
一种沉头内六角螺栓成形方法.pdf

是飞****文章

1/7
2/7
3/7

4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种沉头内六角螺栓成形方法.pdf
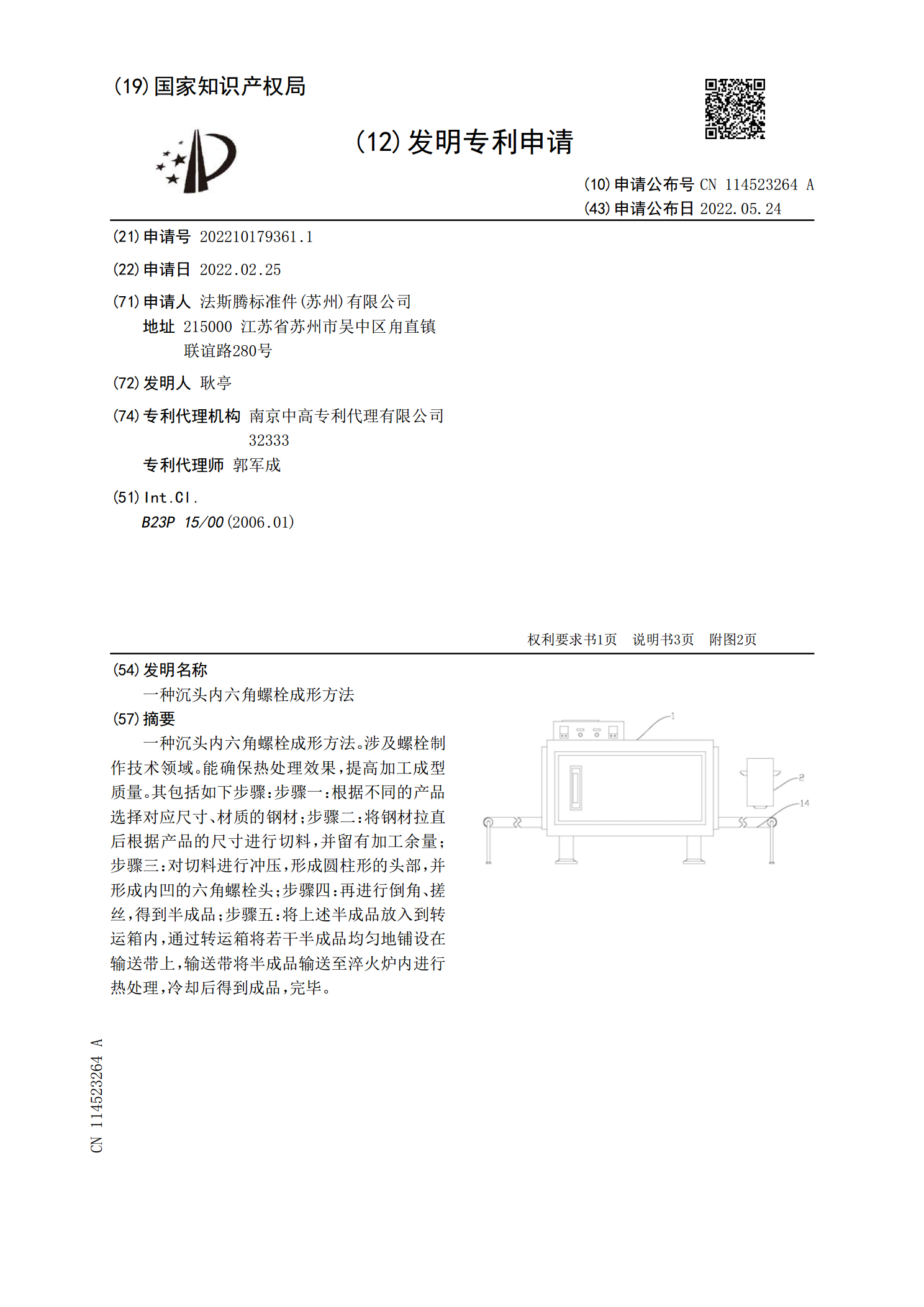
一种沉头内六角螺栓成形方法。涉及螺栓制作技术领域。能确保热处理效果,提高加工成型质量。其包括如下步骤:步骤一:根据不同的产品选择对应尺寸、材质的钢材;步骤二:将钢材拉直后根据产品的尺寸进行切料,并留有加工余量;步骤三:对切料进行冲压,形成圆柱形的头部,并形成内凹的六角螺栓头;步骤四:再进行倒角、搓丝,得到半成品;步骤五:将上述半成品放入到转运箱内,通过转运箱将若干半成品均匀地铺设在输送带上,输送带将半成品输送至淬火炉内进行热处理,冷却后得到成品,完毕。

内六角沉头螺栓ISO10642-DIN7991教学提纲.doc
内六角沉头螺栓ISO10642DIN7991精品文档精品文档收集于网络,如有侵权请联系管理员删除收集于网络,如有侵权请联系管理员删除精品文档收集于网络,如有侵权请联系管理员删除内六角沉头螺栓ISO10642DIN7991,相似对照国家标准GB70.3。此种螺栓头部外形为锥形,一般开口角度为90°。头部内为内六角多边形。ISO10642内六角沉头螺栓安装后与基材表面基本持平,即节省空间又起到美观修饰的作用,已被广泛使用。示意图如下:关于公差和规格范围:内六角沉头螺ISO10642(M3-M20)、DIN79
一种连接结构及其沉头螺栓.pdf
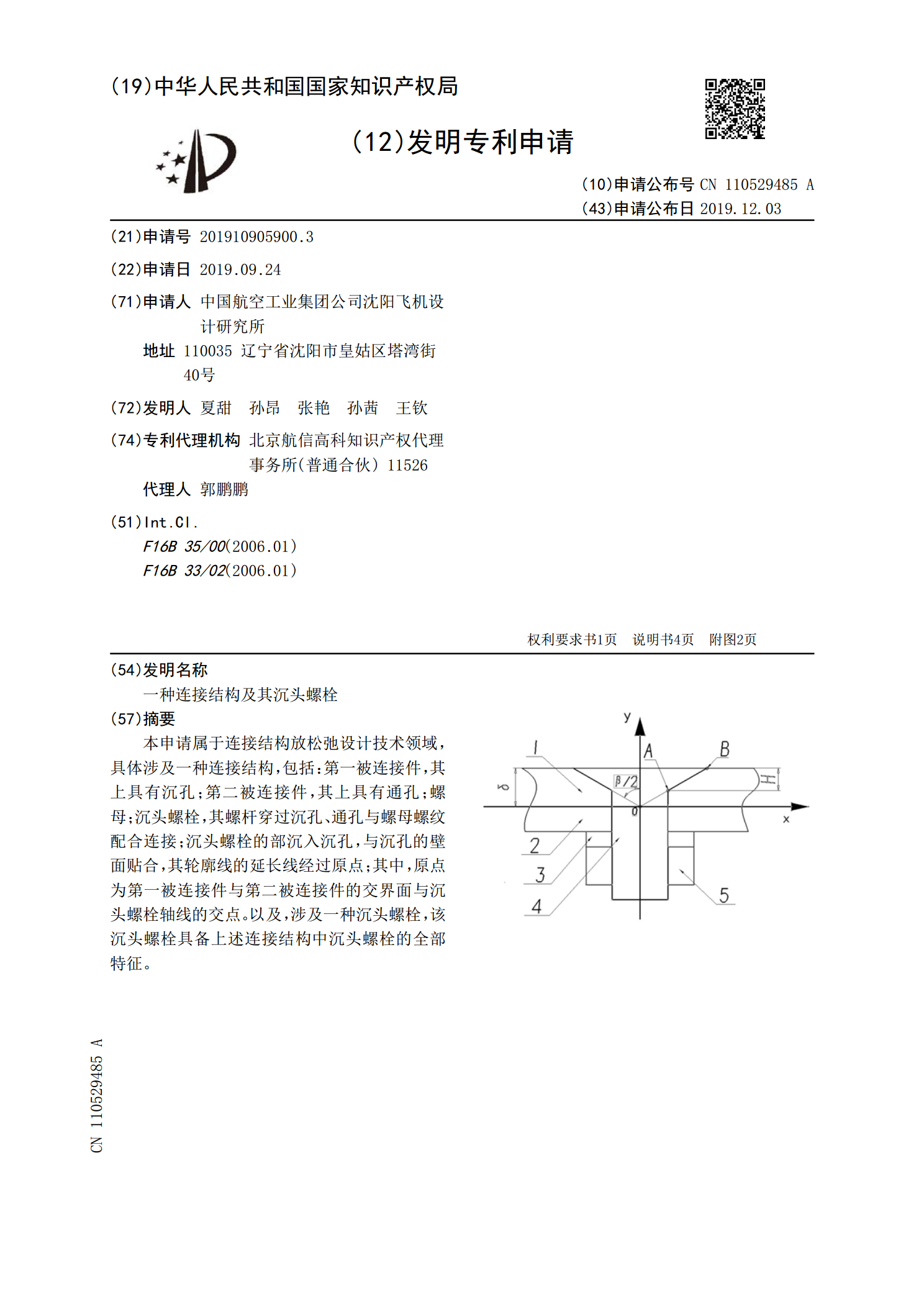
本申请属于连接结构放松弛设计技术领域,具体涉及一种连接结构,包括:第一被连接件,其上具有沉孔;第二被连接件,其上具有通孔;螺母;沉头螺栓,其螺杆穿过沉孔、通孔与螺母螺纹配合连接;沉头螺栓的部沉入沉孔,与沉孔的壁面贴合,其轮廓线的延长线经过原点;其中,原点为第一被连接件与第二被连接件的交界面与沉头螺栓轴线的交点。以及,涉及一种沉头螺栓,该沉头螺栓具备上述连接结构中沉头螺栓的全部特征。
一种可调节式薄头内六角螺栓内六角孔的冲头结构.pdf
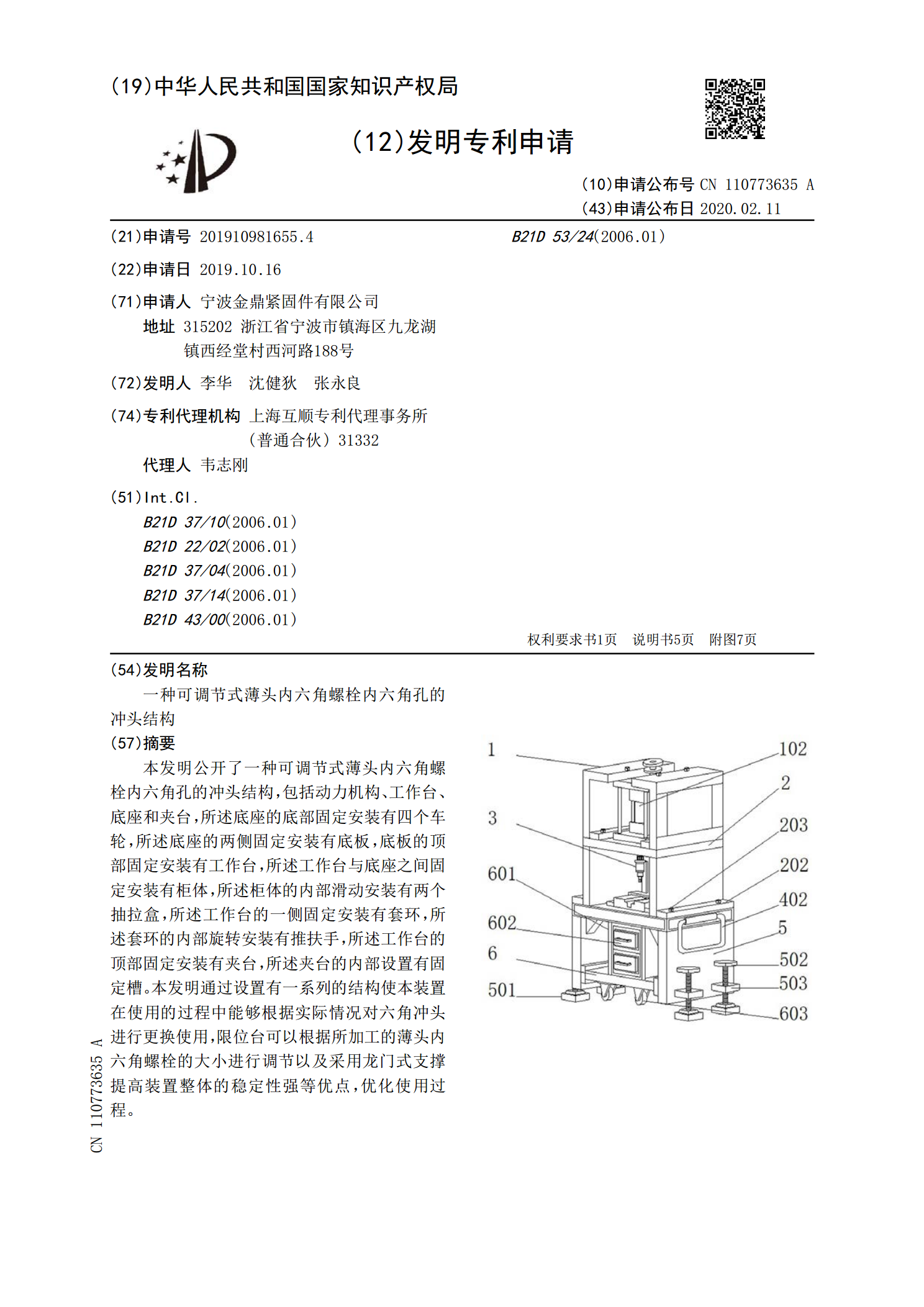
本发明公开了一种可调节式薄头内六角螺栓内六角孔的冲头结构,包括动力机构、工作台、底座和夹台,所述底座的底部固定安装有四个车轮,所述底座的两侧固定安装有底板,底板的顶部固定安装有工作台,所述工作台与底座之间固定安装有柜体,所述柜体的内部滑动安装有两个抽拉盒,所述工作台的一侧固定安装有套环,所述套环的内部旋转安装有推扶手,所述工作台的顶部固定安装有夹台,所述夹台的内部设置有固定槽。本发明通过设置有一系列的结构使本装置在使用的过程中能够根据实际情况对六角冲头进行更换使用,限位台可以根据所加工的薄头内六角螺栓的大

高强度内六角螺栓的成形破裂研究.docx
高强度内六角螺栓的成形破裂研究高强度内六角螺栓的成形破裂研究摘要:随着工程领域对高强度螺栓的需求不断增加,对其成形过程和破裂特性的研究也变得日益重要。本文通过实验方法和数值模拟的手段,对高强度内六角螺栓的成形和破裂行为进行了系统研究。实验结果表明,高强度内六角螺栓的成形过程受到材料性能、成形工艺和加载条件等多种因素的影响,破裂行为与应力集中、材料变形能力等关联密切。数值模拟结果验证了实验结果,并为进一步优化螺栓设计提供了依据。1.引言螺栓作为一种重要的紧固件,在工程领域扮演着关键的角色。随着工程结构的不断