
一种用于等温锻造模具的加热装置及加热方法.pdf

是你****优呀

1/8
2/8
3/8
4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于等温锻造模具的加热装置及加热方法.pdf
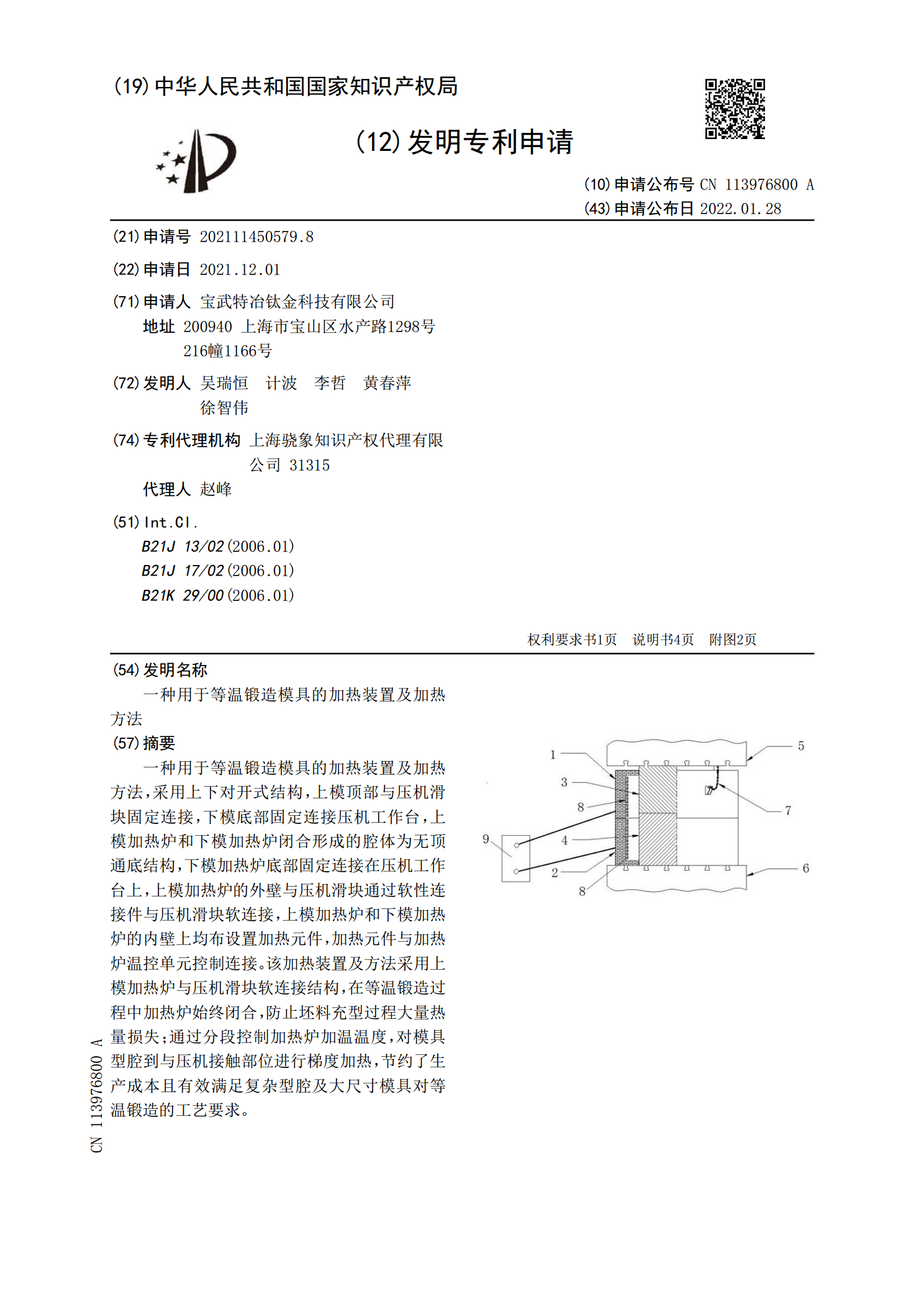
一种用于等温锻造模具的加热装置及加热方法,采用上下对开式结构,上模顶部与压机滑块固定连接,下模底部固定连接压机工作台,上模加热炉和下模加热炉闭合形成的腔体为无顶通底结构,下模加热炉底部固定连接在压机工作台上,上模加热炉的外壁与压机滑块通过软性连接件与压机滑块软连接,上模加热炉和下模加热炉的内壁上均布设置加热元件,加热元件与加热炉温控单元控制连接。该加热装置及方法采用上模加热炉与压机滑块软连接结构,在等温锻造过程中加热炉始终闭合,防止坯料充型过程大量热量损失;通过分段控制加热炉加温温度,对模具型腔到与压机接

一种适用于动态等温锻造模具的加热装置.pdf
本发明属于热加工技术领域,涉及一种适用于动态等温锻造模具的加热装置。本发明采用在上加热炉安装板与上模加热炉之间加装加热炉安装环的结构,使锻坯在置于模具之间并完成等温锻造的全过程中,可以保持加热炉闭合,并且等温锻造过程模具加热炉可以给予锻坯持续加热,减少了热损失,防止了锻坯锻造过程温度降低,实现了锻坯在慢速等温锻造过程温度的一致性;动态等温锻造模具的加热装置制造简单,通用性强,过程操作方便。
一种等温锻造模具用辅助加热方法.pdf
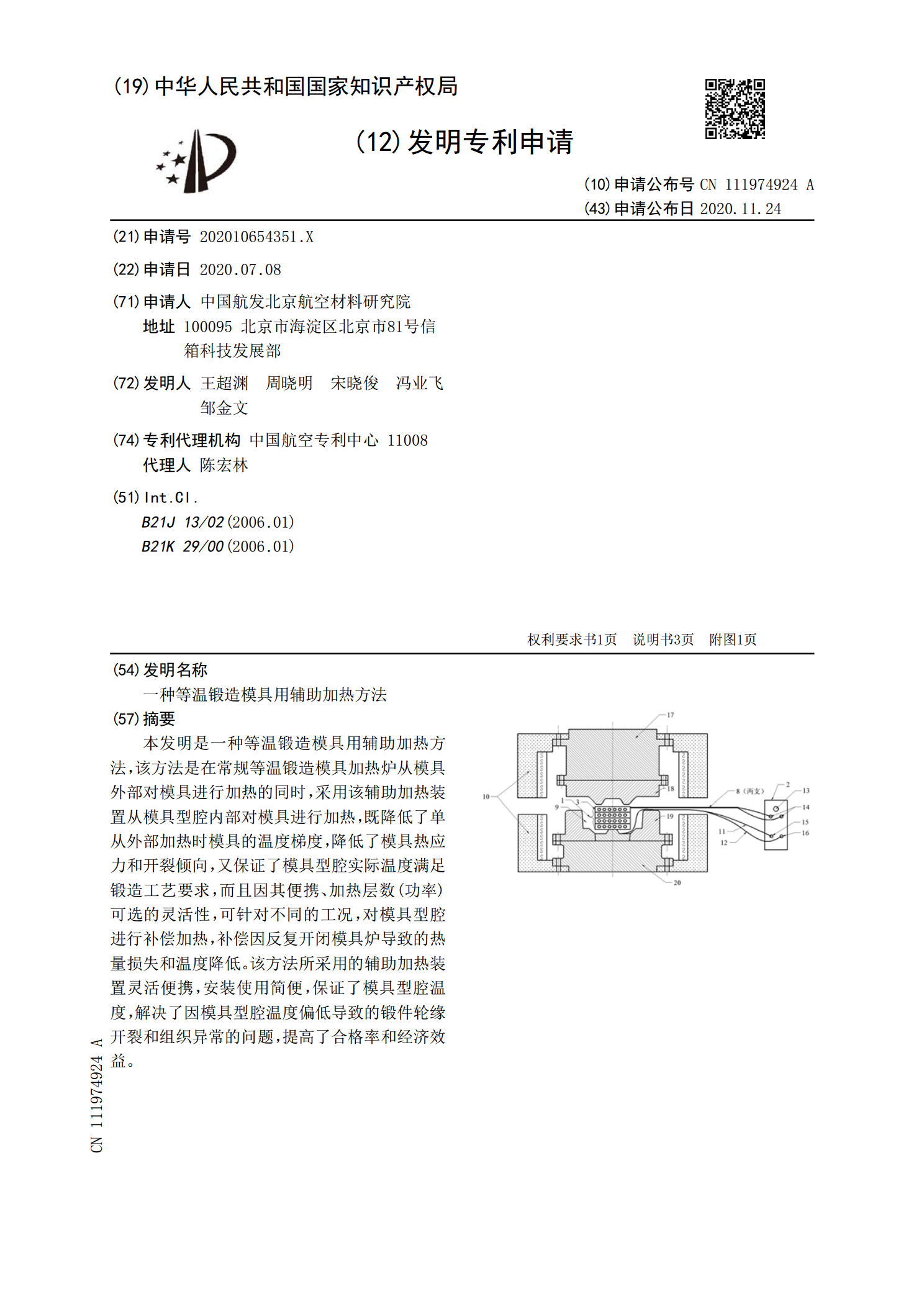
本发明是一种等温锻造模具用辅助加热方法,该方法是在常规等温锻造模具加热炉从模具外部对模具进行加热的同时,采用该辅助加热装置从模具型腔内部对模具进行加热,既降低了单从外部加热时模具的温度梯度,降低了模具热应力和开裂倾向,又保证了模具型腔实际温度满足锻造工艺要求,而且因其便携、加热层数(功率)可选的灵活性,可针对不同的工况,对模具型腔进行补偿加热,补偿因反复开闭模具炉导致的热量损失和温度降低。该方法所采用的辅助加热装置灵活便携,安装使用简便,保证了模具型腔温度,解决了因模具型腔温度偏低导致的锻件轮缘开裂和组织

一种等温锻造用模具加热炉.pdf
本发明是一种等温锻造用模具加热炉,其特征在于:(1)该加热炉主要包括外炉和内炉,外炉为大型环状结构,内炉为一个用耐火层构成的圆柱状体,套装在外炉的内腔中心处;(2)外炉加热元件采用电阻丝,环形、从上至下等间距排布在上外炉体和下外炉体的内腔的内缘面上;内炉加热元件采用电阻带形式,将电阻带绕制成回线形,均匀地悬挂于内炉的圆柱体的外表面。与现有技术相比,该加热炉实现了对具有单孔、圆形的大型、特大型整体框等温锻造模具的加热既保证了正常的加热速度,又解决了温度梯度变化大对模具的影响问题及k403材料加热时热敏感性的
一种可移动封闭式等温锻造用模具加热装置.pdf
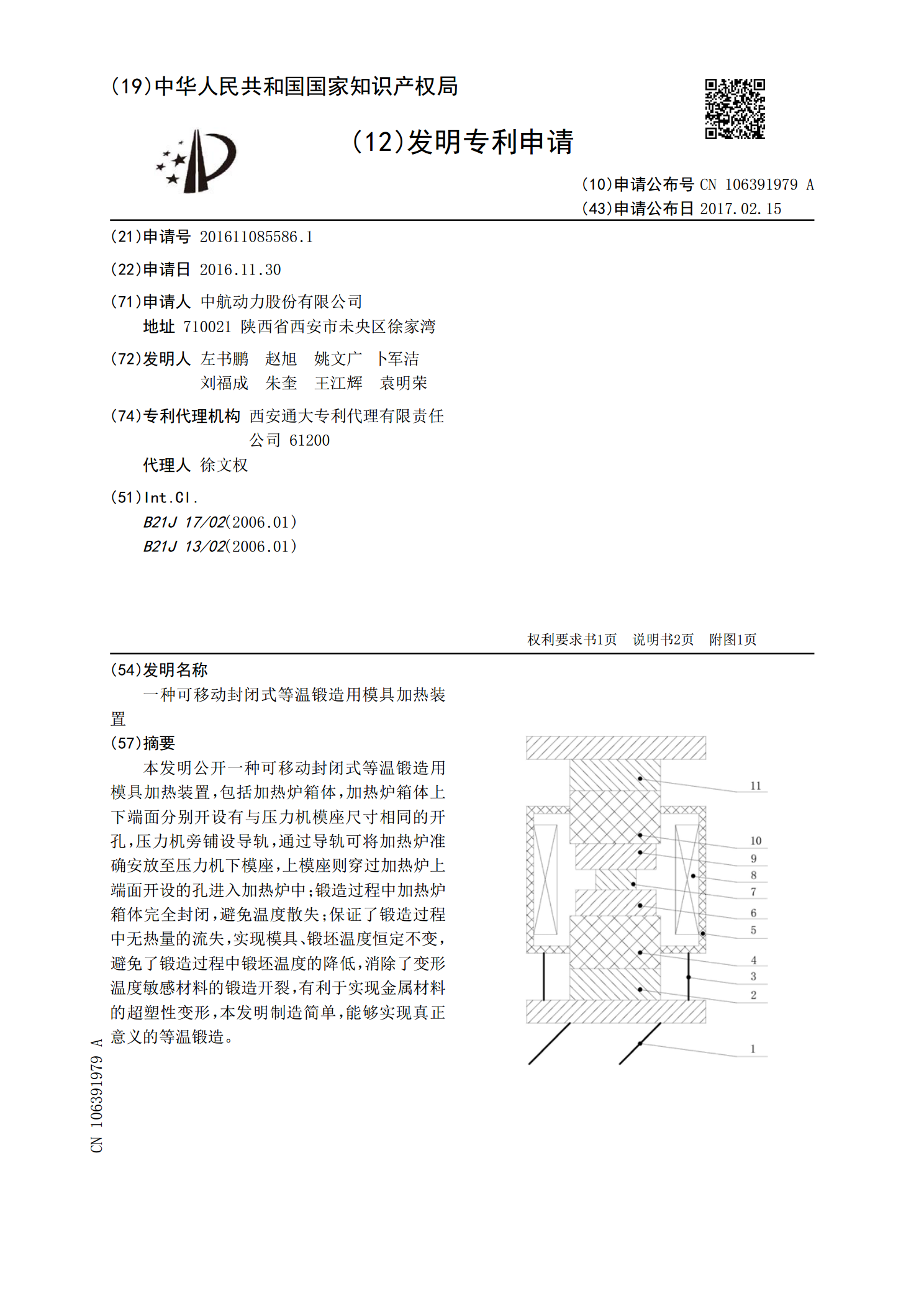
本发明公开一种可移动封闭式等温锻造用模具加热装置,包括加热炉箱体,加热炉箱体上下端面分别开设有与压力机模座尺寸相同的开孔,压力机旁铺设导轨,通过导轨可将加热炉准确安放至压力机下模座,上模座则穿过加热炉上端面开设的孔进入加热炉中;锻造过程中加热炉箱体完全封闭,避免温度散失;保证了锻造过程中无热量的流失,实现模具、锻坯温度恒定不变,避免了锻造过程中锻坯温度的降低,消除了变形温度敏感材料的锻造开裂,有利于实现金属材料的超塑性变形,本发明制造简单,能够实现真正意义的等温锻造。