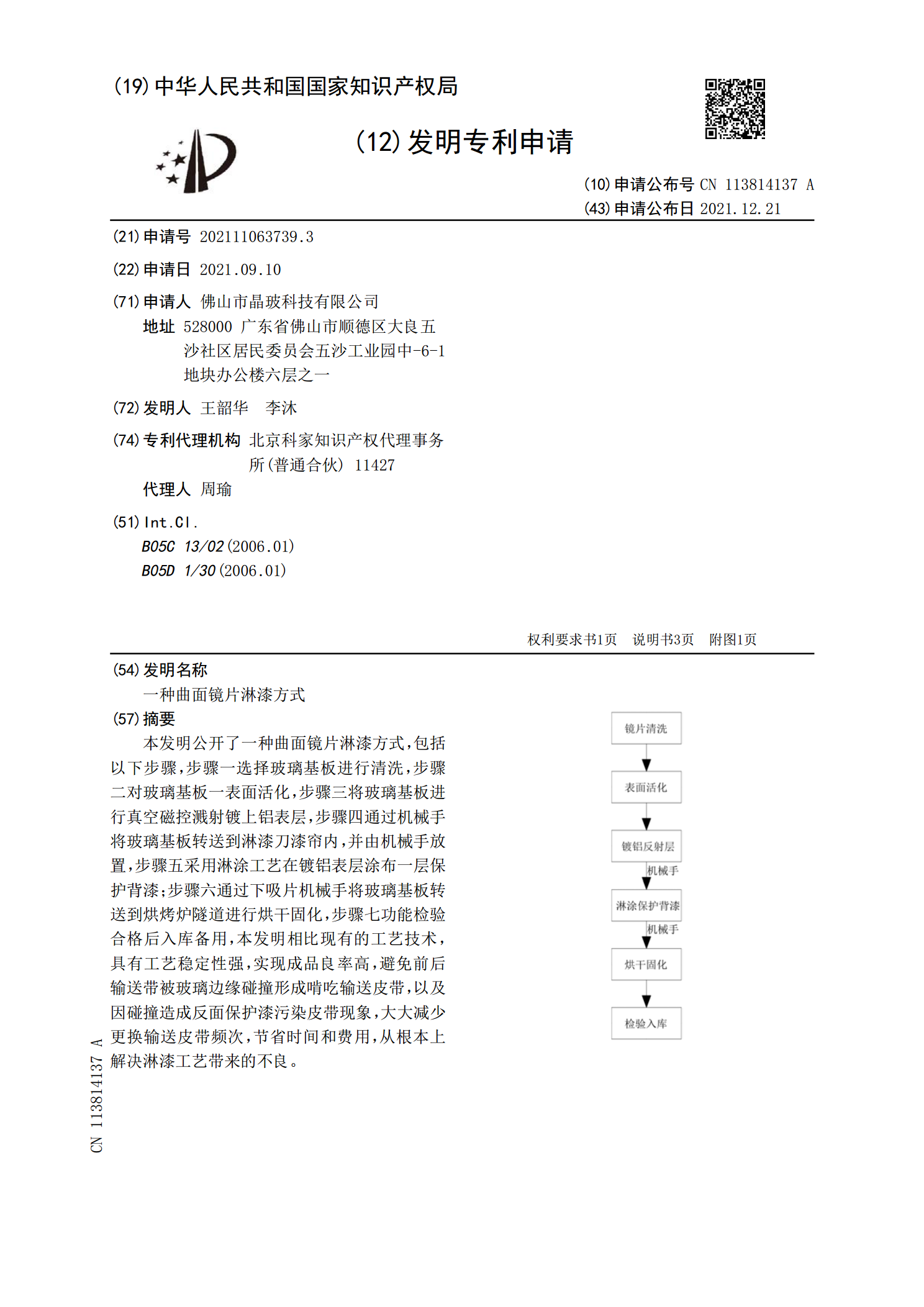
本发明公开了一种曲面镜片淋漆方式,包括以下步骤,步骤一选择玻璃基板进行清洗,步骤二对玻璃基板一表面活化,步骤三将玻璃基板进行真空磁控溅射镀上铝表层,步骤四通过机械手将玻璃基板转送到淋漆刀漆帘内,并由机械手放置,步骤五采用淋涂工艺在镀铝表层涂布一层保护背漆;步骤六通过下吸片机械手将玻璃基板转送到烘烤炉隧道进行烘干固化,步骤七功能检验合格后入库备用,本发明相比现有的工艺技术,具有工艺稳定性强,实现成品良率高,避免前后输送带被玻璃边缘碰撞形成啃吃输送皮带,以及因碰撞造成反面保护漆污染皮带现象,大大减少更换输送皮
一种基于自由曲面镜片的AR镜片.pdf
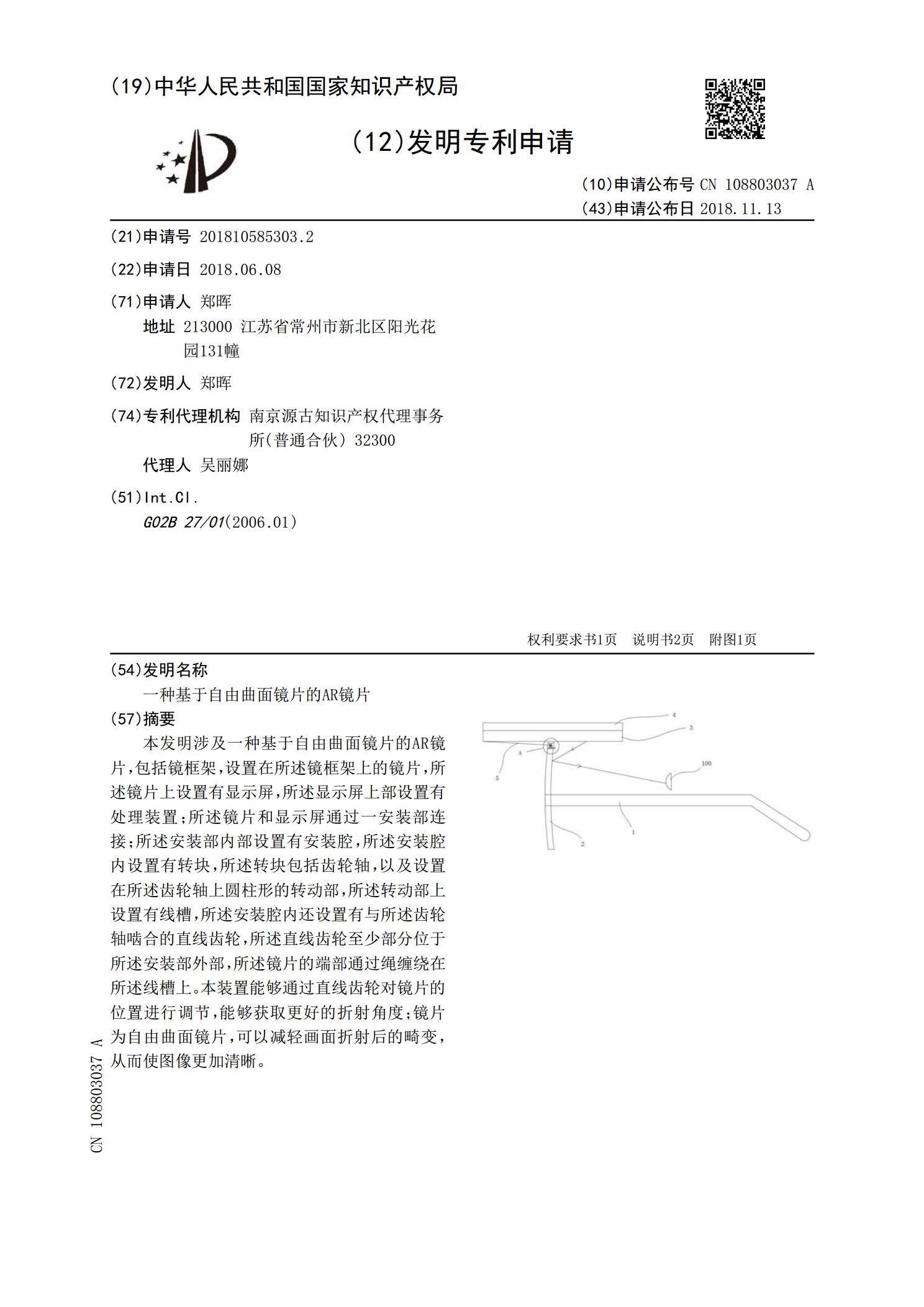
本发明涉及一种基于自由曲面镜片的AR镜片,包括镜框架,设置在所述镜框架上的镜片,所述镜片上设置有显示屏,所述显示屏上部设置有处理装置;所述镜片和显示屏通过一安装部连接;所述安装部内部设置有安装腔,所述安装腔内设置有转块,所述转块包括齿轮轴,以及设置在所述齿轮轴上圆柱形的转动部,所述转动部上设置有线槽,所述安装腔内还设置有与所述齿轮轴啮合的直线齿轮,所述直线齿轮至少部分位于所述安装部外部,所述镜片的端部通过绳缠绕在所述线槽上。本装置能够通过直线齿轮对镜片的位置进行调节,能够获取更好的折射角度;镜片为自由曲面
一种环保淋漆装置.pdf
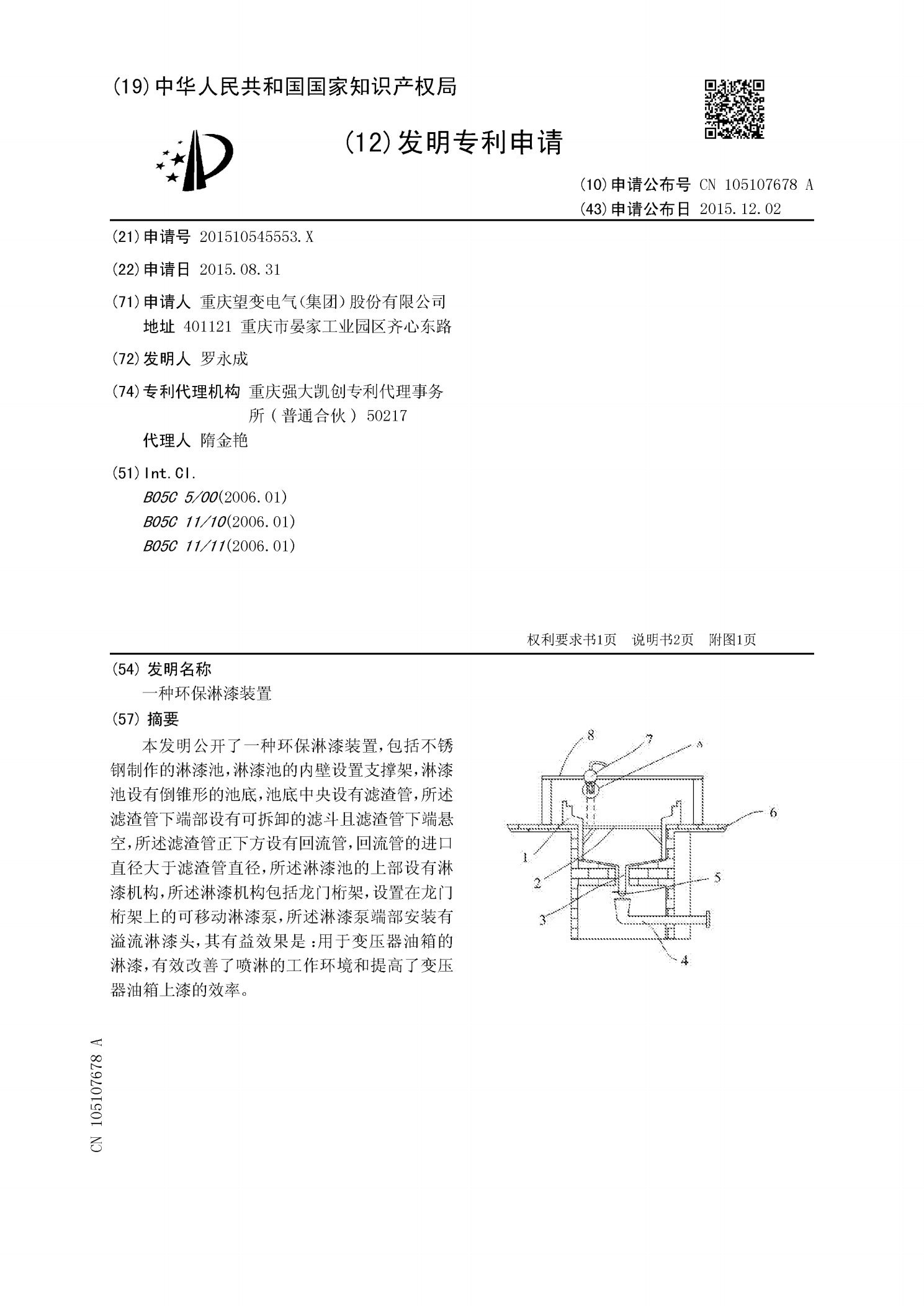
本发明公开了一种环保淋漆装置,包括不锈钢制作的淋漆池,淋漆池的内壁设置支撑架,淋漆池设有倒锥形的池底,池底中央设有滤渣管,所述滤渣管下端部设有可拆卸的滤斗且滤渣管下端悬空,所述滤渣管正下方设有回流管,回流管的进口直径大于滤渣管直径,所述淋漆池的上部设有淋漆机构,所述淋漆机构包括龙门桁架,设置在龙门桁架上的可移动淋漆泵,所述淋漆泵端部安装有溢流淋漆头,其有益效果是:用于变压器油箱的淋漆,有效改善了喷淋的工作环境和提高了变压器油箱上漆的效率。

一种镀膜玻璃的淋漆房.pdf
本发明公开了镀膜玻璃的淋漆房,贯穿的淋漆房本体的传送机构、淋漆机构和排气机构,淋漆机构设置在传送机构的中间,排气机构安装在传送机构上;淋漆房本体的外侧顶部连接废气处理机构;传送机构包括进料架和出料架以及对应设置在进料架和出料架上的传送带,传送带的两端设有用于调节传送带张紧度的涨紧机构;排气机构包括排气罩、支撑架和抽风机,排气罩悬吊于出料架上传送带的上方,抽风机安装在支撑架上,抽风机的一端通过排气管与排气罩连通,另一端通过排气管与废气处理机构连通,支撑架上安装有用于带动排气罩升降且翻转的升降机构。本发明的有

一种镀膜玻璃淋漆装置.pdf
本发明公开了镀膜玻璃淋漆装置,淋漆装置本体包括支撑架和由上至下依次安装在支撑架上的淋漆槽、接料槽及接料板,支撑架的上端与淋漆槽的下端之间设有升降装置接料板设置在接料槽的下方,接料板上设有支撑底座,支撑底座上固装有支撑腿,用于支撑接料槽,支撑架的下部设有升降座以用于支撑架升降实现调节漆帘的高度;视觉检测机构包括检测架,检测架上安装有检测板和灯架,灯架上安装有检测灯,用于照明淋漆装置本体产生的漆幕厚度。本发明的有益效果是淋漆装置在导轨上移动,便于日常检修,升降装置与升降座调节淋漆槽高度,利用照明检测灯检查产生