
一种纤维绝缘扎带及其制备工艺.pdf

一只****写意

1/7

2/7

3/7
4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种纤维绝缘扎带及其制备工艺.pdf
本发明属于绝缘扎带技术领域,公开了一种纤维绝缘扎带及其制备工艺。该扎带是以玄武岩纤维为增强体,与树脂基复合,制备出绝缘带;拟改善传统玻璃纤维绝缘带的性能,扩大使用温度范围,提升机械强度,拓展绝缘带在特殊环境下的应用。实现了线绝缘带电阻在5kΩ~20kΩ范围内控制。该绝缘带具有优异的力学性能和机械强度,可应用于线圈包扎紧密牢固;促进了绝缘带在变压器(尤其是高频变器、微波炉变压器)的层间绝缘和捆扎、陶瓷发热器及石英管的缠绕固定领域的应用。该绝缘带具有稳定性、柔软耐撕、粘结力强、无胶残留、不易变形的特点,适合于

一种聚丙烯纤维及其制备工艺.pdf
本申请涉及合成纤维领域,具体公开了一种聚丙烯纤维及其制备方法,产品包括聚丙烯:80‑100份、甲壳素:18‑22份、钛白粉:30‑60份、抗氧剂:50‑90份、硅烷偶联剂:40‑60份、其制备方法为:甲壳素加入到乙酸中,乙酸调和甲壳素成糊状溶剂,聚丙烯、甲壳素、钛白粉、抗氧剂、硅烷偶联剂加入糊状溶剂中,再加热混合抽提乙酸,在挤出过程中加入氮气气氛做保护,直至纤维成型冷却至60℃以下,冷却成型的纤维中加入分散剂、热稳定剂、填料剂,混合均匀得到聚丙烯纤维,本申请的产品可用于合成纤维,其具有减缓受高温和紫外线氧

一种绝缘鞋底的制备工艺及其加工设备.pdf
本发明公开了一种绝缘鞋底的制备工艺及其加工设备,属于劳保鞋底领域。一种绝缘鞋底的制备工艺,具体包括以下步骤:S1、原料准备:按配方称重各原料,聚异戊二烯橡胶5g、天然橡胶5g、丁二烯橡胶5、溶聚丁苯10g、止滑胶1g、白烟二氧化硅8g、氧化锌1g、硬脂酸0.2g、聚乙二醇0.8g、耐磨剂0.8g、防老化剂0.2g、抗氧剂0.1g和防吐霜剂0.2g;首先将称取的聚异戊二烯橡胶5g、天然橡胶5g和丁二烯橡胶5g投入至加热炉中并充分搅拌混合。本发明通过在原料中添加聚异戊二烯橡胶10g和丁二烯橡胶10g,聚异戊二
一种陶瓷纤维滤芯及其制备工艺.pdf
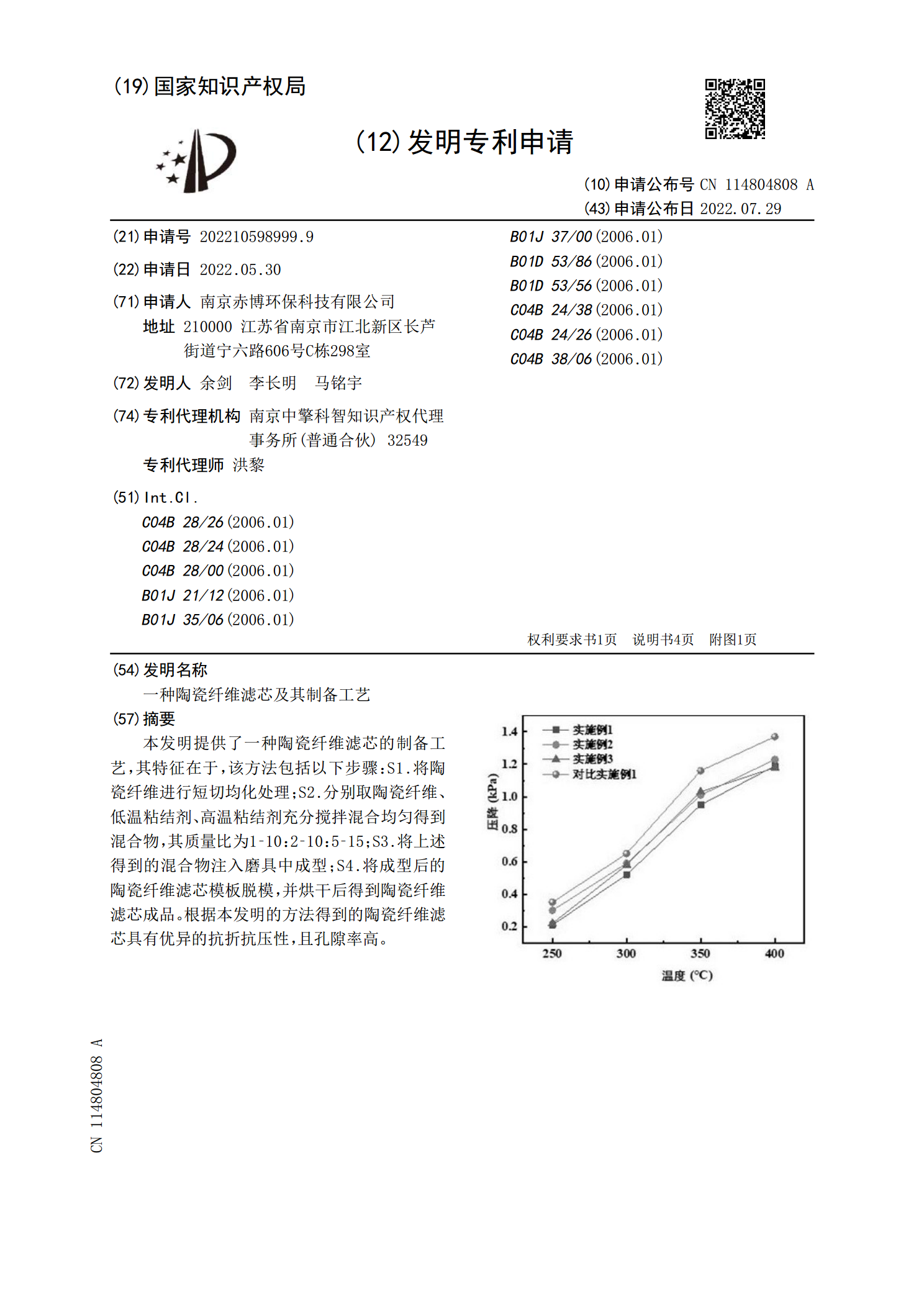
本发明提供了一种陶瓷纤维滤芯的制备工艺,其特征在于,该方法包括以下步骤:S1.将陶瓷纤维进行短切均化处理;S2.分别取陶瓷纤维、低温粘结剂、高温粘结剂充分搅拌混合均匀得到混合物,其质量比为1?10:2?10:5?15;S3.将上述得到的混合物注入磨具中成型;S4.将成型后的陶瓷纤维滤芯模板脱模,并烘干后得到陶瓷纤维滤芯成品。根据本发明的方法得到的陶瓷纤维滤芯具有优异的抗折抗压性,且孔隙率高。

一种玻璃纤维布及其制备工艺.pdf
本发明提供了一种玻璃纤维布及其制备工艺,涉及玻璃纤维布制作技术领域。所述的制备方法包括以下步骤:(1)对玻璃纤维布进行清洗,干燥;(2)将干燥后的玻璃纤维布浸入表面处理剂中进行浸渍处理;(3)将浸渍后的玻璃纤维布进行干燥、烘干,即得到处理后的玻璃纤维布。其中,所述的表面处理剂,按重量份数计包括以下组分:环氧树脂乳液10?20份、偶联剂2?5份、增塑剂0.5?1份、成膜剂5?10份、抗氧剂2?6份和消泡剂3?6份;本身请通过对偶联剂和增塑剂的组分进行控制,显著提高了玻璃纤维布的综合性能,提高了玻璃纤维布的弯