
耐高温抗积瘤复合梯度涂层及其制备方法.pdf

猫巷****志敏

1/7

2/7
3/7
4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

耐高温抗积瘤复合梯度涂层及其制备方法.pdf
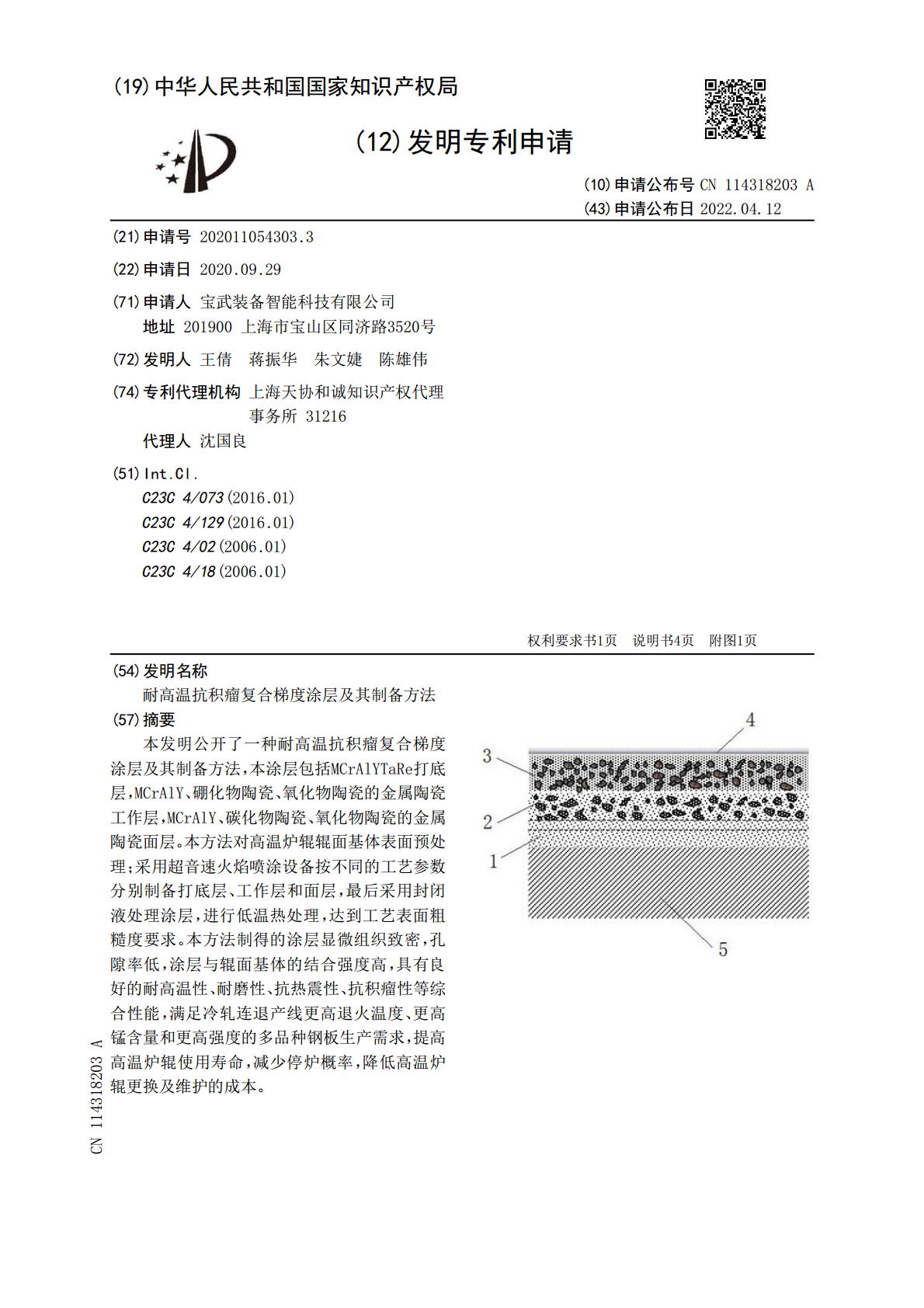
本发明公开了一种耐高温抗积瘤复合梯度涂层及其制备方法,本涂层包括MCrAlYTaRe打底层,MCrAlY、硼化物陶瓷、氧化物陶瓷的金属陶瓷工作层,MCrAlY、碳化物陶瓷、氧化物陶瓷的金属陶瓷面层。本方法对高温炉辊辊面基体表面预处理;采用超音速火焰喷涂设备按不同的工艺参数分别制备打底层、工作层和面层,最后采用封闭液处理涂层,进行低温热处理,达到工艺表面粗糙度要求。本方法制得的涂层显微组织致密,孔隙率低,涂层与辊面基体的结合强度高,具有良好的耐高温性、耐磨性、抗热震性、抗积瘤性等综合性能,满足冷轧连退产线更
一种复合梯度涂层及其制备方法.pdf
本发明公开了一种复合梯度涂层制备方法,对含钨基材进行预处理;将含钇、钨和钼的原料球磨混合后形成料浆,均匀地涂覆在所述含钨基材表面,烘干,然后在氢气中进行热处理,冷却后取出,得到表面形成钨钼复合层的含钨基材;将表面形成钨钼复合层的含钨基材完全埋入装有硅化渗剂的坩埚中,然后将坩埚装入气氛炉中,通入惰性气体,然后进行热处理,冷却后取出,得到含钨基材表面的复合梯度涂层。本发明制备工艺简单,可有效改善涂层与基体及涂层间结合力,大幅提升制得的复合梯度涂层基材的高温抗氧化性能和抗热震性能。本发明还涉及一种通过上述方法获
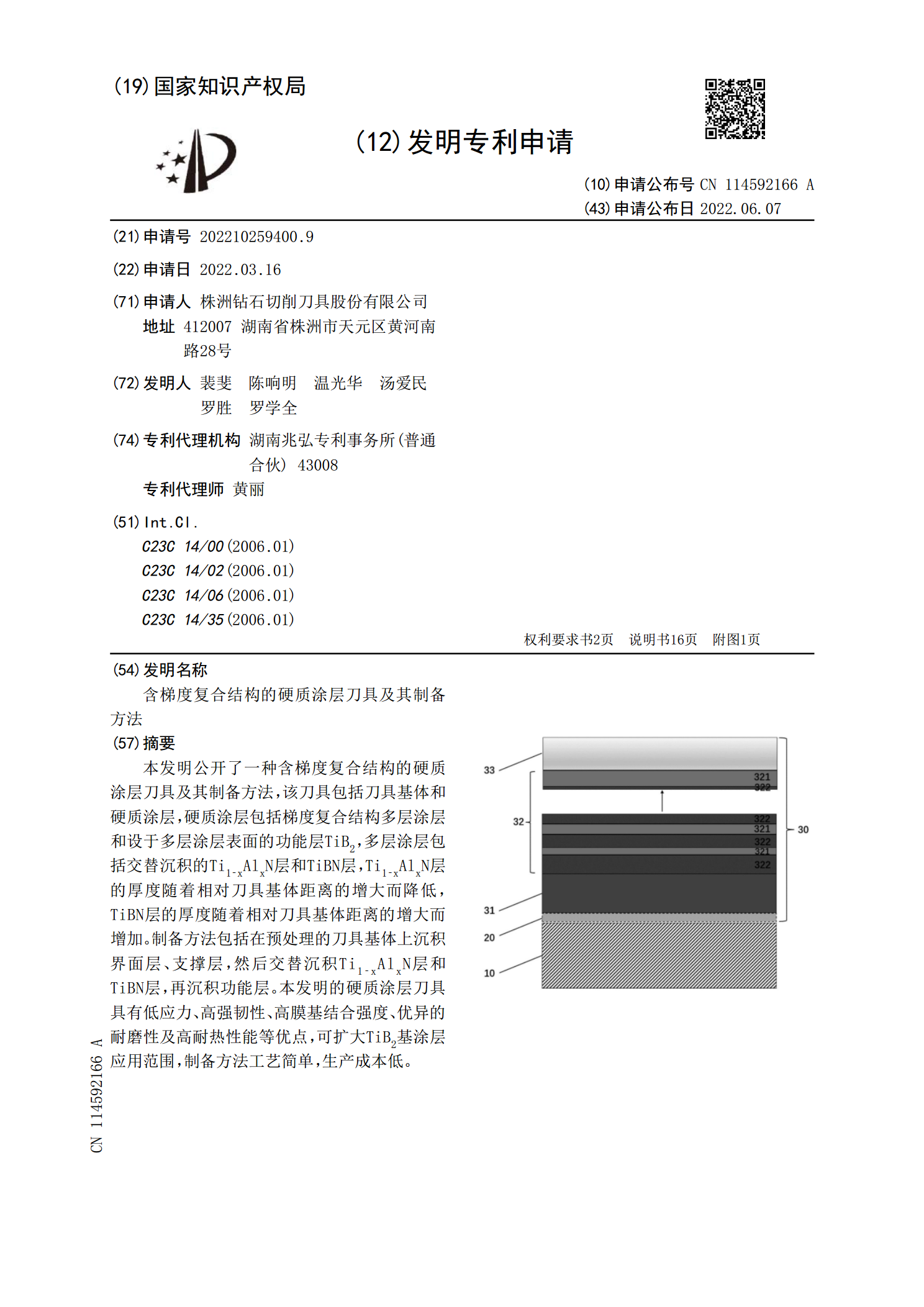
含梯度复合结构的硬质涂层刀具及其制备方法.pdf
本发明公开了一种含梯度复合结构的硬质涂层刀具及其制备方法,该刀具包括刀具基体和硬质涂层,硬质涂层包括梯度复合结构多层涂层和设于多层涂层表面的功能层TiB<base:Sub>2</base:Sub>,多层涂层包括交替沉积的Ti<base:Sub>1?x</base:Sub>Al<base:Sub>x</base:Sub>N层和TiBN层,Ti<base:Sub>1?x</base:Sub>Al<base:Sub>x</base:Sub>N层的厚度随着相对刀具基体距离的增大而降低,TiBN层的厚度随着相对刀具
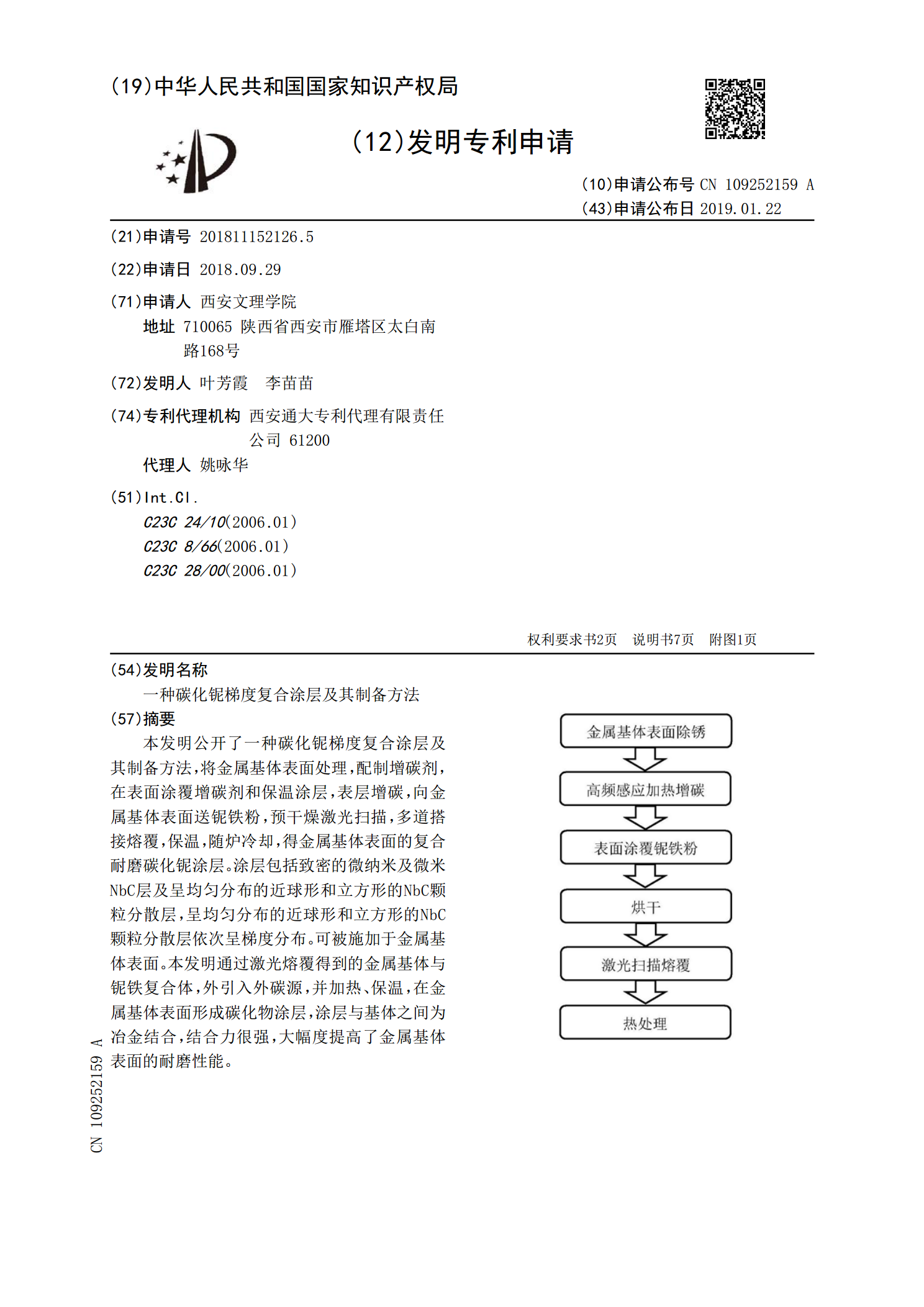
一种碳化铌梯度复合涂层及其制备方法.pdf
本发明公开了一种碳化铌梯度复合涂层及其制备方法,将金属基体表面处理,配制增碳剂,在表面涂覆增碳剂和保温涂层,表层增碳,向金属基体表面送铌铁粉,预干燥激光扫描,多道搭接熔覆,保温,随炉冷却,得金属基体表面的复合耐磨碳化铌涂层。涂层包括致密的微纳米及微米NbC层及呈均匀分布的近球形和立方形的NbC颗粒分散层,呈均匀分布的近球形和立方形的NbC颗粒分散层依次呈梯度分布。可被施加于金属基体表面。本发明通过激光熔覆得到的金属基体与铌铁复合体,外引入外碳源,并加热、保温,在金属基体表面形成碳化物涂层,涂层与基体之间为
一种碳化钽梯度复合涂层及其制备方法.pdf
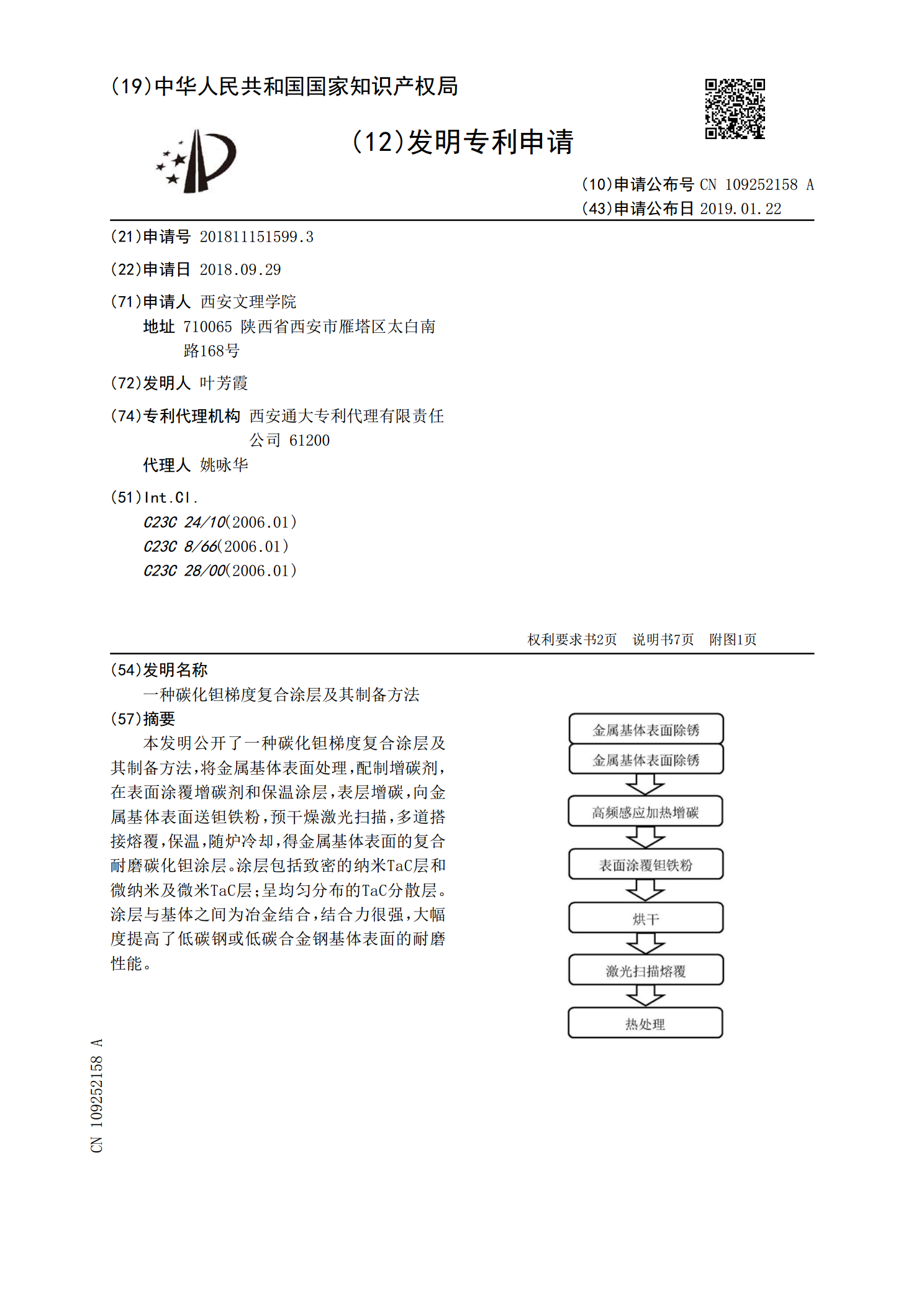
本发明公开了一种碳化钽梯度复合涂层及其制备方法,将金属基体表面处理,配制增碳剂,在表面涂覆增碳剂和保温涂层,表层增碳,向金属基体表面送钽铁粉,预干燥激光扫描,多道搭接熔覆,保温,随炉冷却,得金属基体表面的复合耐磨碳化钽涂层。涂层包括致密的纳米TaC层和微纳米及微米TaC层;呈均匀分布的TaC分散层。涂层与基体之间为冶金结合,结合力很强,大幅度提高了低碳钢或低碳合金钢基体表面的耐磨性能。