
一种硅酸钙板的制备方法.pdf

康平****ng

1/10

2/10

3/10
4/10

5/10
6/10

7/10

8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种硅酸钙板的制备方法.pdf
本发明涉及一种硅酸钙板的制备方法,其包括先将制备硅酸钙板的物料与水进行混合制成料浆,再使料浆成型制成板坯,再对板坯进行预养护、蒸压养护、干燥后即得硅酸钙板,物料包括电炉渣以及纤维;其中,采用逐步升温的方式对板坯进行预养护,控制预养护的起始温度不小于35℃,控制预养护的结束温度不大于50℃。本申请人通过对原料和制备方法的改进,使得本申请的硅酸钙板在保证了硅酸钙板的抗折强度等性能的基础上,可以提高原料中电炉渣的含量,从而实现了对电炉渣的重新利用,降低了硅酸钙板的制备成本;本申请中的硅酸钙板的制备方法工艺简单、
一种环保硅酸钙板及其制备方法.pdf
本发明公开了一种环保硅酸钙板,选用电石泥为钙质材料和矿渣粉为硅质材料制备硅酸钙板,添加生石灰处理的磷石膏进行硅酸钙板增强;而选用的电石泥、矿渣粉、磷石膏等都是工业生产废渣,使用这些材料制备硅酸钙板,能够减少其对环境的污染,从而起到环保的作用;其中生石灰能够中和磷石膏,使磷石膏中的有害杂质转化为惰性物质,避免了磷石膏中的杂质对成型后的硅酸钙板的强度造成影响,而经过生石灰中和的磷石膏能够与原料反应形成的水泥水化物生成一定量的钙矾石,这些生成的钙矾石能与水化硅酸钙一起形成支撑网络结构,以及减少了成型后的硅酸钙板
一种微孔硅酸钙保温板的制备方法.pdf
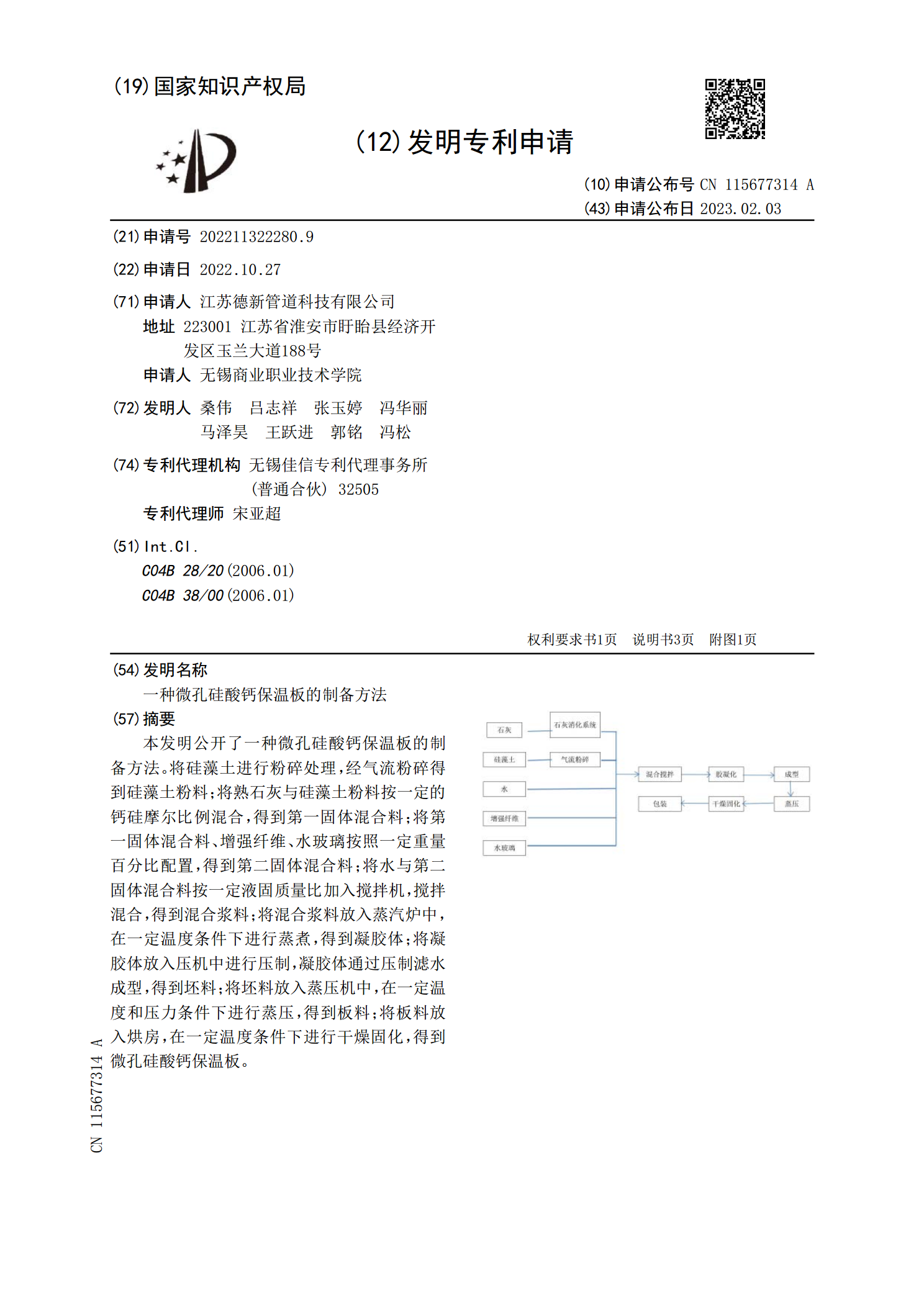
本发明公开了一种微孔硅酸钙保温板的制备方法。将硅藻土进行粉碎处理,经气流粉碎得到硅藻土粉料;将熟石灰与硅藻土粉料按一定的钙硅摩尔比例混合,得到第一固体混合料;将第一固体混合料、增强纤维、水玻璃按照一定重量百分比配置,得到第二固体混合料;将水与第二固体混合料按一定液固质量比加入搅拌机,搅拌混合,得到混合浆料;将混合浆料放入蒸汽炉中,在一定温度条件下进行蒸煮,得到凝胶体;将凝胶体放入压机中进行压制,凝胶体通过压制滤水成型,得到坯料;将坯料放入蒸压机中,在一定温度和压力条件下进行蒸压,得到板料;将板料放入烘房,

一种增强型硅酸钙板及其制备方法.pdf
本发明公开了一种增强型硅酸钙板,采用电石渣为钙质材料和石英砂为硅质材料制备硅酸钙板,通过添加硬硅钙石晶须和水镁石纳米纤维协同进行硅酸钙板增强,能够替换传统的石棉纤维对硅酸钙板增强,减少了对人体的危害;其中由于硬硅钙石晶须长度处于微米级,使其能够较好、均匀地相互交叉穿插在基体中作为增强骨架,从而起到增强硅酸钙板的作用,而水镁石纳米纤维本身为纳米纤维,相对于硬硅钙石晶须而言较短,则在网络结构搭接过程中,分散良好的水镁石纳米纤维能够与硬硅钙石晶须相互搭接、相互填充,从而优化整个网络结构的空隙,进一步对硅酸钙板进
一种彩色硅酸钙板基板及其制备方法与应用.pdf
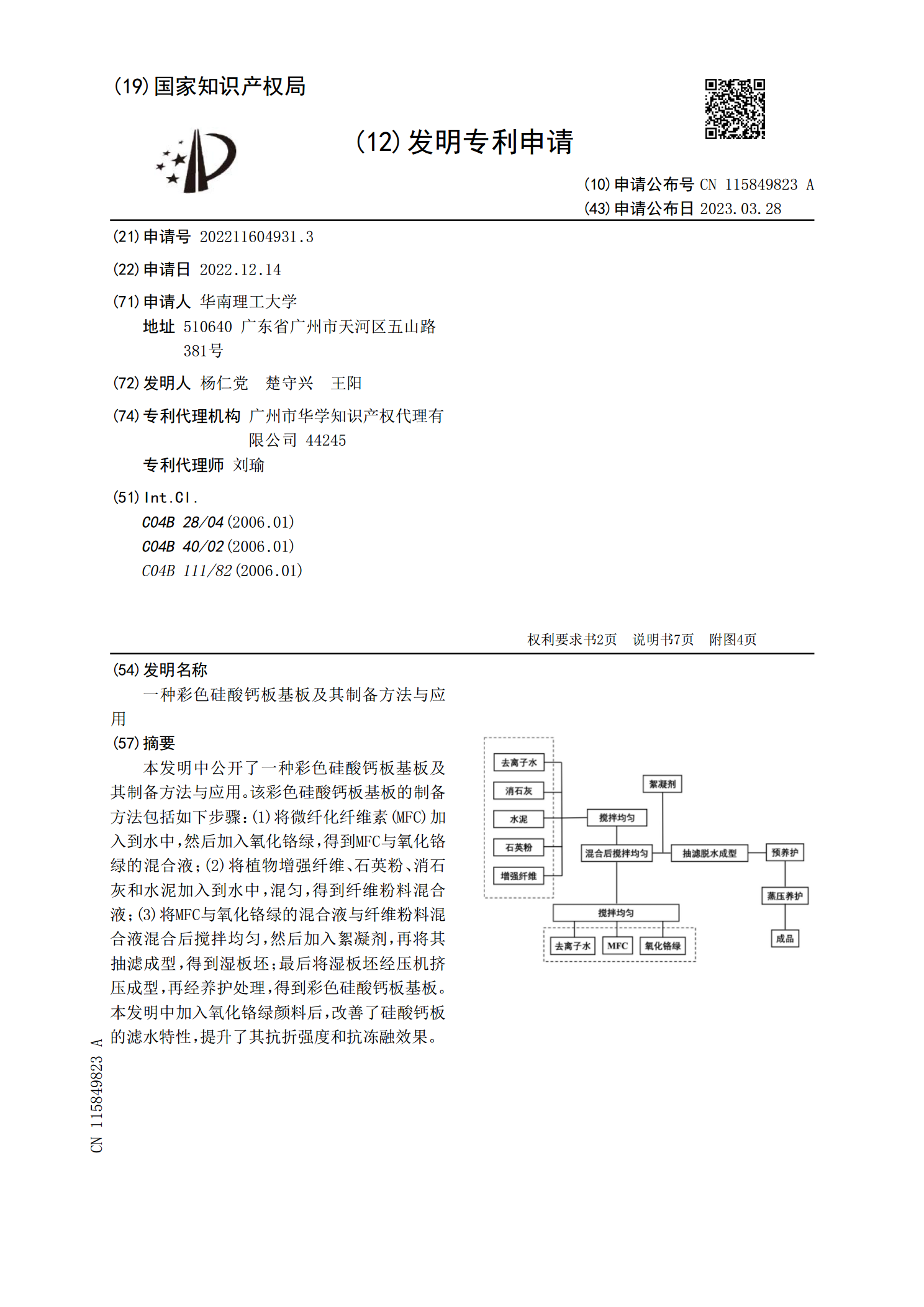
本发明中公开了一种彩色硅酸钙板基板及其制备方法与应用。该彩色硅酸钙板基板的制备方法包括如下步骤:(1)将微纤化纤维素(MFC)加入到水中,然后加入氧化铬绿,得到MFC与氧化铬绿的混合液;(2)将植物增强纤维、石英粉、消石灰和水泥加入到水中,混匀,得到纤维粉料混合液;(3)将MFC与氧化铬绿的混合液与纤维粉料混合液混合后搅拌均匀,然后加入絮凝剂,再将其抽滤成型,得到湿板坯;最后将湿板坯经压机挤压成型,再经养护处理,得到彩色硅酸钙板基板。本发明中加入氧化铬绿颜料后,改善了硅酸钙板的滤水特性,提升了其抗折强度和