
汽车减震塔压铸成型工艺.pdf

猫巷****觅蓉


1/10

2/10

3/10

4/10

5/10
6/10
7/10

8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

汽车减震塔压铸成型工艺.pdf
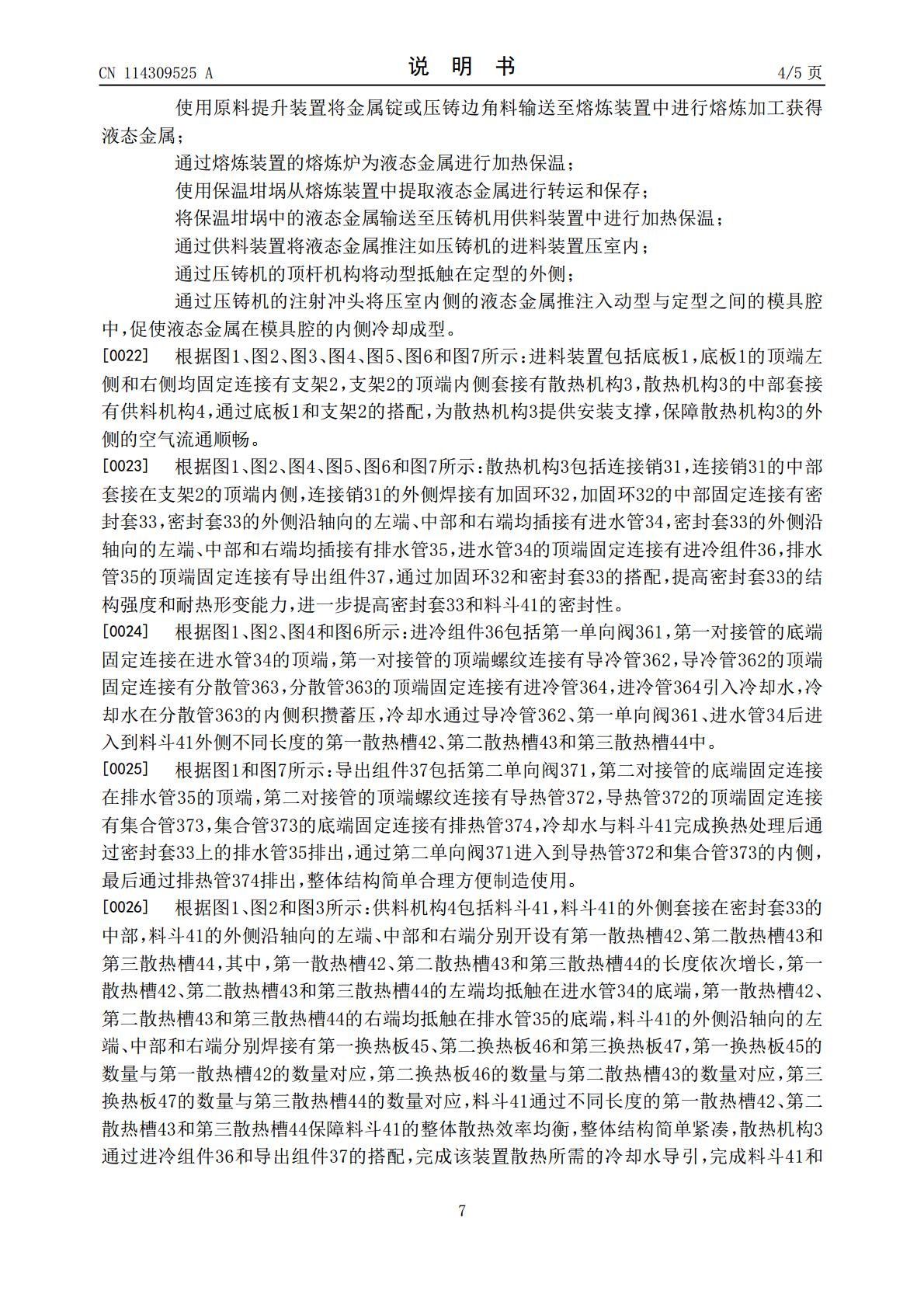
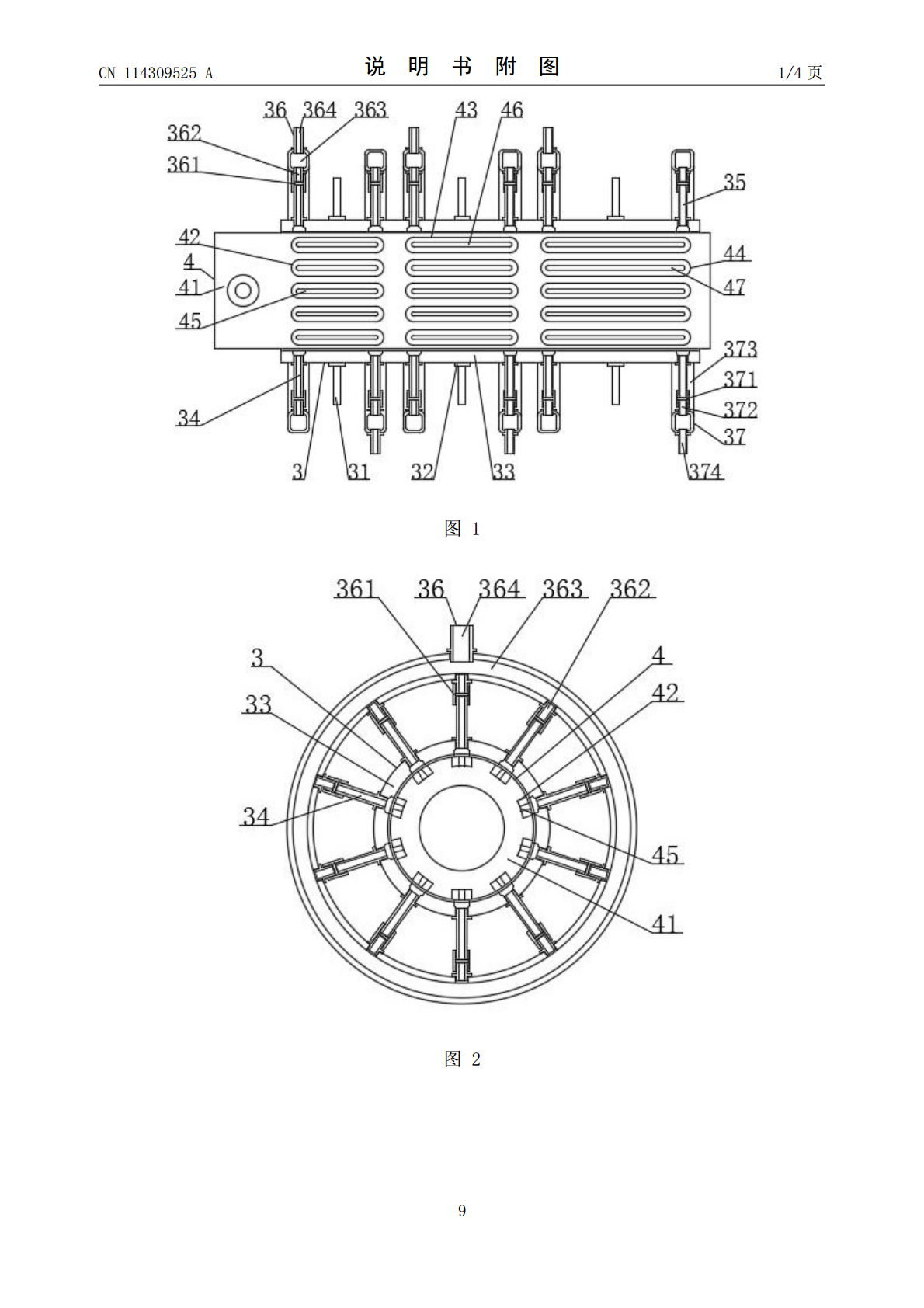
本发明提供一种汽车减震塔压铸成型工艺,包括已下步骤:使用原料提升装置将金属锭或压铸边角料输送至熔炼装置中进行熔炼加工获得液态金属;通过熔炼装置的熔炼炉为液态金属进行加热保温;使用保温坩埚从熔炼装置中提取液态金属进行转运和保存;将保温坩埚中的液态金属输送至压铸机用供料装置中进行加热保温;通过供料装置将液态金属推注如压铸机的进料装置压室内;通过压铸机的顶杆机构将动型抵触在定型的外侧;通过压铸机的注射冲头将压室内侧的液态金属推注入动型与定型之间的模具腔中,促使液态金属在模具腔的内侧冷却成型。

汽车减震器支撑件压铸成型工艺研究.docx
汽车减震器支撑件压铸成型工艺研究论文:汽车减震器支撑件压铸成型工艺研究摘要:减震器是汽车悬挂系统中至关重要的部件,而减震器支撑件作为减震器的组成部分,其质量和稳定性对车辆的行驶和驾驶者的安全都有着重要的影响。传统的减震器支撑件制作工艺不仅成本高昂,而且加工难度大,制造效率低。本文针对这一问题,通过分析减震器支撑件的工作原理和工艺特点,提出了一种以压铸成型为基础的新工艺,通过实验验证该工艺的可行性和效果。关键词:减震器支撑件;压铸成型;制造工艺;成本节约;高效生产一、引言随着汽车行业的发展,汽车制造商对汽车
压铸成型工艺.ppt
6-1压铸成型工艺简介金属压铸过程清理模具金属压铸的特点(优点)金属压铸的特点(优点)金属压铸的特点(缺点)金属压铸的应用范围压铸工艺氢氧燃料电池一、制作氢氧燃料电池的设想二、燃料电池的定义三、燃料电池的工作原理四、氢氧燃料电池的工作原理五、氢氧燃料电池的装置六、通直流电制取氢气和氧气七、氢氧燃料电池带动小电器八、该氢氧燃料电池的优点九、氢氧燃料电池的应用十、研制氢氧燃料电池的体会

基于FLOW-3D的减震塔真空压铸工艺设计与优化.docx
基于FLOW-3D的减震塔真空压铸工艺设计与优化标题:基于FLOW-3D的减震塔真空压铸工艺设计与优化摘要:减震塔是一种重要的结构形式,具有减震、消能和保护建筑结构的功能。为了提高减震塔的减震性能和稳定性,本文利用FLOW-3D软件对减震塔的真空压铸工艺进行了设计与优化。通过建立减震塔的三维数学模型,并使用FLOW-3D软件进行数值模拟和分析,对真空压铸工艺参数进行优化,以提高减震塔的密实性和抗震能力。结果表明,基于FLOW-3D的真空压铸工艺设计与优化方法可以有效地提高减震塔的减震效果。关键词:减震塔;

某车型铝合金减震器塔压铸材料和工艺设计研究.docx
某车型铝合金减震器塔压铸材料和工艺设计研究某车型铝合金减震器塔压铸材料和工艺设计研究摘要:随着汽车工业的不断发展,减震器作为汽车悬挂系统的重要组成部分,对于提高行驶舒适性和稳定性起着关键作用。本研究旨在探索一种适合某车型的铝合金减震器塔材料和工艺设计方法。通过分析不同铝合金材料的力学性能和耐腐蚀性能,结合减震器塔的结构特点,选取最合适的材料。同时,通过优化减震器塔的压铸工艺参数,提高其力学性能和生产效率。实验结果表明,选用XX铝合金材料进行压铸可以显著提高减震器塔的耐腐蚀性能和强度,同时优化的工艺参数可以