
一种玻璃原料称量系统及称量方法.pdf

念珊****写意


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种玻璃原料称量系统及称量方法.pdf
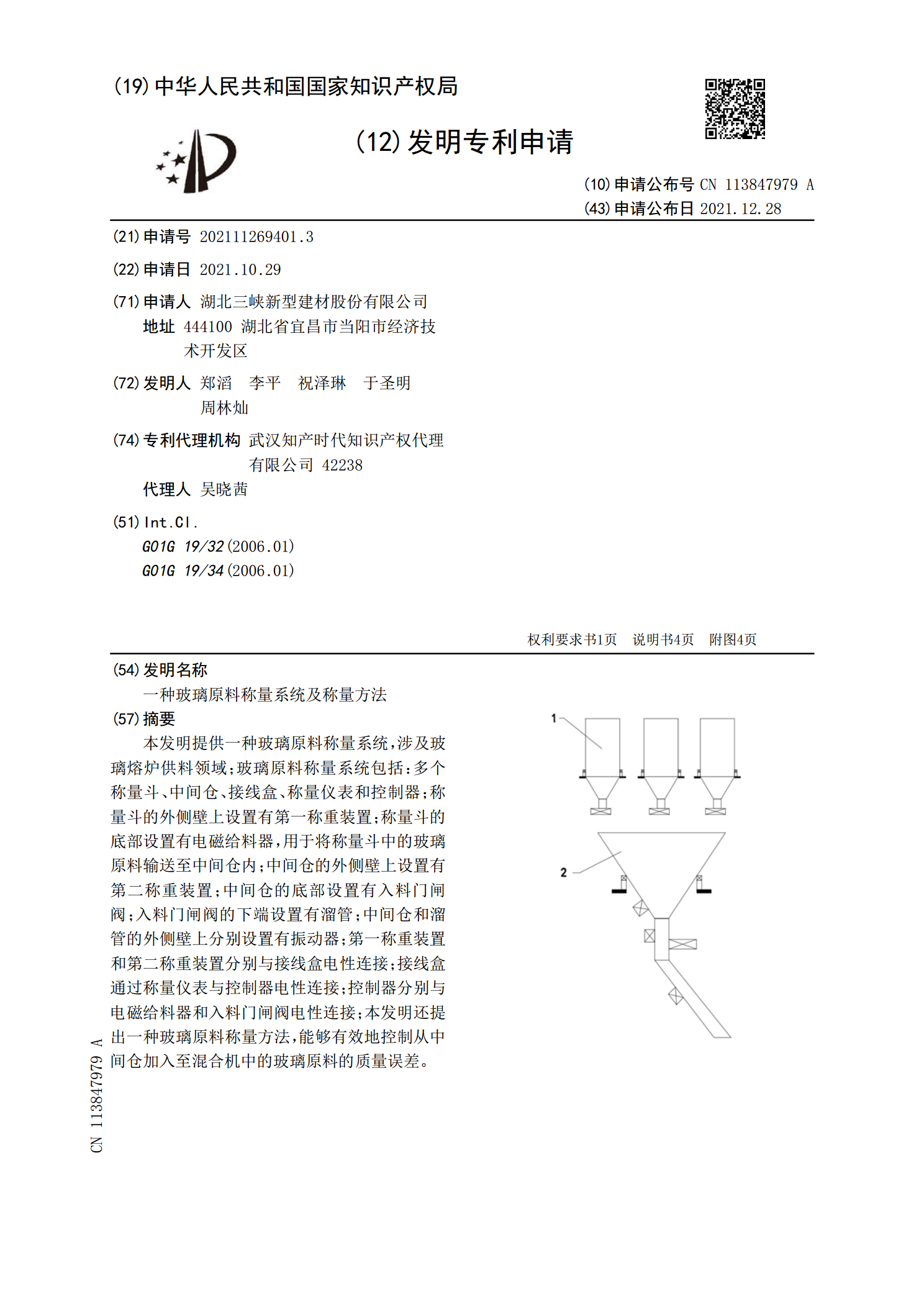
本发明提供一种玻璃原料称量系统,涉及玻璃熔炉供料领域;玻璃原料称量系统包括:多个称量斗、中间仓、接线盒、称量仪表和控制器;称量斗的外侧壁上设置有第一称重装置;称量斗的底部设置有电磁给料器,用于将称量斗中的玻璃原料输送至中间仓内;中间仓的外侧壁上设置有第二称重装置;中间仓的底部设置有入料门闸阀;入料门闸阀的下端设置有溜管;中间仓和溜管的外侧壁上分别设置有振动器;第一称重装置和第二称重装置分别与接线盒电性连接;接线盒通过称量仪表与控制器电性连接;控制器分别与电磁给料器和入料门闸阀电性连接;本发明还提出一种玻璃
一种转炉废钢原料的称量方法及其系统.pdf
本发明公开了转炉废钢原料的称量方法及其系统,由监控装置、天车无线定位装置、称量装置组成,通过对废钢料场从横向、纵向进行网格区域划分,并定义每个网格区域内所堆放废钢的种类和废钢秤的秤号,采用无线定位装置实时获取天车位置,根据取废钢位置判断废钢类型,根据放废钢位置判断称量装置,通过监控装置完成数据通讯及数据存储。本发明提供的转炉废钢原料的称量方法及其系统,实现了废钢料场细化管理,能够有效促进多台天车装置、多台称重装置的同时运转,准确定位每一次装载的废钢种类,记录每一次装载的重量,可以取代操作人员人工识别废钢装

一种入炉煤称量系统及其称量方法、校验方法.pdf
本发明公开了一种入炉煤称量系统、称量方法及校验方法,涉及皮带秤技术领域。本发明所提供的入炉煤称量系统,包括输煤栈桥,和铺设在所述输煤栈桥上的带式输送机;顺次设置在所述带式输送机上的至少两台电子皮带秤;设置在所述带式输送机上并位于所述至少两台电子皮带秤上游的具有犁刀的卸料器,且所述卸料器还具有漏斗和落煤管;所述卸料器的犁刀落下使得所述带式输送机上的煤进入所述落煤管,所述卸料器犁刀抬起使得煤炭在所述带式输送机上继续输送;设置在所述落煤管下方的载重汽车,以及设置在所述载重汽车一侧的电子汽车衡。该称量系统能够得到

一种称量补偿方法及系统.pdf
本申请提供的一种称量补偿方法及系统,包括:初始化;开始进料流程,获得斗满值;开始卸料流程,获得斗空值;计算余振量、入炉量、本次误差、总误差;判断总误差是否超误差上下限;重新计算控制值,重复上述步骤。所述称量补偿方法将称量补偿的程序进行简化,有很好的补偿作用并且将程序进行模块化处理,使用时只需要调用程序块,设置对应称量斗的各设定值、第一系数、第二系数、第三系数、误差上限、误差下限等变量即可。模块化处理只需要掌握该模块的功能,方便了程序编写和调试,减少了出错率。
用于刹车片原料的自动称量系统.pdf
本发明公开了一种用于刹车片原料的自动称量系统,它包括控制系统,以及与该控制系统相连的管子式计量秤、空料盒输送机构、料盒分选输出机构、两组原料输送提升翻转投料机构;所述管子式计量秤包括受料斗和电机,该受料斗的底部设有若干与其连通的回转管,该回转管的一端设有叶轮;该回转管与电机相连,在电机的驱动下回转管旋转,而叶轮不动,两者相对运动将物料均匀地送入回转管;该回转管另一端的下方具有若干与其对应设置的计量斗,该计量斗的下方具有相应的排料溜槽和排料门,排料门下方设有用于运送空料盒的第二片基带输送机。本发明提出的自动