
一种大规模铝合金喷射成形柔性、并行生产方式及其熔体转运方法.pdf

景福****90

1/10
2/10
3/10

4/10
5/10
6/10
7/10

8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种大规模铝合金喷射成形柔性、并行生产方式及其熔体转运方法.pdf
本发明涉及喷射成形技术领域,尤其为一种大规模铝合金喷射成形柔性、并行生产方式,包括合金熔炼区、喷射成形区、熔体处理区、熔体转运通道、中间包预热区;其中,合金熔炼区用于合金的集中熔炼,按照需要达到的产能配置多台熔炼炉,熔炼炉的容量可以相同,也可以不同,多台熔炼炉根据厂房空间大小布置在熔体转运通道的一侧或两侧。本发明可以提高喷射成形生产效率和产能,减少人员配备,降低能耗,从而减少喷射成形锭坯的直接成本,该生产方式既可实现同一牌号材料多台喷射成形设备的并行生产,也可以进行不同牌号材料的并行生产;既可以多台并行生
一种大吨位铝合金熔体转运机构.pdf
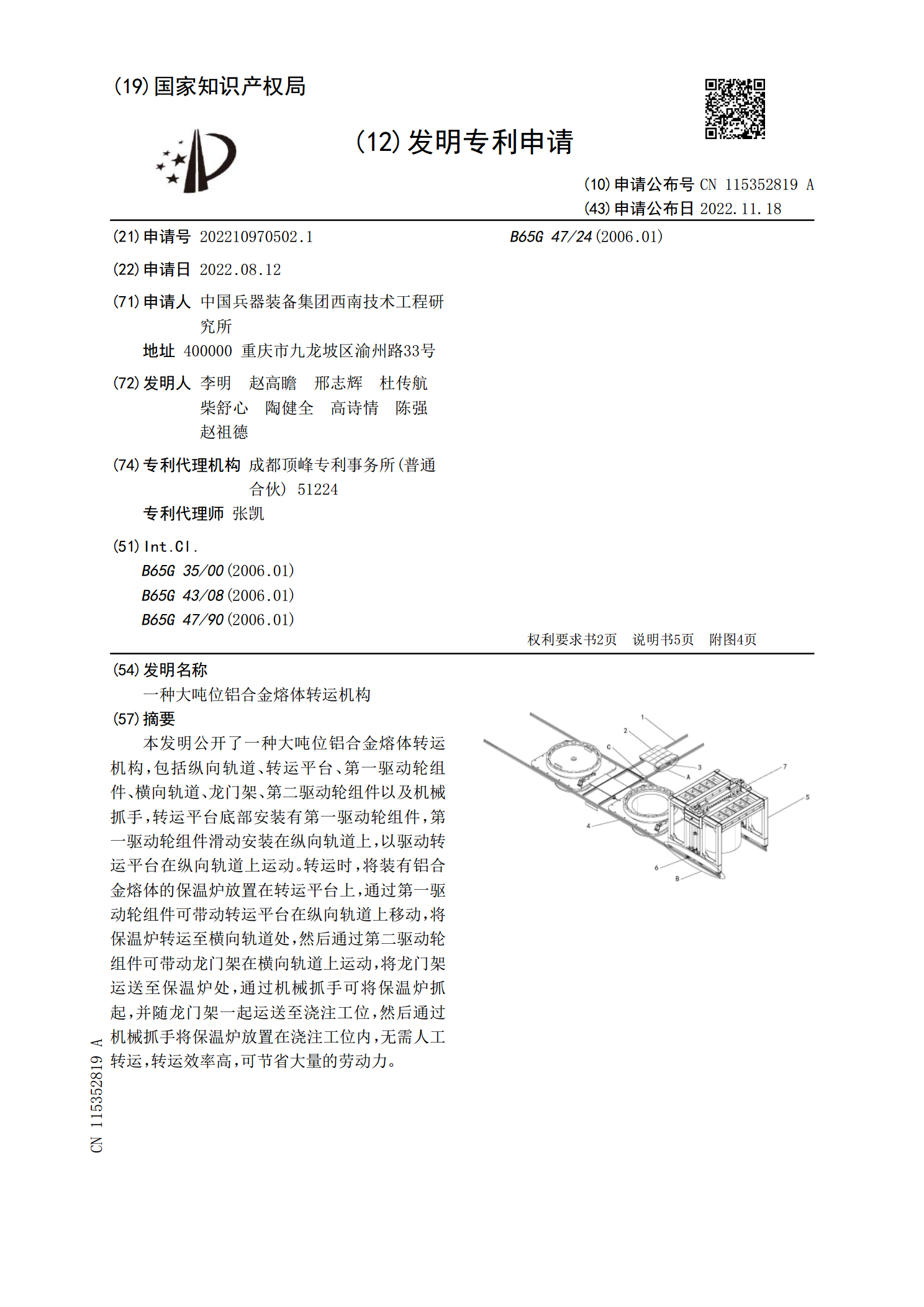
本发明公开了一种大吨位铝合金熔体转运机构,包括纵向轨道、转运平台、第一驱动轮组件、横向轨道、龙门架、第二驱动轮组件以及机械抓手,转运平台底部安装有第一驱动轮组件,第一驱动轮组件滑动安装在纵向轨道上,以驱动转运平台在纵向轨道上运动。转运时,将装有铝合金熔体的保温炉放置在转运平台上,通过第一驱动轮组件可带动转运平台在纵向轨道上移动,将保温炉转运至横向轨道处,然后通过第二驱动轮组件可带动龙门架在横向轨道上运动,将龙门架运送至保温炉处,通过机械抓手可将保温炉抓起,并随龙门架一起运送至浇注工位,然后通过机械抓手将保

一种铝合金熔体净化滤材及其制备方法.pdf
本申请涉及有色金属生产加工技术领域,更具体地说,它涉及一种铝合金熔体净化滤材及其制备方法。铝合金熔体净化滤材,由包括如下重量份数的组分混合烧结制得:赤石脂20?80份、氧化铝5?15份、莫来石晶须6?10份、锆英砂5?10份、尖晶石6?8份、稀土硅酸盐1?5份。本申请中由上述组分混合烧制而成的铝合金熔体净化滤材,其主晶相为ɑ?Al<base:Sub>2</base:Sub>O<base:Sub>3</base:Sub>,多形态莫来石,网孔构造为均匀的三维立体网络骨骼结构,均具备优异的抗热震性能和力学性能,

铝合金熔体精炼时接触熔体的器具材料及其制造方法.pdf
铝合金熔体精炼时接触熔体的器具材料及其制造方法,器具材料采用镍基高温合金并且在器具制造成形后进行高温预氧化处理生成致密的α?Al<base:Sub>2</base:Sub>O<base:Sub>3</base:Sub>为或Cr<base:Sub>2</base:Sub>O<base:Sub>3</base:Sub>主的氧化膜之后再投入使用,镍基高温合金其中的主要合金元素Cr元素的重量百分比介于12%?30%,Al元素的重量百分比小于15%,Fe元素的重量百分比小于30%,Y元素的重量百分比小于1%,Ni为

一种铝合金熔体净化方法.pdf
本发明公开了一种铝合金熔体的净化方法,属于铝合金加工技术领域。所述铝合金熔体净化方法包括:将坩埚熔炉内的铝合金原料加热至720‑740℃制成熔体;打开活动旋转臂的开关,使旋转臂在铝合金熔体中匀速旋转搅拌,同时通入N