
TC21钛合金线性摩擦焊接头力学性能优化方法.pdf

文宣****66

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
TC21钛合金线性摩擦焊接头力学性能优化方法.pdf
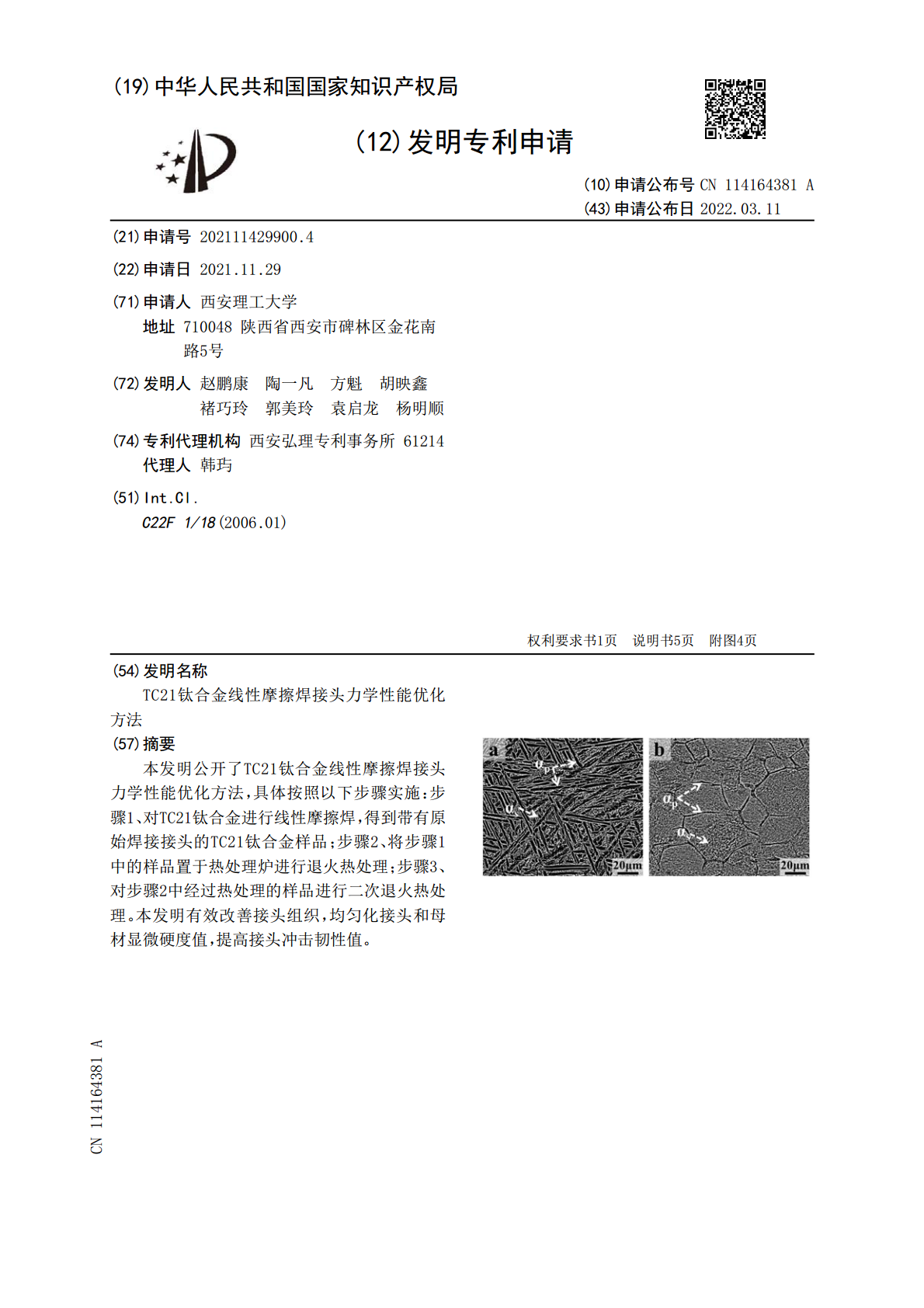
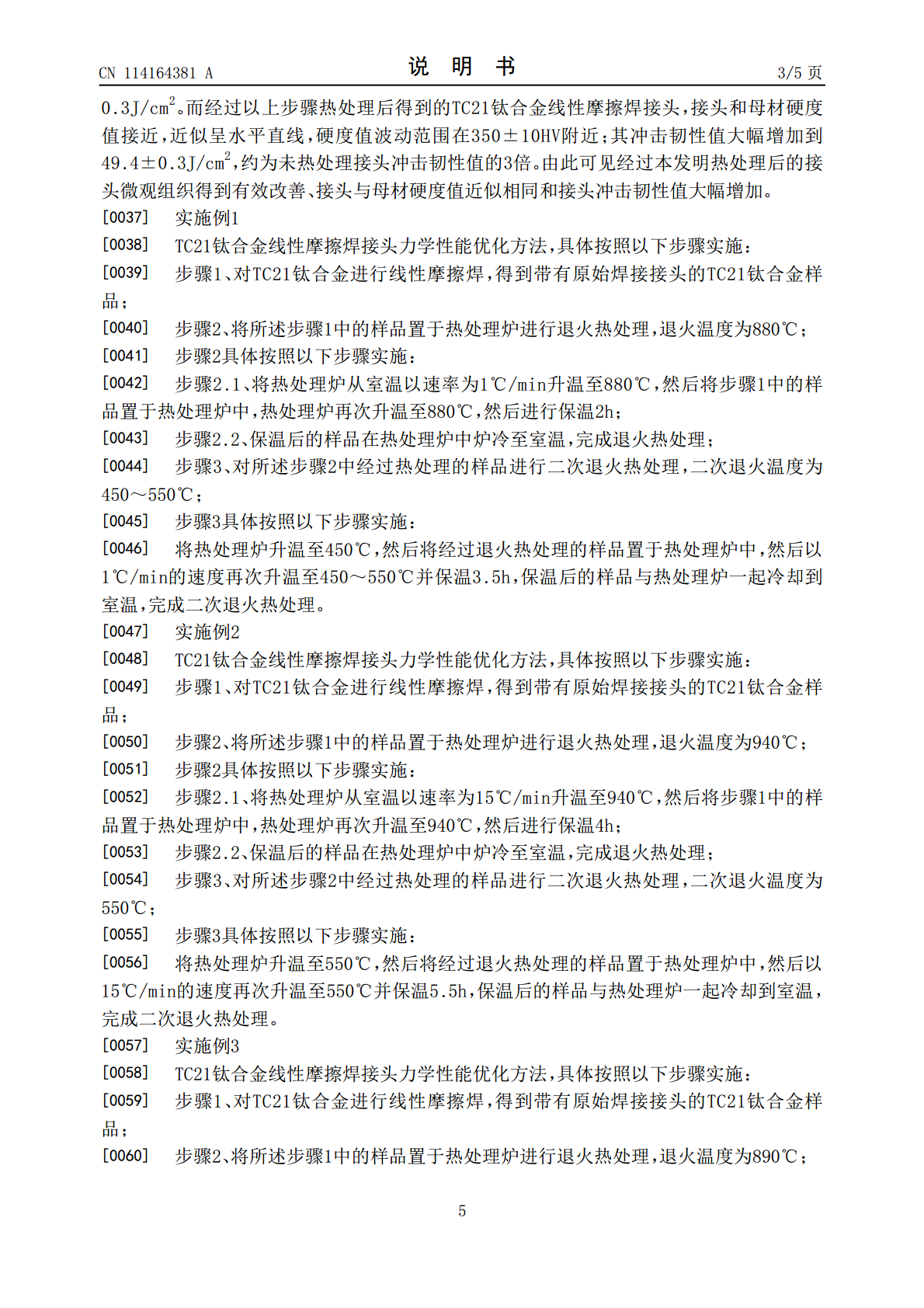
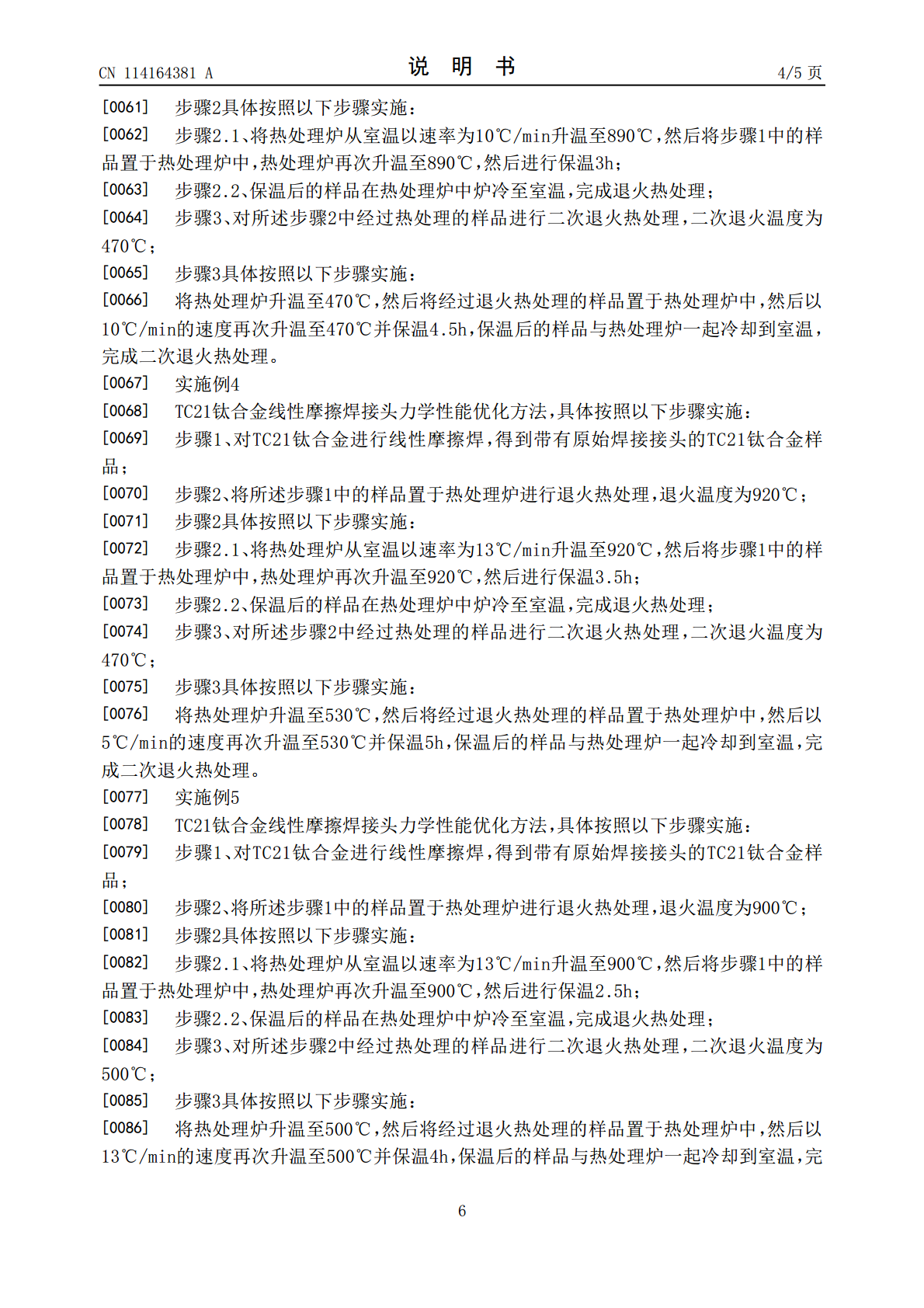
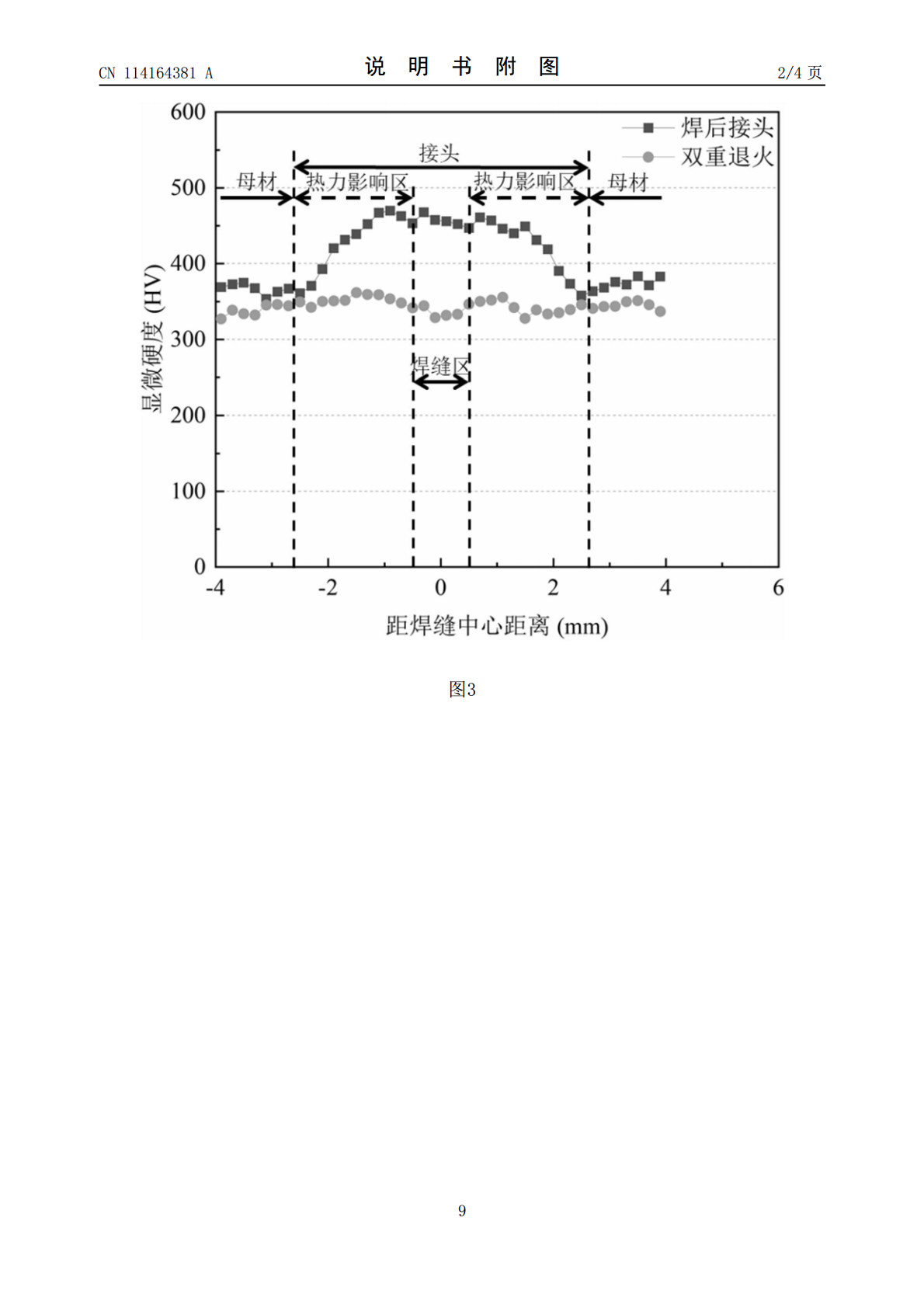
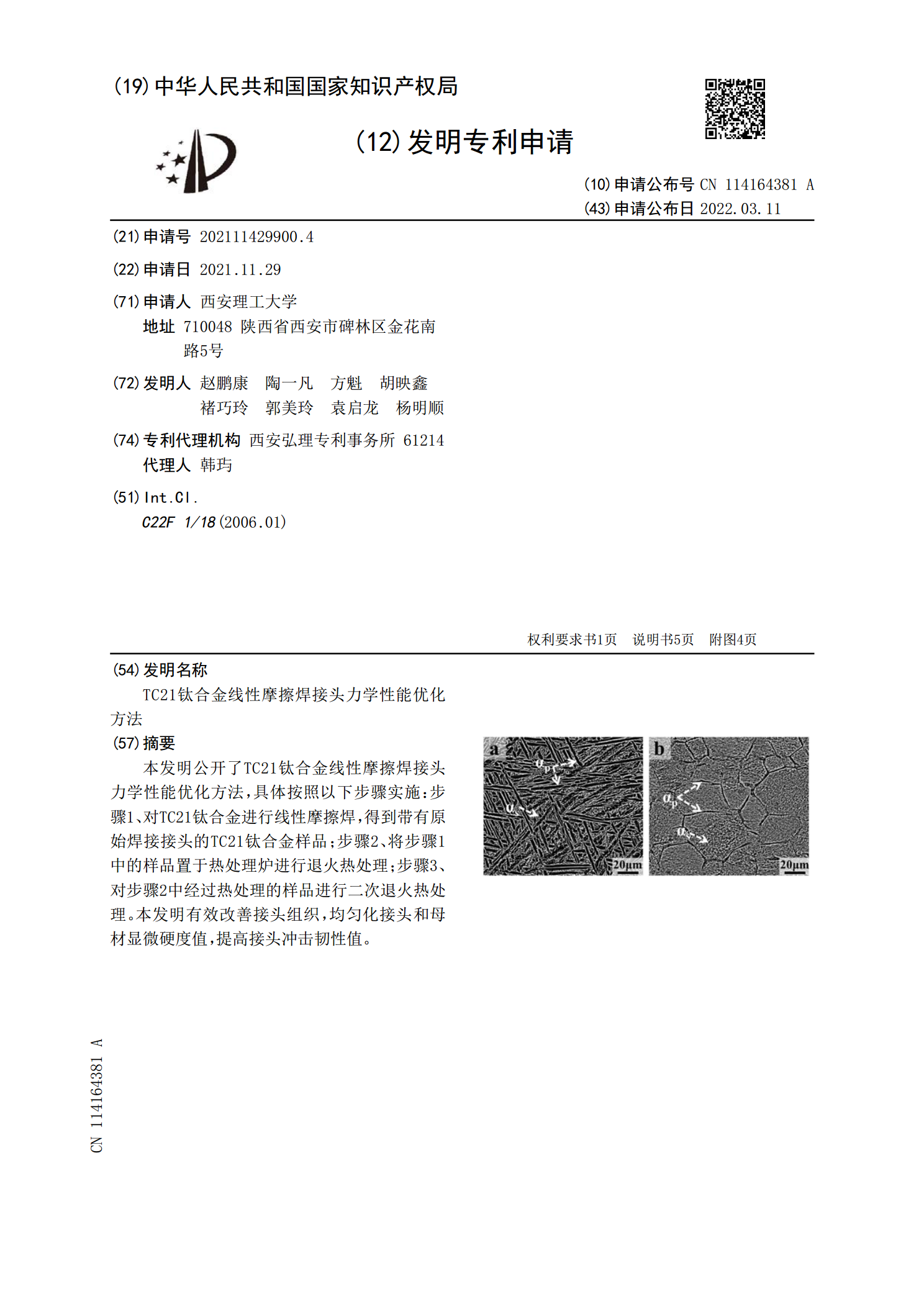
本发明公开了TC21钛合金线性摩擦焊接头力学性能优化方法,具体按照以下步骤实施:步骤1、对TC21钛合金进行线性摩擦焊,得到带有原始焊接接头的TC21钛合金样品;步骤2、将步骤1中的样品置于热处理炉进行退火热处理;步骤3、对步骤2中经过热处理的样品进行二次退火热处理。本发明有效改善接头组织,均匀化接头和母材显微硬度值,提高接头冲击韧性值。

钛合金线性摩擦焊接头腐蚀行为与优化方法研究.docx
钛合金线性摩擦焊接头腐蚀行为与优化方法研究钛合金是一种广泛应用于航空、航天、化工等高科技领域的材料,其在高温、腐蚀等极端环境下表现出良好的性能。然而,钛合金在焊接过程中容易发生腐蚀现象,降低了焊接接头的质量和性能。因此,研究钛合金线性摩擦焊接头的腐蚀行为及其优化方法具有重要意义。线性摩擦焊是一种比传统焊接方法更为先进、高效的焊接技术,它通过摩擦、塑性变形和固态扩散的相互作用,将金属板材焊接在一起。相较于传统的焊接方法,线性摩擦焊接具有低能耗、无污染、焊接过程简单等优点,因此越来越多地被用于钛合金的焊接。然

TC17钛合金线性摩擦焊接头组织及力学性能分析.docx
TC17钛合金线性摩擦焊接头组织及力学性能分析摘要钛合金是一种重要的结构材料,具有良好的力学性能和耐腐蚀性。而线性摩擦焊是一种实现钛合金焊接的有效方法。本论文通过对TC17钛合金线性摩擦焊接头的组织和力学性能进行分析,研究了摩擦焊对焊缝结构和性能的影响。引言钛合金因其优异的力学性能和耐腐蚀性被广泛应用于航空、航天和化工等领域。传统的钛合金焊接方法存在着固态熔化和热影响区等问题,使焊接接头的性能受到限制。而线性摩擦焊作为一种新兴的焊接技术,能够有效解决这些问题。方法本研究使用TC17钛合金材料进行了线性摩擦
一种优化钛合金线性摩擦焊接头显微硬度的热处理方法.pdf
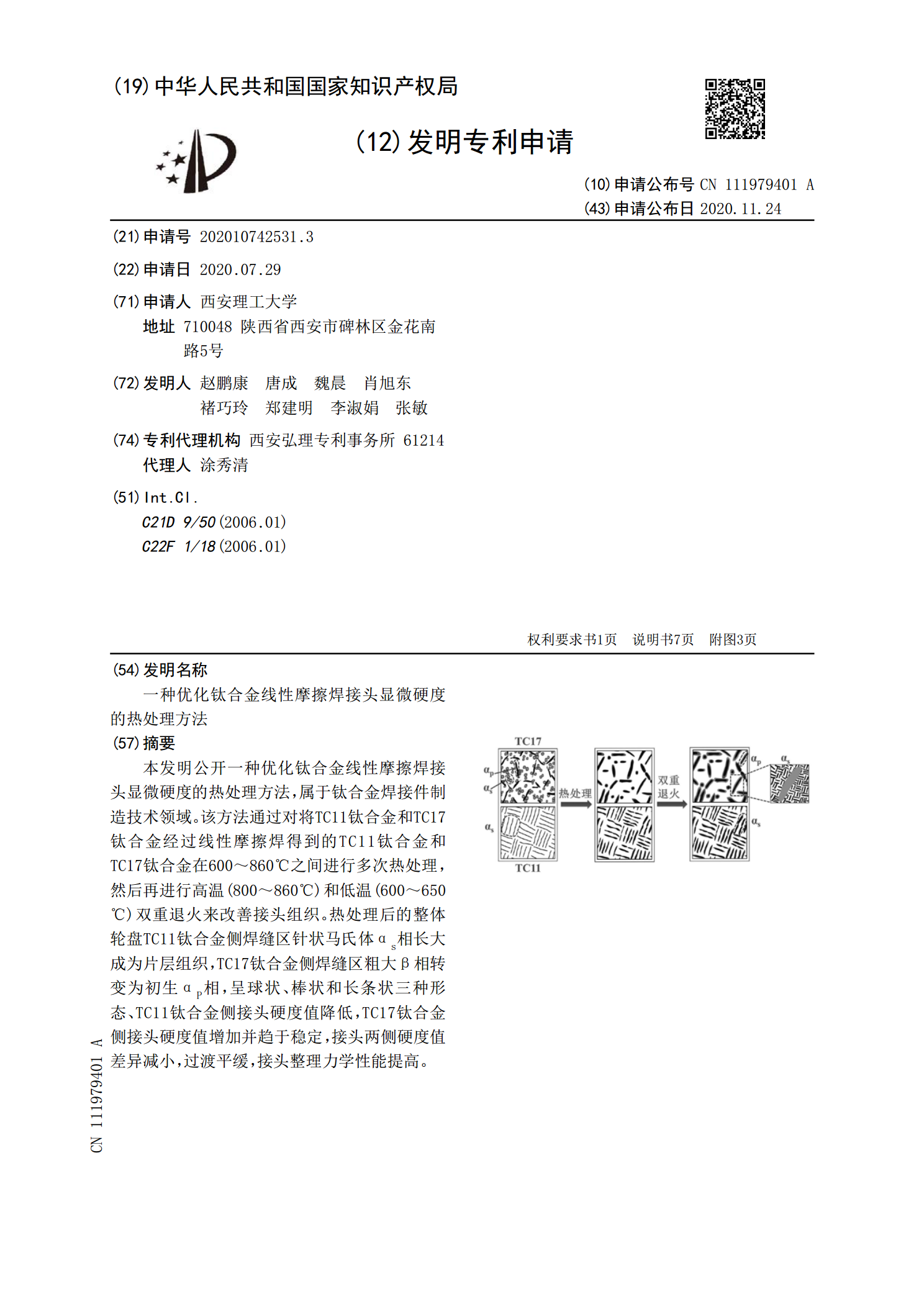
本发明公开一种优化钛合金线性摩擦焊接头显微硬度的热处理方法,属于钛合金焊接件制造技术领域。该方法通过对将TC11钛合金和TC17钛合金经过线性摩擦焊得到的TC11钛合金和TC17钛合金在600~860℃之间进行多次热处理,然后再进行高温(800~860℃)和低温(600~650℃)双重退火来改善接头组织。热处理后的整体轮盘TC11钛合金侧焊缝区针状马氏体α

钛合金整体叶盘线性摩擦焊技术综述.docx
钛合金整体叶盘线性摩擦焊技术综述钛合金整体叶盘线性摩擦焊技术综述摩擦焊是一种高效、环保的金属连接技术,广泛应用于航空、航天、汽车、船舶等领域。而在航空发动机的制造领域,钛合金整体叶盘是发动机的核心部件之一,其连接强度对发动机的安全性和可靠性具有重要影响。因此,钛合金整体叶盘的连接技术研究备受关注,其中线性摩擦焊技术作为一种新型的连接方法,具有独特的优势和应用前景。1.钛合金整体叶盘的特点钛合金具有密度小、强度高、耐腐蚀等优点,是制造航空发动机部件的理想材料。整体叶盘作为航空发动机中承受高温高压等复杂力学环