
一种铝合金铸轧保温炉铝液温度的控制方法.pdf

一吃****昕靓

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铝合金铸轧保温炉铝液温度的控制方法.pdf
本发明涉及铝合金铸轧技术领域,具体为一种铝合金铸轧保温炉铝液温度的控制方法,用以准确控制电加热保温炉内炉气温度,使炉内铝液温度保持在工艺要求范围内,包括以下步骤:测量保温炉内铝液高度;设定保温炉加热功率;调整保温炉加热功率。本发明通过调整保温炉加热功率,采用连续控制炉气温度的方法实现保温炉内铝液温度的稳定控制,方法简便易行且效果明显,可以在很大程度上控制铝液过烧的问题,在改善铸轧产品内部质量的同时,减少能源浪费,降低生产成本。
一种铝合金铸轧过程中铝液温度的控制方法.pdf
本发明涉及铝合金铸轧技术领域,具体为一种铝合金铸轧过程中铝液温度的控制方法,制定了保温炉铝液温度升温方法和铸轧段铝液温度控制范围,根据保温炉铝液温度变化情况连续对加热功率作出调整和判断,从而实现对保温炉铝液温度和保温炉输出铝液温度的稳定控制,避免因炉气温度的急剧变化造成保温炉内铝液温度的大幅波动,降低保温加热过程对铝液过烧的影响;规范各个环节的温度控制范围,使保温炉内铝液和后续各环节铝液温度均能保持稳定,有效避免了后续铸轧过程中的温度波动对铸轧产品质量的影响,显著减少了铸轧产品内部晶粒组织不均和晶粒粗大缺
适合于连铸连轧工艺的矩形铝液保温炉.pdf
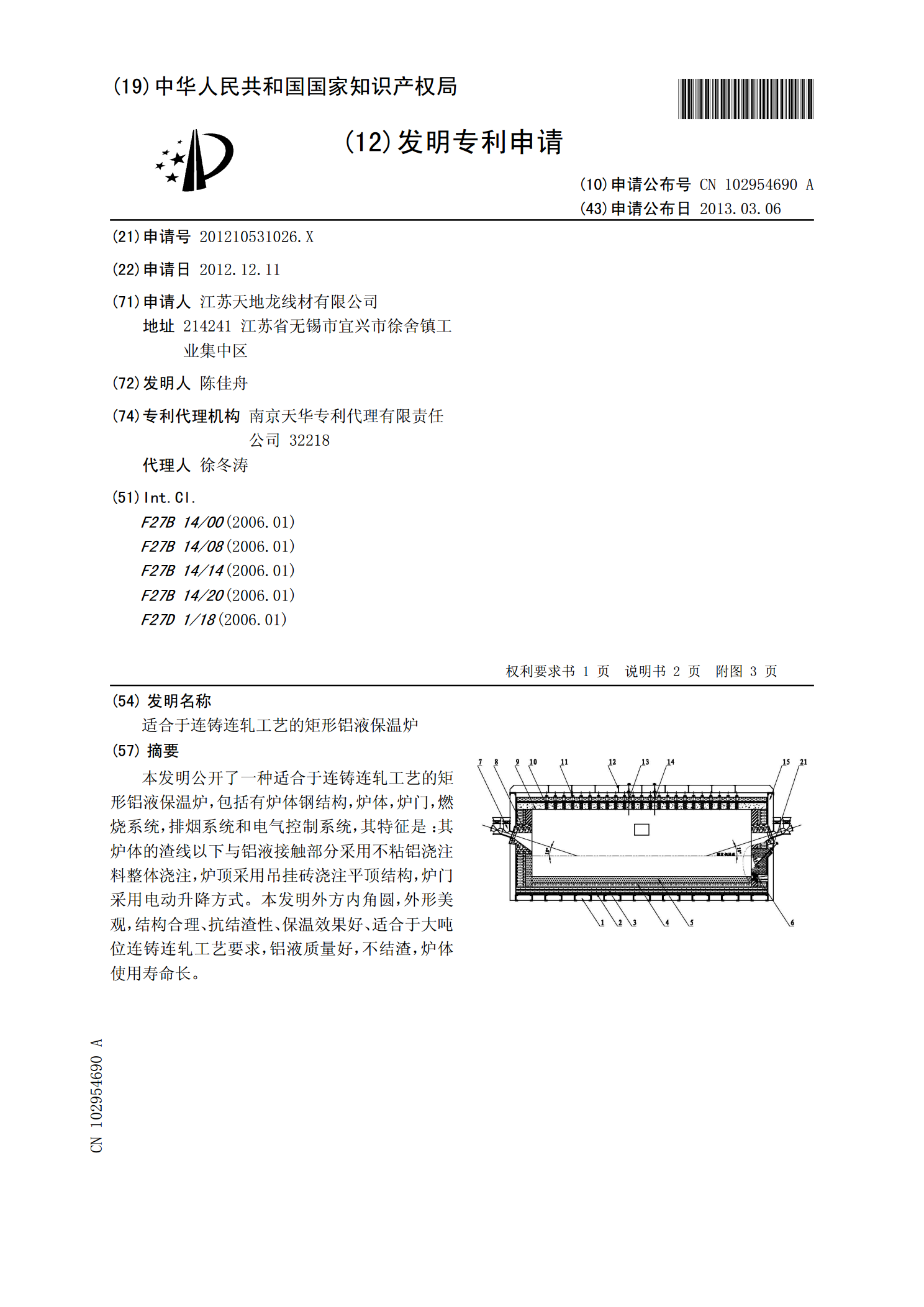
本发明公开了一种适合于连铸连轧工艺的矩形铝液保温炉,包括有炉体钢结构,炉体,炉门,燃烧系统,排烟系统和电气控制系统,其特征是:其炉体的渣线以下与铝液接触部分采用不粘铝浇注料整体浇注,炉顶采用吊挂砖浇注平顶结构,炉门采用电动升降方式。本发明外方内角圆,外形美观,结构合理、抗结渣性、保温效果好、适合于大吨位连铸连轧工艺要求,铝液质量好,不结渣,炉体使用寿命长。

带有净化系统的铝液保温炉及其铝液温度的检测方法.pdf
本发明涉及压铸设备技术领域,提供了一种带有净化系统的铝液保温炉及其铝液温度的检测方法,该保温炉包括:炉体,炉体上设有存放铝液的存放空间,以及与存放空间连通的进料口;保温盖,该保温盖用于封盖存放空间与进料口;除气装置,该除气装置用于除去存放在存放空间内铝液内的气体;其中,存放空间包括:净化室,该净化室与进料口相接通,除气装置设于该净化室底部;取液室,该取液室与净化室相接通,以便用户取出铝液。本发明提供的铝液保温炉可在有效去除铝液中的气体的同时提高除气装置的使用寿命,并降低能耗。
铝铸轧熔铝炉节能参数操作控制.pdf
摘要:铝和铝合金的熔炼是铝加工企业生产中的第一道重要工序,而铝熔炼炉是铝熔炼的关键设备,也是工厂中主要耗能设备,在生产能耗中占有很大比例,一些企业铸轧板材生产中其燃料消耗达到总能耗的50%左右。本文以铝及铝合金的熔炼炉燃烧控制参数——天然气流量、助燃风流量、天然气和助燃风比例、炉压、排烟温度等方面对能耗的影响及之间的相互影响和我厂在各参数控制方面的经验综合论述,望能够给同行参考。关键词:熔铝炉蓄热式燃烧天然气流量助燃风流量天然气和助燃风比例炉压排烟温度ABSTRACT:fabricatingfactori