
一种基于熔体控速滴铸的镁及镁合金熔铸装置和方法.pdf

是翠****ng


1/10

2/10
3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种基于熔体控速滴铸的镁及镁合金熔铸装置和方法.pdf
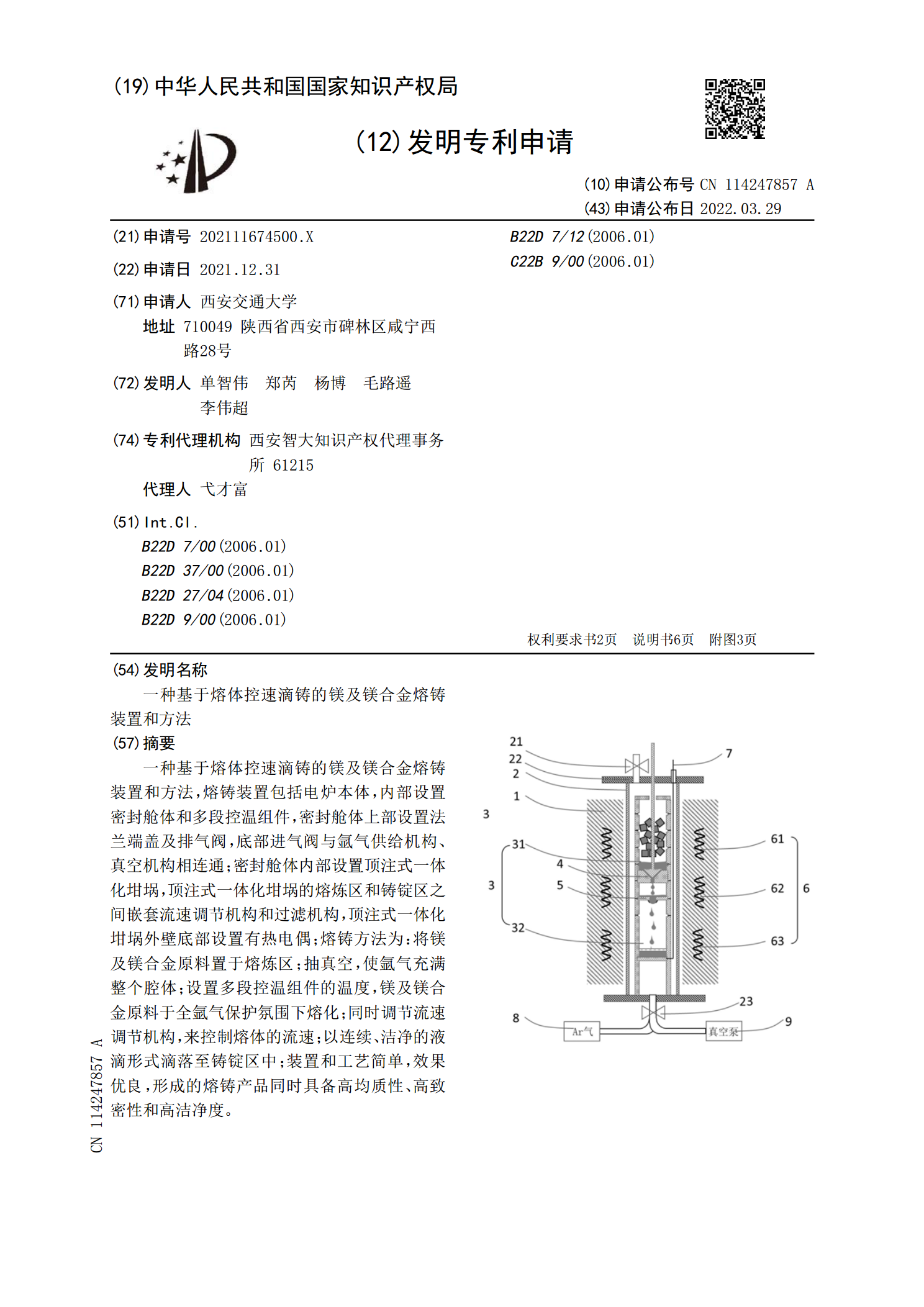
一种基于熔体控速滴铸的镁及镁合金熔铸装置和方法,熔铸装置包括电炉本体,内部设置密封舱体和多段控温组件,密封舱体上部设置法兰端盖及排气阀,底部进气阀与氩气供给机构、真空机构相连通;密封舱体内部设置顶注式一体化坩埚,顶注式一体化坩埚的熔炼区和铸锭区之间嵌套流速调节机构和过滤机构,顶注式一体化坩埚外壁底部设置有热电偶;熔铸方法为:将镁及镁合金原料置于熔炼区;抽真空,使氩气充满整个腔体;设置多段控温组件的温度,镁及镁合金原料于全氩气保护氛围下熔化;同时调节流速调节机构,来控制熔体的流速;以连续、洁净的液滴形式滴落

一种净化镁或镁合金熔体的装置和方法.pdf
本发明公开了一种净化镁或镁合金熔体的装置和方法,属于金属熔体净化技术领域。该装置包括筒状容器和隔板,隔板将容器分隔为腔室Ⅰ和腔室Ⅱ,隔板下部留有使腔室Ⅰ和腔室Ⅱ相连通的通道;所述腔室Ⅱ的连通口处或其上方设置筛网,或者腔室Ⅰ和腔室Ⅱ的连通口处或其上方都设置筛网;净化方法是利用浸没在熔剂内的筛网结构将熔体在熔剂内强制弥散分布,形成了大量熔剂环绕包裹少量镁熔体的状态,从而促成了熔剂对镁熔体内非金属夹杂物的良好吸附捕获;净化后的镁或镁合金熔体自然上浮到熔剂表面富集,使熔剂和镁熔体分层,获得净化的镁或镁合金熔体。本

一种制备高洁净度镁或镁合金熔体的熔炼装置和工艺.pdf
本发明公开了一种制备高洁净度镁或镁合金熔体的熔炼装置和工艺,属于金属冶炼技术领域。该装置包括熔化炉、搅拌装置、控温系统、真空系统、充气加压系统、净化炉和熔体转移装置;镁或镁合金在熔化炉内进行熔炼,采用密封和保护性气氛防止镁或镁合金熔体燃烧或过分氧化,采用特制装置充分搅拌熔体,得到化学成分均匀的镁或镁合金熔体;均质的熔体通过熔体转移装置自动输送到净化炉的净化坩埚中,熔体经过净化介质层后被弥散分布,夹杂物被去除干净;洁净、均质的熔体进行后续操作工序。本发明摒弃了传统的镁合金熔剂熔炼工艺,并实现了镁或镁合金熔体
一种去除镁或镁合金熔体中氧化镁夹杂的方法.pdf
本发明公开了一种去除镁或镁合金熔体中氧化镁夹杂的方法,属于金属熔体净化技术领域。所述方法为在镁或镁合金熔炼过程中,向镁或镁合金熔体中加入能够与氧化镁发生还原反应的金属元素,使所加入的金属元素与氧化镁夹杂发生还原反应,生成密度比镁或镁合金密度大的金属氧化物和镁;再通过静置使新生成的金属氧化物沉降到炉底,达到净化镁或镁合金熔体的目的。本发明能够有效去除镁或镁合金熔体中的氧化镁夹杂的含量,特别是针对现有技术中无法除去的小尺寸氧化镁(尺寸小于0.5mm),去除镁合金夹杂的效果好,提升了镁或镁合金的品质。

一种镁合金无溶剂熔铸一体化装置及方法.pdf
一种镁合金无溶剂熔铸一体化装置及方法,包含中控柜、混气柜、储气柜、熔铸炉、压力罐、转接座、铸型和合金锭生产线。中控柜控制混气柜将单质气体混和成多种混合气增压后送入储气柜进行储存,在镁合金熔炼阶段,浇注准备阶段、反重力铸造阶段、回炉料锭浇注阶段分别向合金液面、铸型直浇口或罐底、熔铸炉内、气体保护箱中针对性输送不同气体组成的混合保护气。本发明涉及的装置和方法无需使用溶剂,消除铸件熔剂夹渣和氧化夹渣缺陷,改善了镁合金生产环境,减少了镁合金熔炼‑铸造‑回炉循环生产过程合金氧化,无需转运、倾倒、保温、二次处理等中间