
喷嘴接管装焊防变形支撑装置.pdf

邻家****文章

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

喷嘴接管装焊防变形支撑装置.pdf
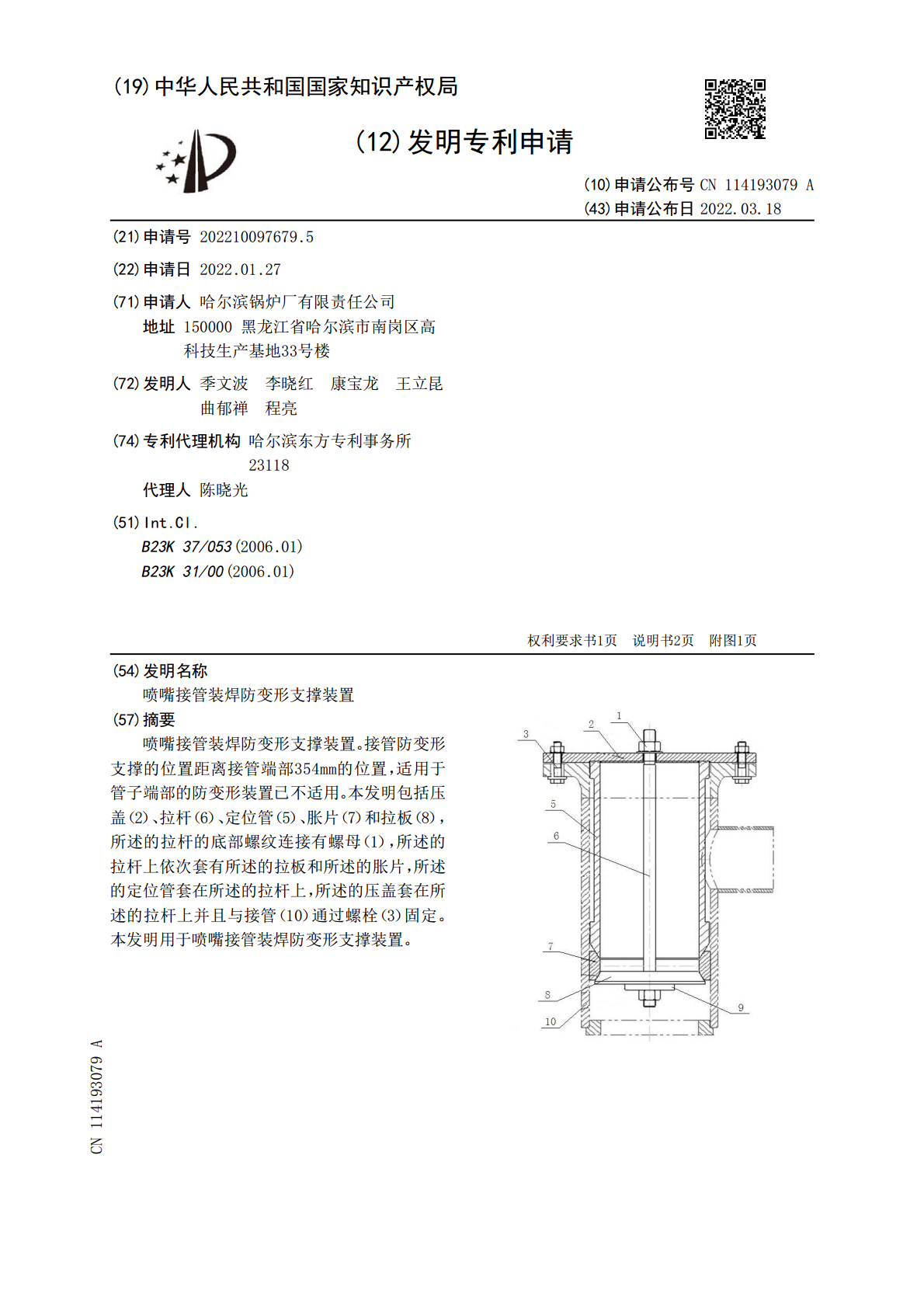
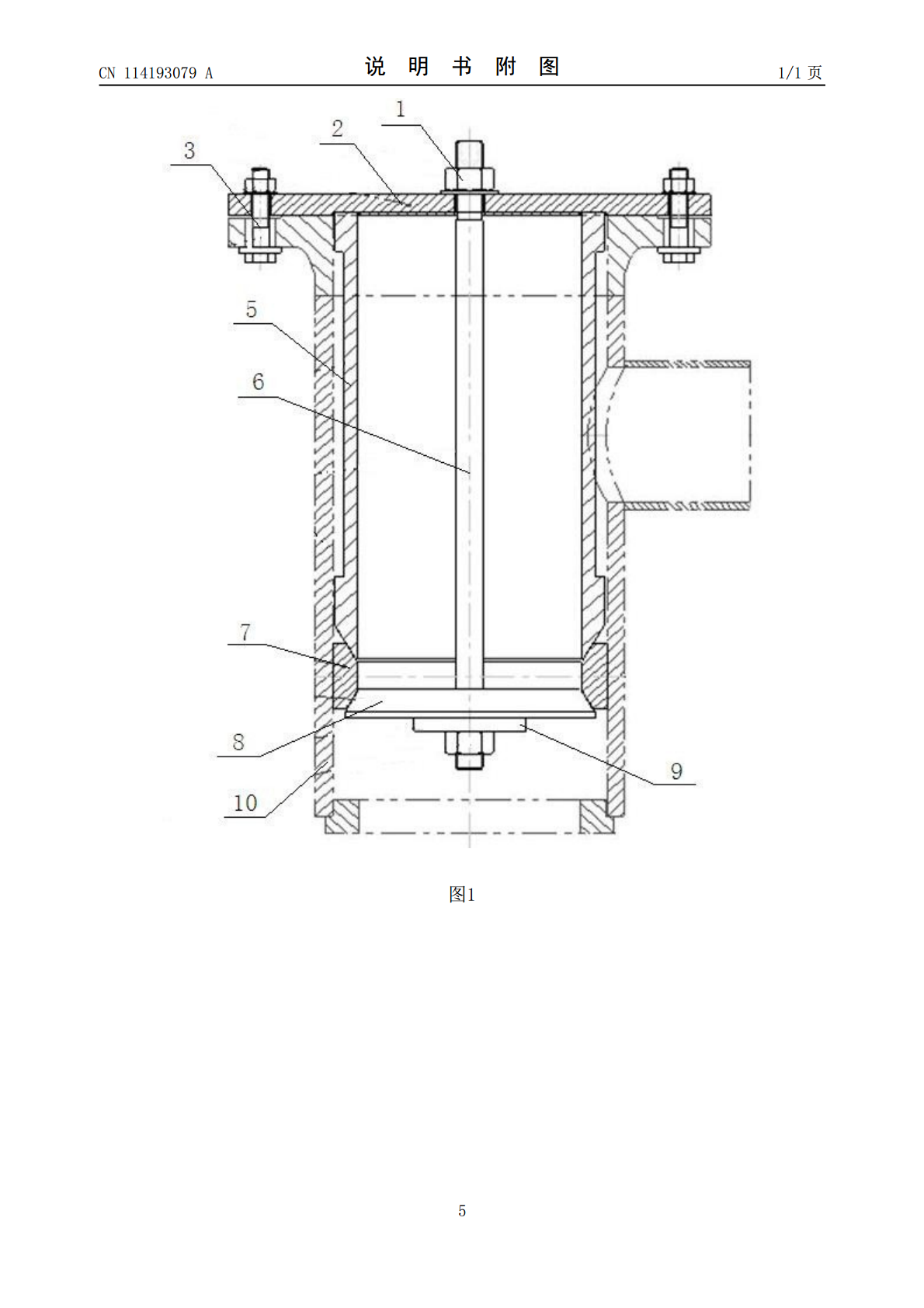
喷嘴接管装焊防变形支撑装置。接管防变形支撑的位置距离接管端部354mm的位置,适用于管子端部的防变形装置已不适用。本发明包括压盖(2)、拉杆(6)、定位管(5)、胀片(7)和拉板(8),所述的拉杆的底部螺纹连接有螺母(1),所述的拉杆上依次套有所述的拉板和所述的胀片,所述的定位管套在所述的拉杆上,所述的压盖套在所述的拉杆上并且与接管(10)通过螺栓(3)固定。本发明用于喷嘴接管装焊防变形支撑装置。
一种薄壁管件装焊防变形用支撑装置.pdf
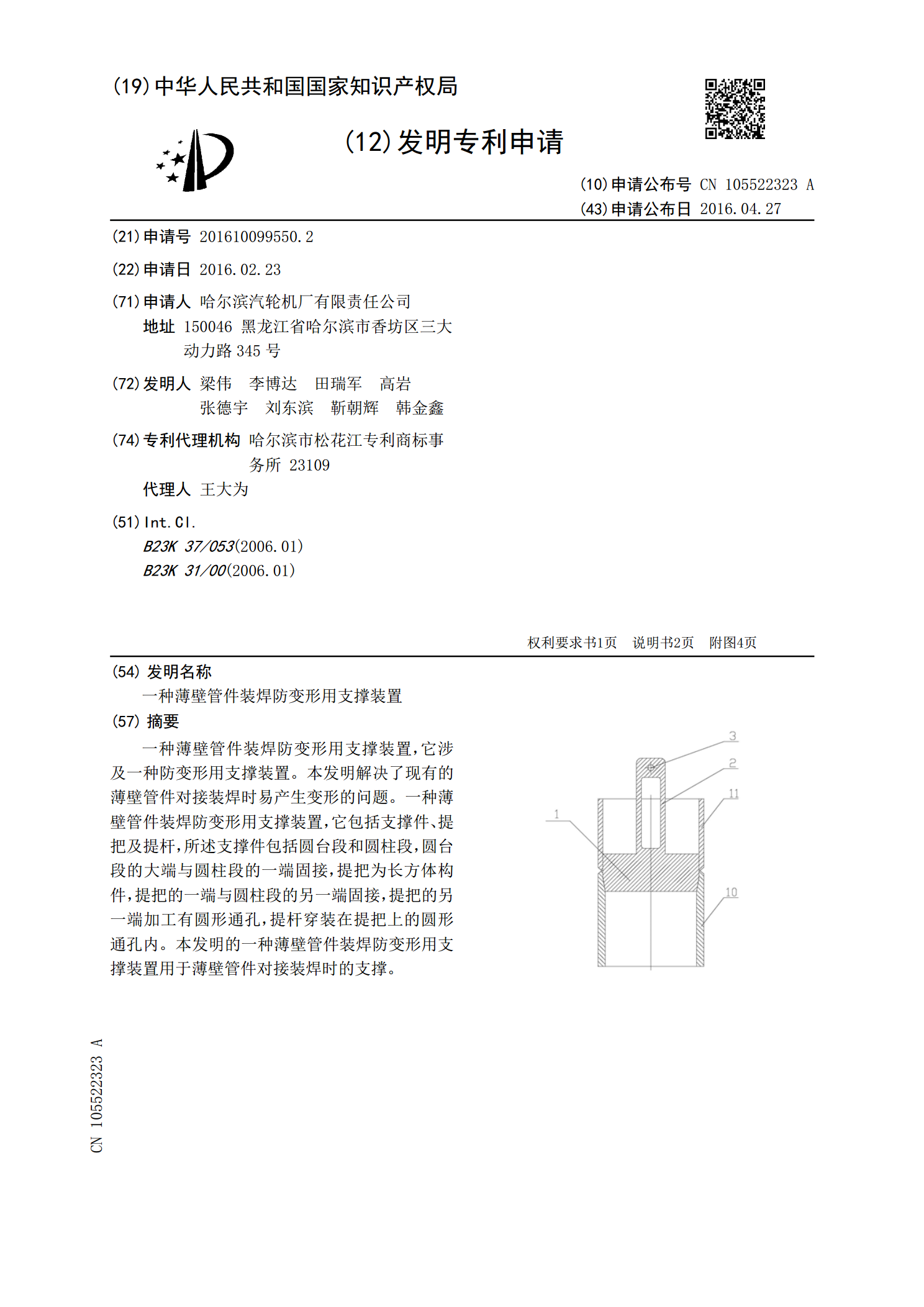
一种薄壁管件装焊防变形用支撑装置,它涉及一种防变形用支撑装置。本发明解决了现有的薄壁管件对接装焊时易产生变形的问题。一种薄壁管件装焊防变形用支撑装置,它包括支撑件、提把及提杆,所述支撑件包括圆台段和圆柱段,圆台段的大端与圆柱段的一端固接,提把为长方体构件,提把的一端与圆柱段的另一端固接,提把的另一端加工有圆形通孔,提杆穿装在提把上的圆形通孔内。本发明的一种薄壁管件装焊防变形用支撑装置用于薄壁管件对接装焊时的支撑。
一种多喷嘴气化炉侧壁烧嘴接管的装焊方法.pdf
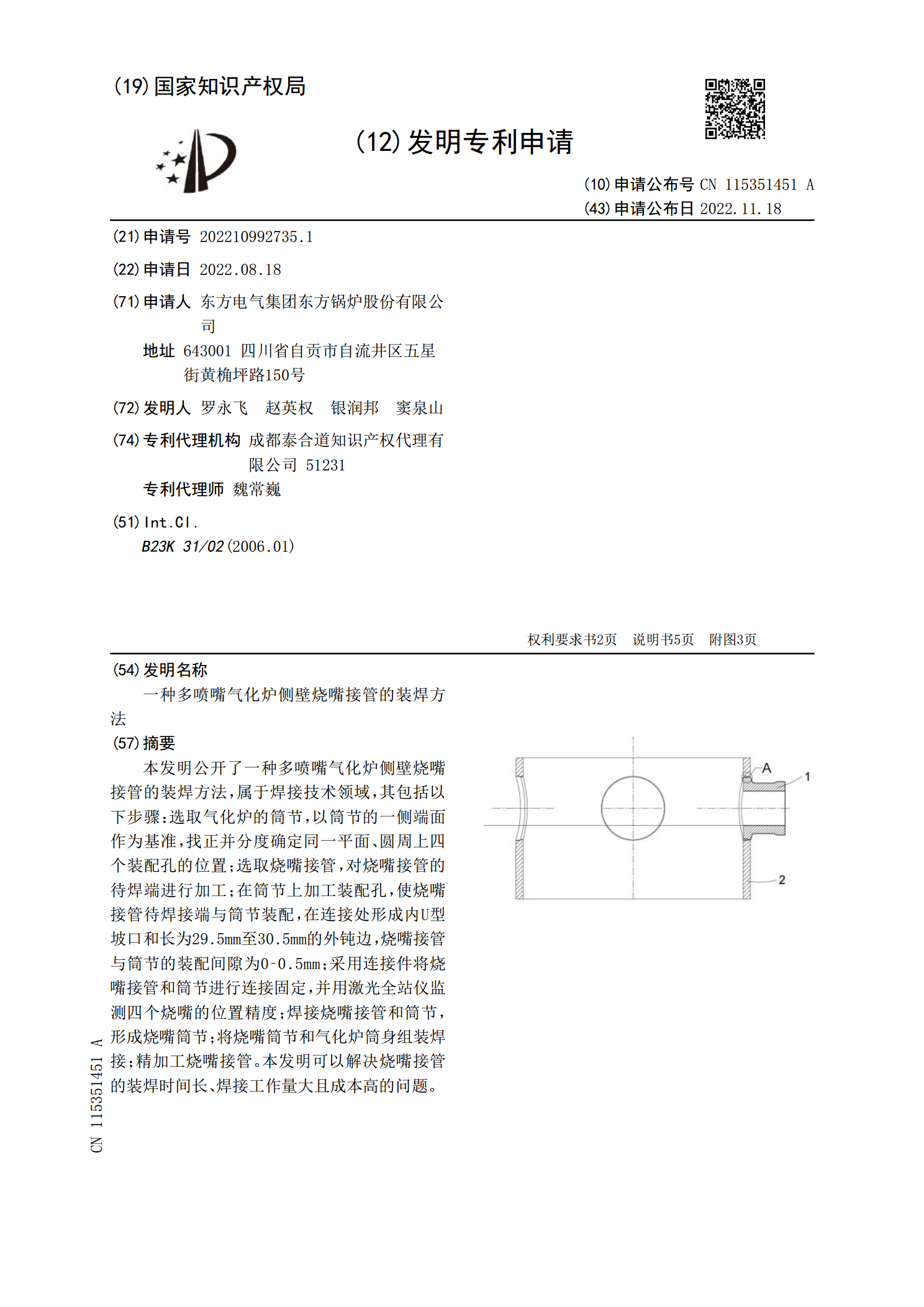
本发明公开了一种多喷嘴气化炉侧壁烧嘴接管的装焊方法,属于焊接技术领域,其包括以下步骤:选取气化炉的筒节,以筒节的一侧端面作为基准,找正并分度确定同一平面、圆周上四个装配孔的位置;选取烧嘴接管,对烧嘴接管的待焊端进行加工;在筒节上加工装配孔,使烧嘴接管待焊接端与筒节装配,在连接处形成内U型坡口和长为29.5mm至30.5mm的外钝边,烧嘴接管与筒节的装配间隙为0‑0.5mm;采用连接件将烧嘴接管和筒节进行连接固定,并用激光全站仪监测四个烧嘴的位置精度;焊接烧嘴接管和筒节,形成烧嘴筒节;将烧嘴筒节和气化炉筒身

管道管口防变形支撑装置及操作方法.pdf
本发明提出了管道管口防变形支撑装置及操作方法,属于管口支撑技术领域,其包括中心柱,中心柱的外壁沿周向均布连接有三根支撑杆,每根支撑杆的端部各连接有轮架,每个轮架上连接有可旋转地的转轴,每根转轴上连接有一链轮;每根转轴上还连接有摆臂,摆臂的端部连接有支撑球头;三个链轮上挂设连接有链条,链条的首端和尾端之间连接有导柱,链条与导柱共同围绕形成等边三角形结构;导柱位于等边三角形结构的直线段;还包括用于带动导柱移动的可定位的驱动机构。本发明可实现自定心支撑,结构简单、操作方便;并且可适用于不同管径的管口。

一种防管道端部变形的支撑装置.pdf
本发明公开了一种防管道端部变形的支撑装置,包括:支撑结构,支撑结构包括中心环板、分布在中心环板外圈的若干根支撑杆、设在每根支撑杆外端部的支撑夹;防滑结构,防滑结构包括固定在中心环板上的若干个结构支撑环、活动穿插于中心环板的螺纹栓、设在螺纹栓端部的尾板、可转动连接在尾板上的若干根支撑龙骨、可转动连接在支撑龙骨外端部的防滑支撑板,支撑龙骨一一对应活动穿过结构支撑环。该支撑装置通过支撑结构和防滑结构共同作用于管道端部,在运输、存放、使用状态下均能有效防止管道端部发生变形,且还能适用于不同直径的管道端部支撑,在支