
一种用于焊头箱体的高寿命铜合金及其制备方法.pdf

小长****6淑


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于焊头箱体的高寿命铜合金及其制备方法.pdf
本发明提供了一种用于焊头箱体的高寿命铜合金及其制备方法,包括如下重量百分比的各组分:0.005~0.15%Zr、0.5%~1.2%Cr、余量为Cu;制备方法包括如下步骤:S1:按照各组分的重量百分比进行配料制成原料、S2:将原料在熔炼炉中进行熔炼得到合金液、S3:将S2中的合金液保温一段时间,然后随炉冷却至室温,使用模具浇注成坯锭、S4:锻造、S5:热处理、S6:机械加工。本发明生产的铜合金应用在焊头箱体后,焊头箱体具有良好的导电导热性能,且焊头精度、温度、振动等均在标准范围之内,延长了使用寿命,且制造成
用于冰箱的箱体及其制备方法、冰箱.pdf
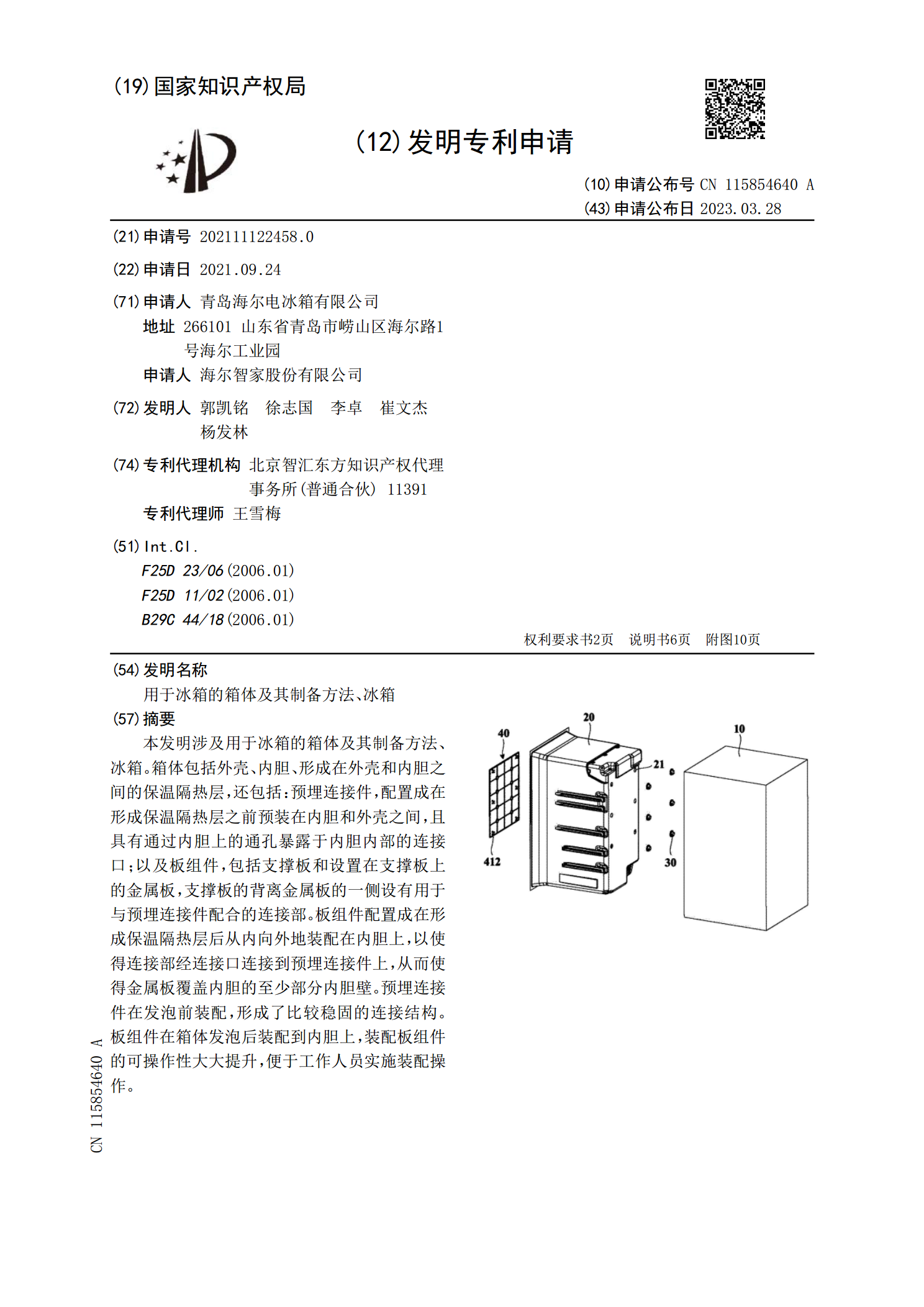
本发明涉及用于冰箱的箱体及其制备方法、冰箱。箱体包括外壳、内胆、形成在外壳和内胆之间的保温隔热层,还包括:预埋连接件,配置成在形成保温隔热层之前预装在内胆和外壳之间,且具有通过内胆上的通孔暴露于内胆内部的连接口;以及板组件,包括支撑板和设置在支撑板上的金属板,支撑板的背离金属板的一侧设有用于与预埋连接件配合的连接部。板组件配置成在形成保温隔热层后从内向外地装配在内胆上,以使得连接部经连接口连接到预埋连接件上,从而使得金属板覆盖内胆的至少部分内胆壁。预埋连接件在发泡前装配,形成了比较稳固的连接结构。板组件在
一种高导电率铜合金及其制备方法.pdf
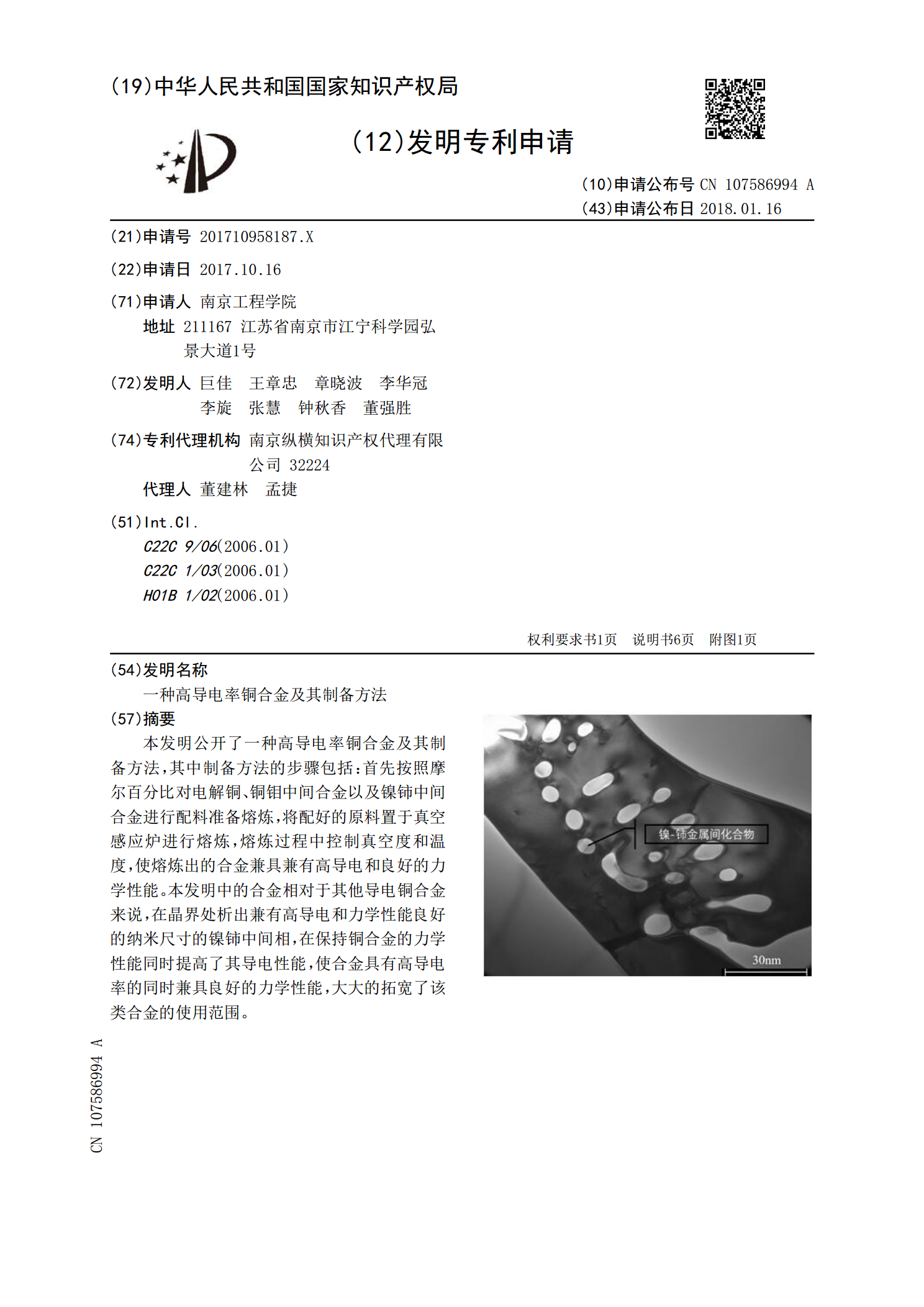
本发明公开了一种高导电率铜合金及其制备方法,其中制备方法的步骤包括:首先按照摩尔百分比对电解铜、铜钼中间合金以及镍铈中间合金进行配料准备熔炼,将配好的原料置于真空感应炉进行熔炼,熔炼过程中控制真空度和温度,使熔炼出的合金兼具兼有高导电和良好的力学性能。本发明中的合金相对于其他导电铜合金来说,在晶界处析出兼有高导电和力学性能良好的纳米尺寸的镍铈中间相,在保持铜合金的力学性能同时提高了其导电性能,使合金具有高导电率的同时兼具良好的力学性能,大大的拓宽了该类合金的使用范围。

一种高钼含量钼铜合金及其制备方法.docx
一种高钼含量钼铜合金及其制备方法摘要:本文介绍了一种高钼含量钼铜合金及其制备方法,此合金由钼、铜、银、铟等元素组成,具有高耐热、高强度、抗腐蚀性能好等特点,适用于航空航天、能源等领域。制备方法包括球磨混合、热压成型、真空烧结等步骤。实验结果表明,制备的高钼含量钼铜合金具有良好的性能,可为相关领域提供有力的支持。关键词:钼铜合金,高钼含量,制备方法,性能一、引言钼铜合金是一种重要的新型工程材料,具有高强度、高硬度、高热稳定性、优异的磨损性能、低热膨胀系数和卓越的导热性能等特点。近年来,钼铜合金已经广泛应用于

一种高强度高导电高塑性的铜合金及其制备方法.pdf
本发明提供一种高强度高导电高塑性的铜合金及其制备方法。本发明高强度高导电高塑性的铜合金,包括重量配比如下的各组分:Cr0.3~0.6%;Zr0.1~0.3%;Hf0.1~0.3%;余量为Cu。高强度高导电高塑性的铜合金的制备方法,包括以下步骤:采用真空非自耗电弧炉制备CuZrHf中间合金;采用真空中频感应熔炼炉制备高强度高导电高塑性的铜合金;通过二次加料斗向真空中频感应熔炼炉中加入Cr片;向熔体中加入CuZrHf中间合金,浇注后得到高强度高导电高塑性的铜合金。本发明与CuCrZr系列合金相比在相同的塑性变