
一种熔炼精密铸造工艺.pdf

甲申****66

1/10

2/10

3/10
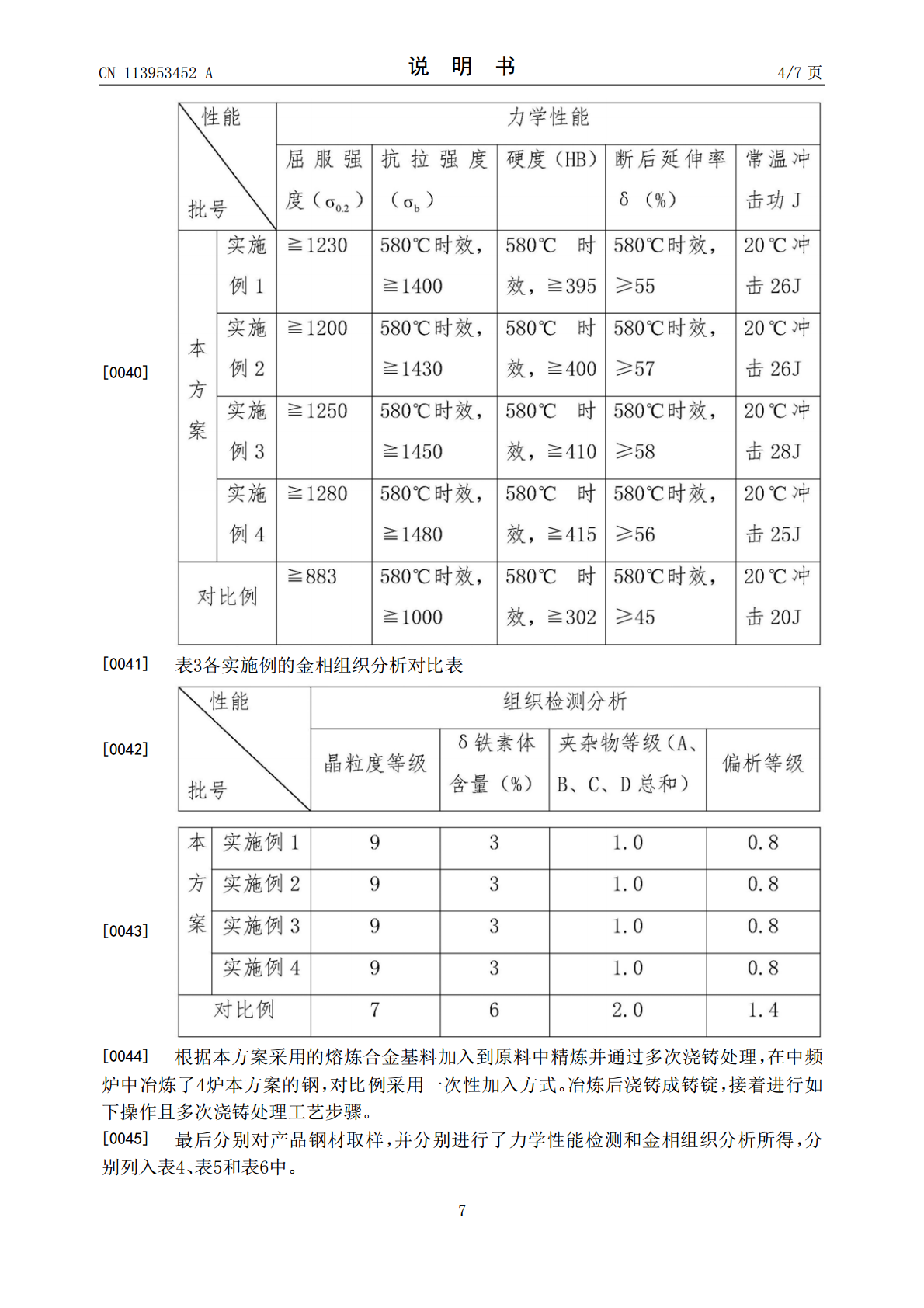
4/10
5/10
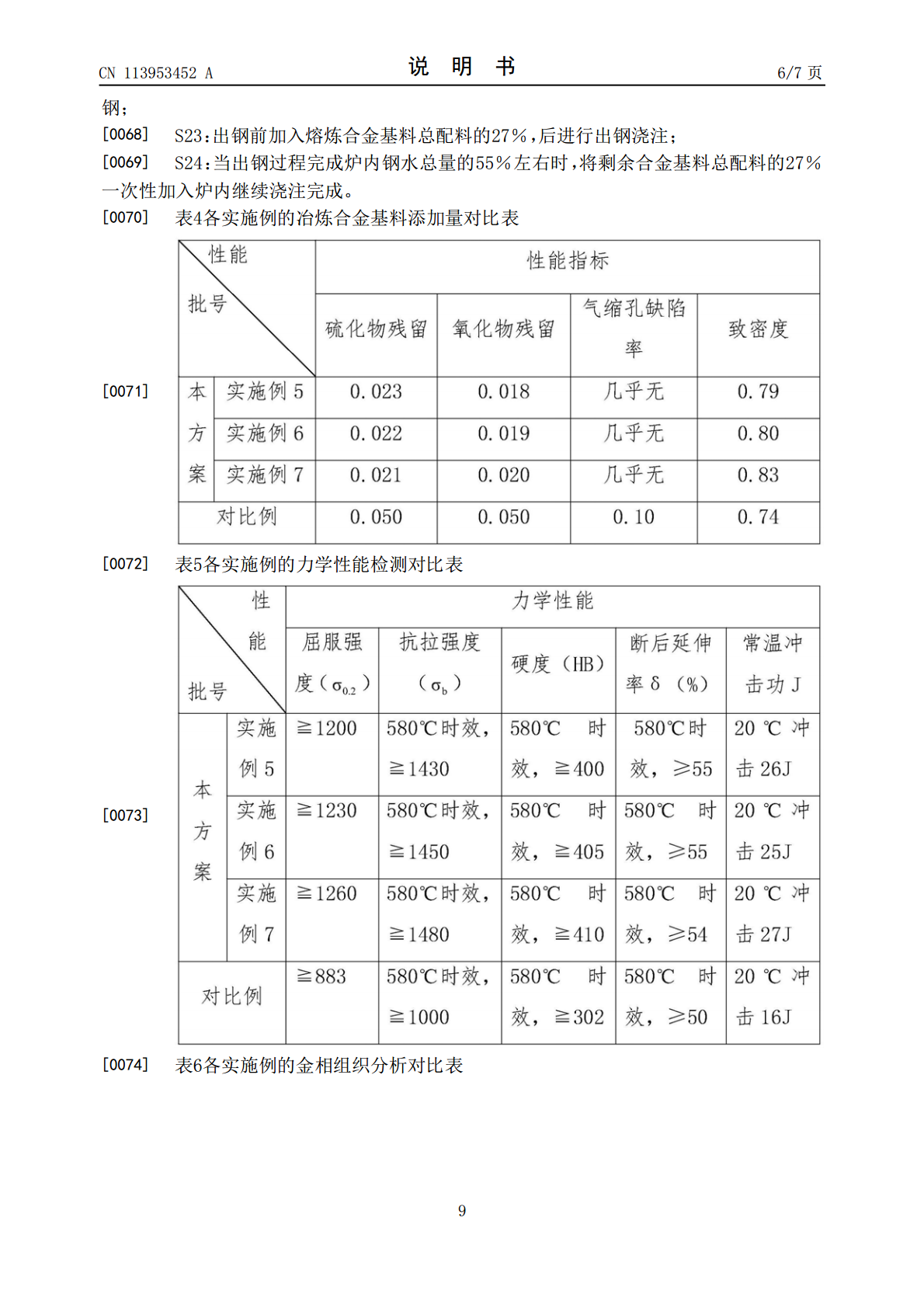
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种熔炼精密铸造工艺.pdf
本发明公开了一种熔炼精密铸造工艺,属于精密铸造技术领域。本发明操作步骤包括S1、熔炼:挑选原材料加入中频炉内至全部熔化,在冶炼钢水时向炉内添加扒渣剂进行多次扒渣及初脱氧;S2、精炼~浇注:炉内钢水纯净后,向炉内添加熔炼合金基料,钢水浇注,熔炼合金基料分批次添加;S3、热处理:将铸件转至热处理炉内进行热处理。采用本方案手段细化了结晶组织,铸件致密度得到了提高,降低钢液浇注铸件后的硬点,便于加工,有效提高了加工效益和铸件质量;进一步强化脱硫脱氧效果,残留于钢中的硫化物得到球化,减少了气缩孔缺陷出现的机率提高了
一种精密铸造熔炼浇注工艺.pdf
本发明公开了一种精密铸造熔炼浇注工艺,其包括以下步骤:1)备齐冶炼所需的各种原材料;2)将步骤1)中准备好的原材料装入中频炉,装料完毕后,供电中频炉进行熔炼;3)待步骤2)钢水成分化验合格后停电扒渣3次以上,完全除渣后加入新除渣剂覆盖并升温至出钢温度1630℃—1670℃,同时吊钢包;4)将步骤3)中钢包内的钢水倒入AOD炉进行吹氧脱碳、脱硫,再进行精炼作业;5)将步骤4)中钢包内的钢水倒回中频炉内,然后将表面撒上除渣剂,给中频炉供电,待中频炉温度升至出钢温度。本发明保证了钢水的纯净度,提高了铸件表面和内
一种精密铸造用熔炼集气罩.pdf
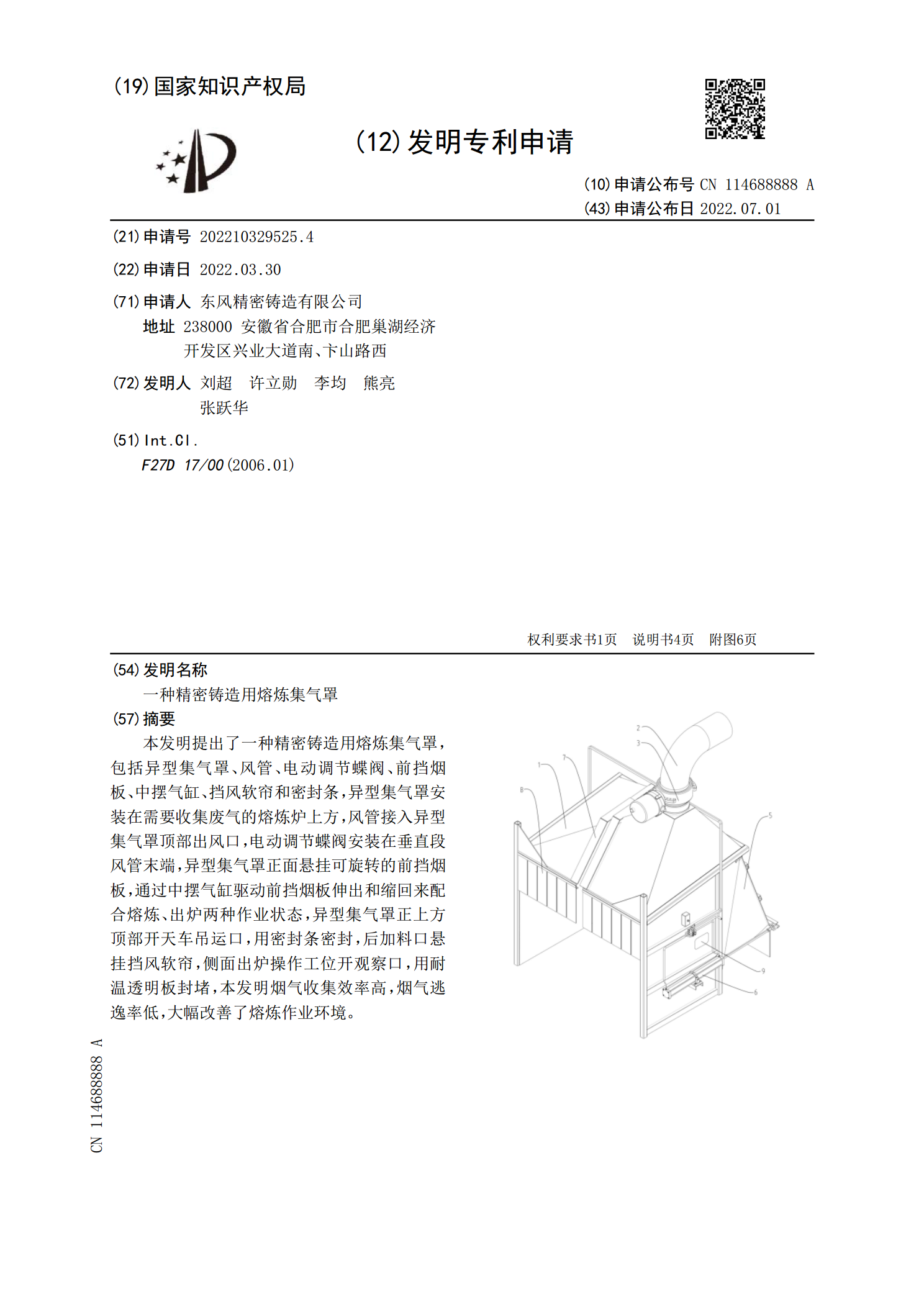
本发明提出了一种精密铸造用熔炼集气罩,包括异型集气罩、风管、电动调节蝶阀、前挡烟板、中摆气缸、挡风软帘和密封条,异型集气罩安装在需要收集废气的熔炼炉上方,风管接入异型集气罩顶部出风口,电动调节蝶阀安装在垂直段风管末端,异型集气罩正面悬挂可旋转的前挡烟板,通过中摆气缸驱动前挡烟板伸出和缩回来配合熔炼、出炉两种作业状态,异型集气罩正上方顶部开天车吊运口,用密封条密封,后加料口悬挂挡风软帘,侧面出炉操作工位开观察口,用耐温透明板封堵,本发明烟气收集效率高,烟气逃逸率低,大幅改善了熔炼作业环境。

一种精密铸造制壳工艺.pdf
本发明公开了一种精密铸造制壳工艺,属于精密铸造技术领域。一种精密铸造制壳工艺,其特征是:取消传统的精密铸造第一层(面层)的涂浆撒砂,面层的涂浆撒砂由专用铸粉兑适量水形成的膏状物涂覆代替,第二、三、四层继续采用水玻璃或硅溶胶制壳工艺。本发明铸件表面质量优于传统的上浆撒砂工艺,制壳可操作性好,尺寸精度高;既克服水玻璃及硅溶胶工艺各自缺点,又保留两种工艺的优点:同时还能降低后期铸件型壳清理难度。

精密铸造工艺规程.docx
编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:工艺规程目录编号名称页号LOQS-01-S200总则0LOQS-01-S201压蜡1LOQS-01-S202修蜡3LOQS-01-S203组树4LOQS-01-S204清洗5LOQS-01-S205涂料配制6LOQS-01-S206制壳8LOQS-01-S207脱蜡10LOQS-01-S208蜡处理12LOQS-01-S209压模头13LOQS-01-S210煮蜡14LOQS-01-S211焙烧15LOQS-01-S212筑