
一种环件锻造方法.pdf

猫巷****熙柔


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种环件锻造方法.pdf
本发明公开了一种环件锻造方法,包括步骤:将圆形棒料送入输送式加热炉内进行加热;将从加热炉内输送出的圆形棒料移至压机内左侧第一工位;采用压机对圆形棒料进行镦粗;利用机械手将镦粗后的坯件移至压机中心的第二工位;利用压机对坯件进行反挤处理,在坯件上下两侧分别形成第一盲孔与第二盲孔;通过机械手将完成反挤处理的杯形件移至压机右侧的第三工位;利用压机进行冲掉第一盲孔与第二盲孔之间的连皮,获得环形坯件;利用机械手将环形坯件送到输料带上。其显著效果是:提高了材料利用率、降低了人工劳动强度,生产效率高,便于后续自动化生产。
一种定制环件的锻造方法.pdf
本发明公开了一种定制环件的锻造方法,其技术方案是:包括以下步骤:按锻件成品体积计算棒料用量,在锯床按增加了余量和冲子冲出余量的棒料下料作为坯料,用电炉加热后放在铁砧上用快锻机锻造,正反面全面镦粗后拔长,然后正反面再全面镦粗、拔长交替进行5次以上,再次加热镦粗,旋转压平,坯料压扁成饼状,然后将饼状坯料中部压薄,直至中部厚度符合冲子冲出余量计算时的厚度尺寸,用实心冲子二次冲孔后加热,带芯轴延伸,再加热后在马架上带芯轴扩孔,每次加热扩孔2‑3次,随着孔径的扩大相应更换芯轴直径,直至成型锻件,成型锻件空冷至550
一种新型超高锥形环件自由锻造方法.pdf
本发明涉及一种新型超高锥形环件自由锻造方法,包括如下操作步骤:第一步:准备铝合金坯料;第二步:将铝合金加热至460℃后,保温15-20个小时后出炉;第三步:对铝合金进行改锻;第四步:改锻冲孔结束后进行空冷,然后对铝合金表面以及内孔进行清伤;第五步:将铝合金加热至460℃后,保温8-12个小时后出炉;第六步:采用芯轴拔长的方式,将坯料拔长至1200mm以上,坯料为内直外锥,热料回炉保温3-4个小时后出炉;第七步:将坯料安装至马架上,采用马架扩孔的形式,使坯料成为锥形自由锻环。提高材料利用率,节约生产成本。
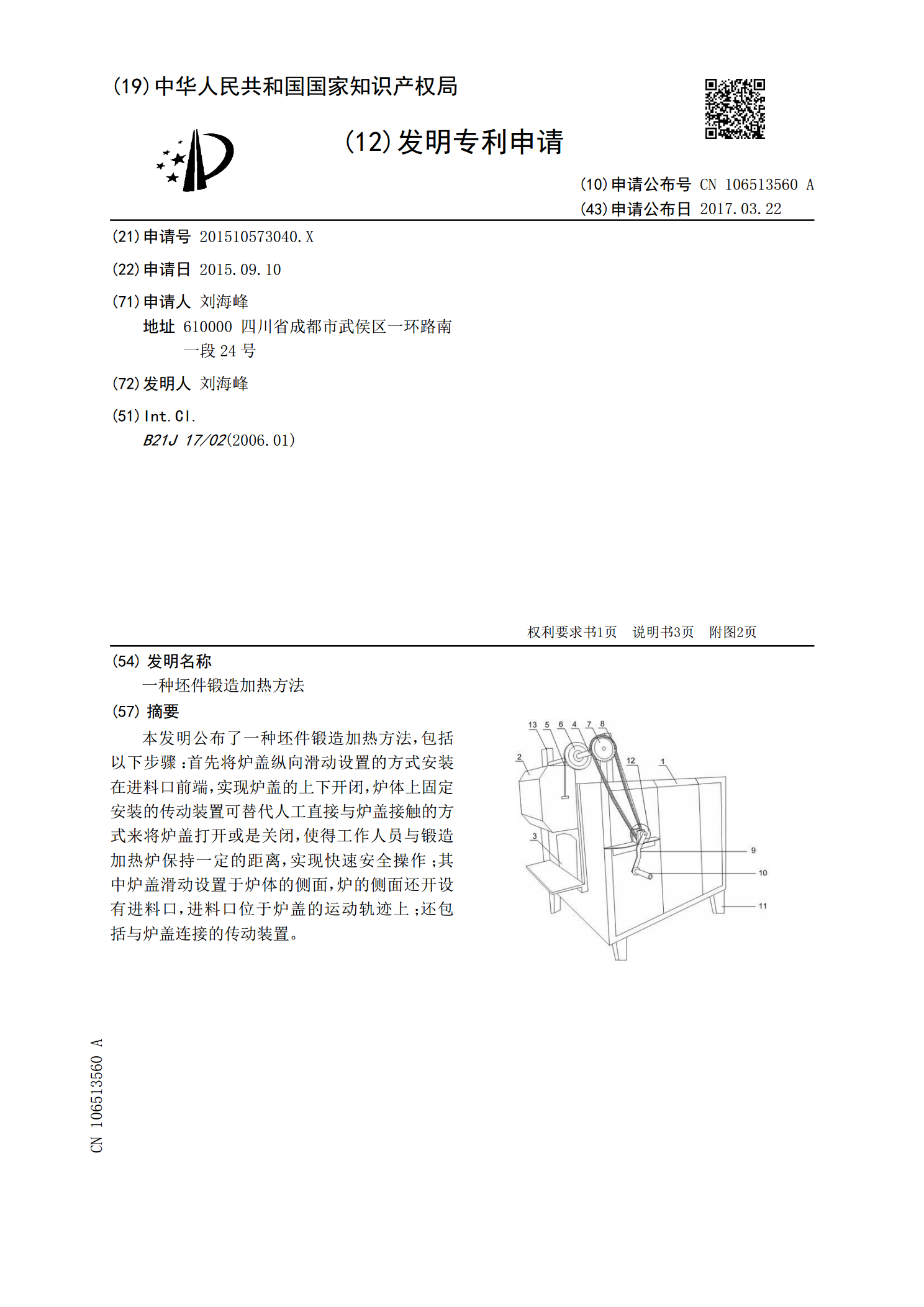
一种坯件锻造加热方法.pdf
本发明公布了一种坯件锻造加热方法,包括以下步骤:首先将炉盖纵向滑动设置的方式安装在进料口前端,实现炉盖的上下开闭,炉体上固定安装的传动装置可替代人工直接与炉盖接触的方式来将炉盖打开或是关闭,使得工作人员与锻造加热炉保持一定的距离,实现快速安全操作;其中炉盖滑动设置于炉体的侧面,炉的侧面还开设有进料口,进料口位于炉盖的运动轨迹上;还包括与炉盖连接的传动装置。

一种坯件锻造加热方法.pdf
本发明公布了一种坯件锻造加热方法,包括以下步骤:首先将炉盖纵向滑动设置的方式安装在进料口前端,实现炉盖的上下开闭,炉体上固定安装的传动装置可替代人工直接与炉盖接触的方式来将炉盖打开或是关闭,使得工作人员与锻造加热炉保持一定的距离,实现快速安全操作;其中炉盖滑动设置于炉体的侧面,炉的侧面还开设有进料口,进料口位于炉盖的运动轨迹上;还包括与炉盖连接的传动装置。