
基于MILD富氧燃烧的余热回收轧钢加热炉及其加热方法.pdf

盼易****君a

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
基于MILD富氧燃烧的余热回收轧钢加热炉及其加热方法.pdf
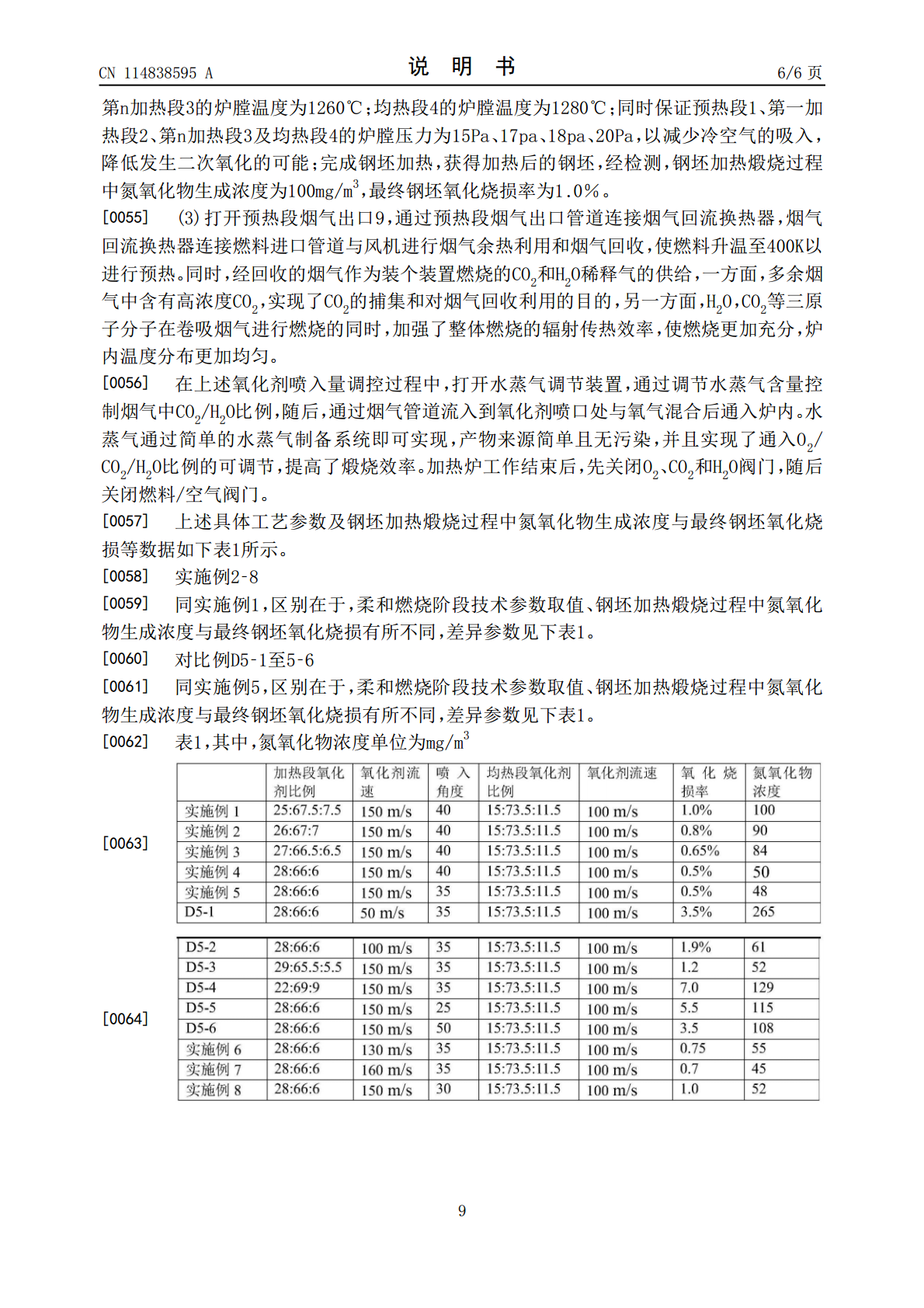
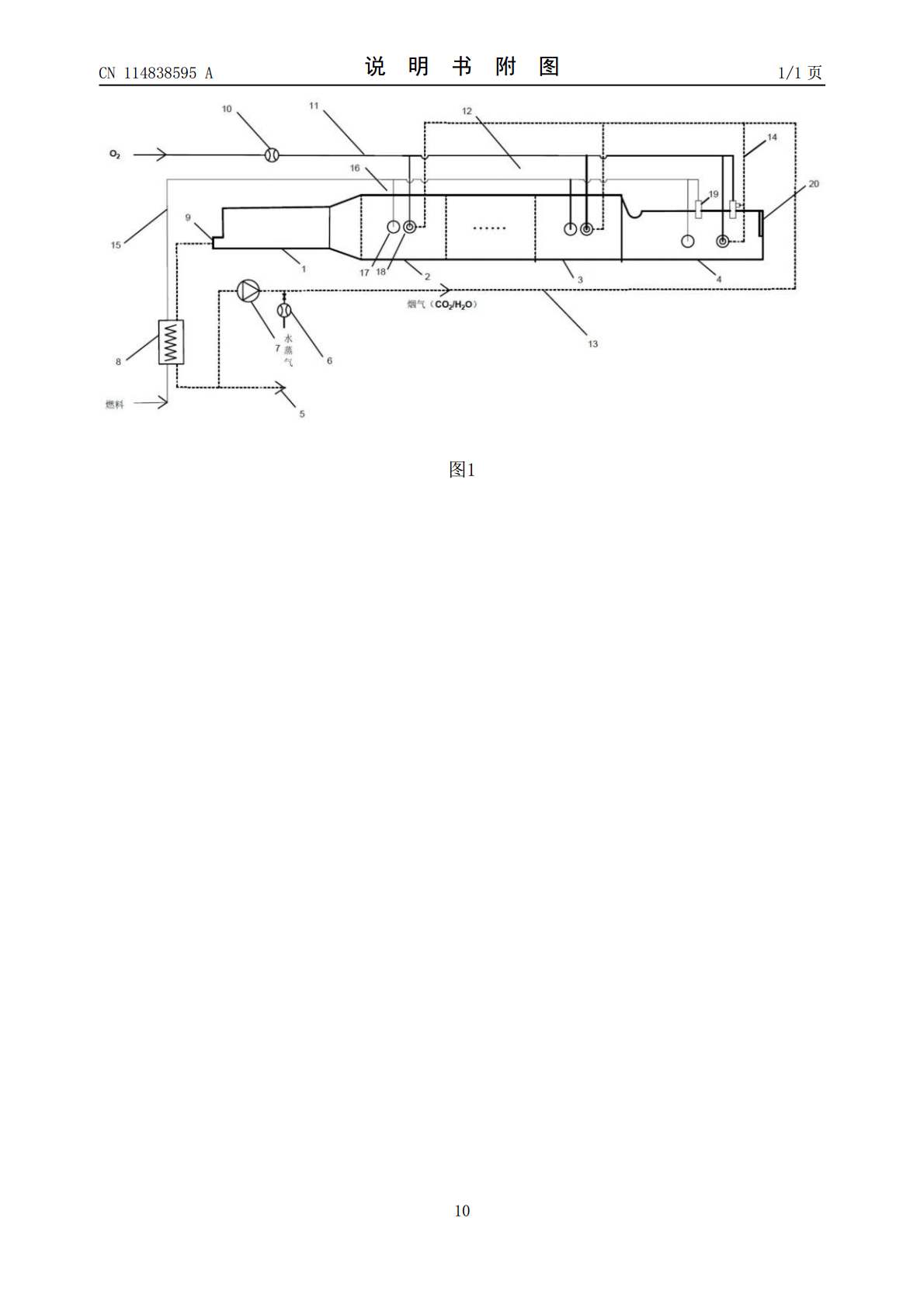
本发明的基于MILD富氧燃烧的余热回收轧钢加热炉及其加热方法,属于冶金热能工程技术领域。轧钢加热炉包括预热段、加热段、均热段,氧气主管,烟气主管,燃料主管,水蒸气调节装置,加热段设置若干段,包括加热一段,加热二段,……和加热n段,氧气主管,烟气主管和燃料主管分别与预热段、加热段和均热段相连,水蒸气调节装置设置于烟气主管上。本发明通过加热炉改造实现MILD富氧燃烧,并采用侧烧吹氧分级燃烧方式,灵活调节氧气配比量,将富氧燃烧技术与柔和燃烧相结合,应用于轧钢加热炉,既能充分发挥富氧燃烧技术节能减排的优点,又能克
轧钢加热炉预混富氧与射氧融合的富氧燃烧系统及方法.pdf
本发明涉及轧钢加热炉预混富氧与射氧融合的富氧燃烧系统,包括加热炉、燃料系统、助燃系统,所述加热炉包括预热段、一加热段、二加热段、均热段,一加热段设有一加热段侧烧嘴、一加热段氧枪,二加热段设有二加热段平焰烧嘴、二加热段底部直焰烧嘴、二加热段平焰烧嘴、均热段底部直焰烧嘴,均热段平焰烧嘴;助燃系统包括氧气管道、氧气阀组、射氧燃烧系统及预混富氧燃烧系统;氧气管道通过氧气阀组向射氧燃烧系统及预混富氧燃烧系统供氧。本发明将预混富氧和射氧燃烧系统有机融合,可进一步提高加热炉的燃烧效率和产能,降低燃料消耗,提高钢坯温度均
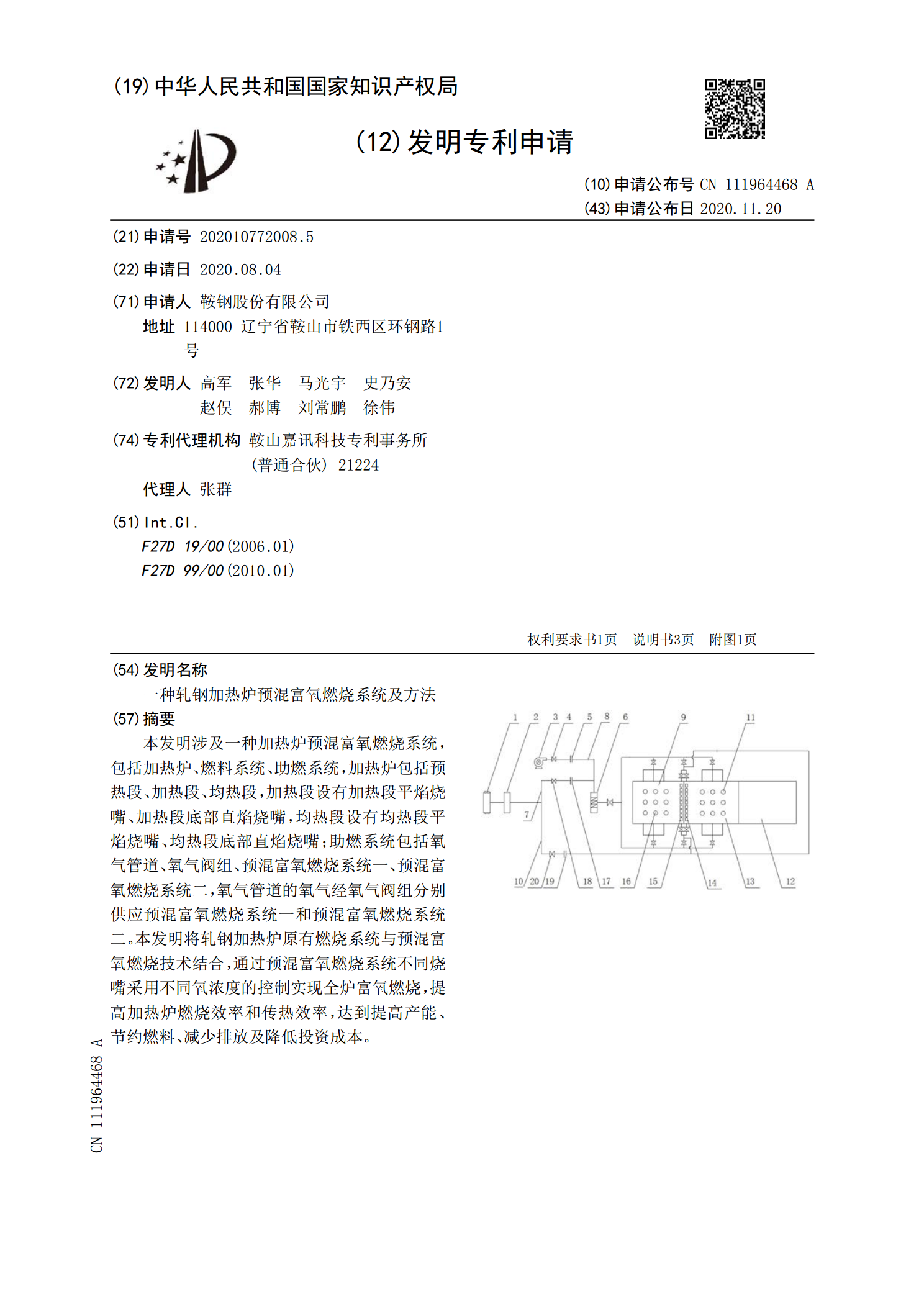
一种轧钢加热炉预混富氧燃烧系统及方法.pdf
本发明涉及一种加热炉预混富氧燃烧系统,包括加热炉、燃料系统、助燃系统,加热炉包括预热段、加热段、均热段,加热段设有加热段平焰烧嘴、加热段底部直焰烧嘴,均热段设有均热段平焰烧嘴、均热段底部直焰烧嘴;助燃系统包括氧气管道、氧气阀组、预混富氧燃烧系统一、预混富氧燃烧系统二,氧气管道的氧气经氧气阀组分别供应预混富氧燃烧系统一和预混富氧燃烧系统二。本发明将轧钢加热炉原有燃烧系统与预混富氧燃烧技术结合,通过预混富氧燃烧系统不同烧嘴采用不同氧浓度的控制实现全炉富氧燃烧,提高加热炉燃烧效率和传热效率,达到提高产能、节约燃
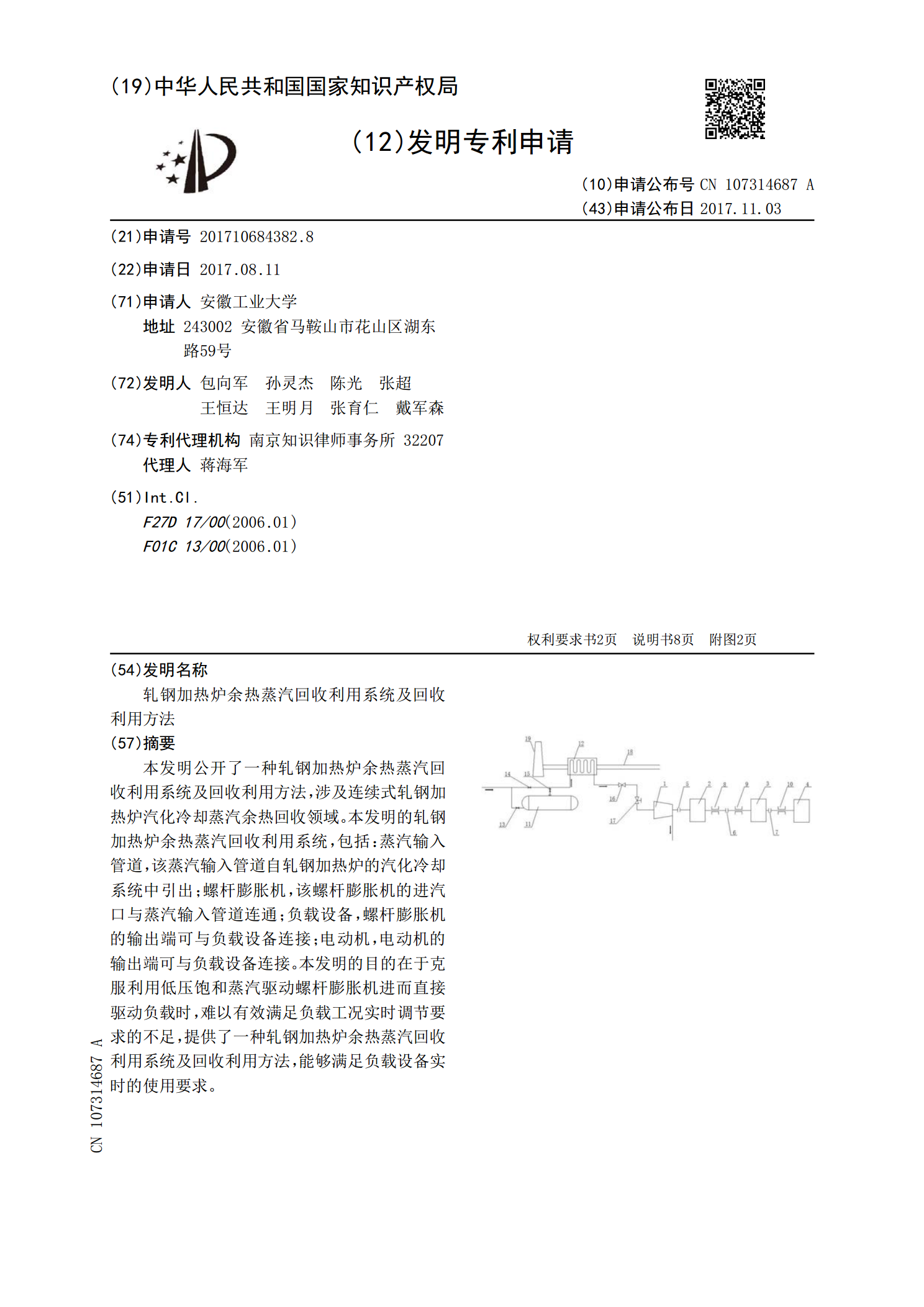
轧钢加热炉余热蒸汽回收利用系统及回收利用方法.pdf
本发明公开了一种轧钢加热炉余热蒸汽回收利用系统及回收利用方法,涉及连续式轧钢加热炉汽化冷却蒸汽余热回收领域。本发明的轧钢加热炉余热蒸汽回收利用系统,包括:蒸汽输入管道,该蒸汽输入管道自轧钢加热炉的汽化冷却系统中引出;螺杆膨胀机,该螺杆膨胀机的进汽口与蒸汽输入管道连通;负载设备,螺杆膨胀机的输出端可与负载设备连接;电动机,电动机的输出端可与负载设备连接。本发明的目的在于克服利用低压饱和蒸汽驱动螺杆膨胀机进而直接驱动负载时,难以有效满足负载工况实时调节要求的不足,提供了一种轧钢加热炉余热蒸汽回收利用系统及回收
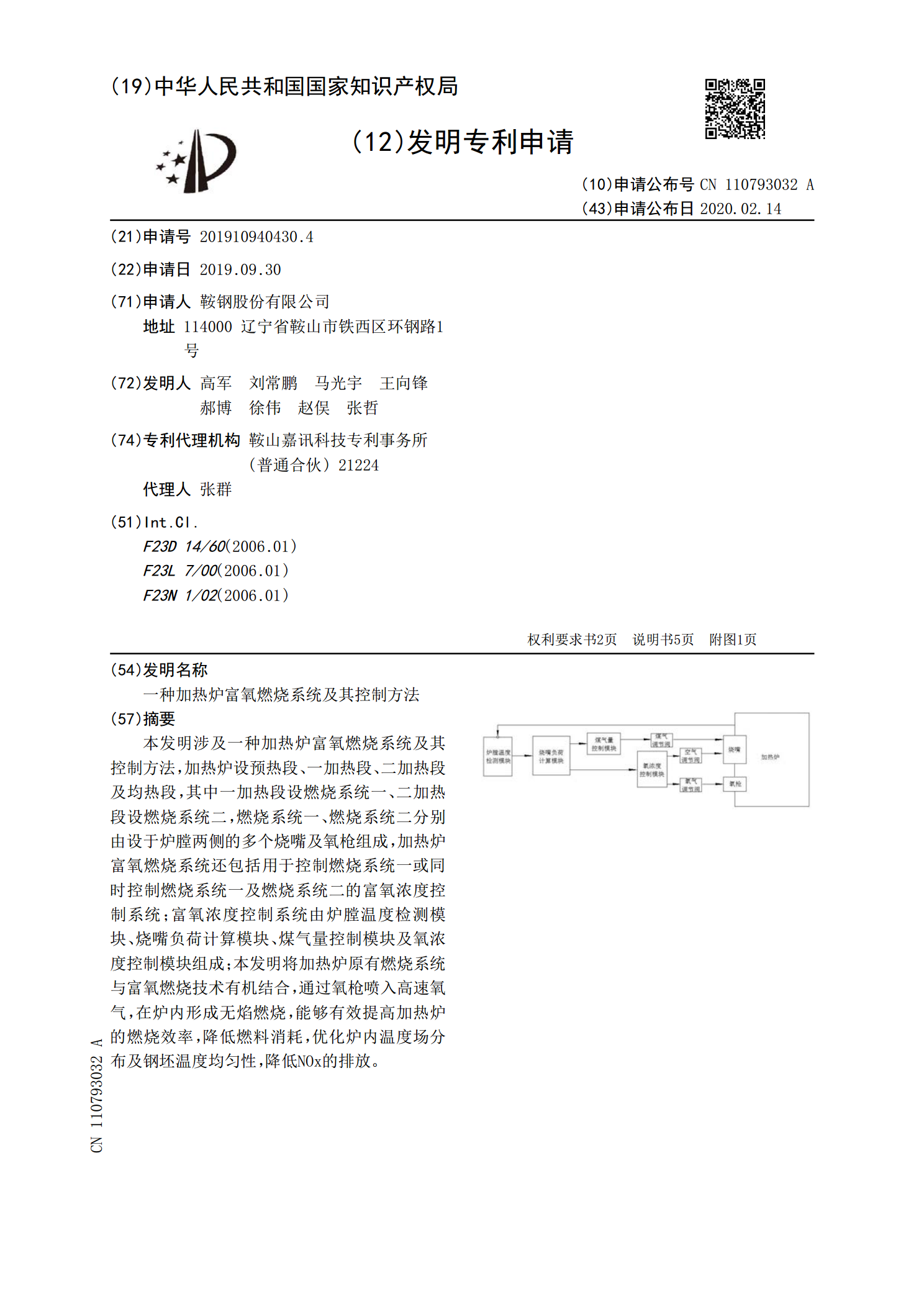
一种加热炉富氧燃烧系统及其控制方法.pdf
本发明涉及一种加热炉富氧燃烧系统及其控制方法,加热炉设预热段、一加热段、二加热段及均热段,其中一加热段设燃烧系统一、二加热段设燃烧系统二,燃烧系统一、燃烧系统二分别由设于炉膛两侧的多个烧嘴及氧枪组成,加热炉富氧燃烧系统还包括用于控制燃烧系统一或同时控制燃烧系统一及燃烧系统二的富氧浓度控制系统;富氧浓度控制系统由炉膛温度检测模块、烧嘴负荷计算模块、煤气量控制模块及氧浓度控制模块组成;本发明将加热炉原有燃烧系统与富氧燃烧技术有机结合,通过氧枪喷入高速氧气,在炉内形成无焰燃烧,能够有效提高加热炉的燃烧效率,降低