
一种钛合金锻材的高效制备方法.pdf

白真****ng


1/10
2/10

3/10
4/10
5/10
6/10

7/10

8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种钛合金锻材的高效制备方法.pdf
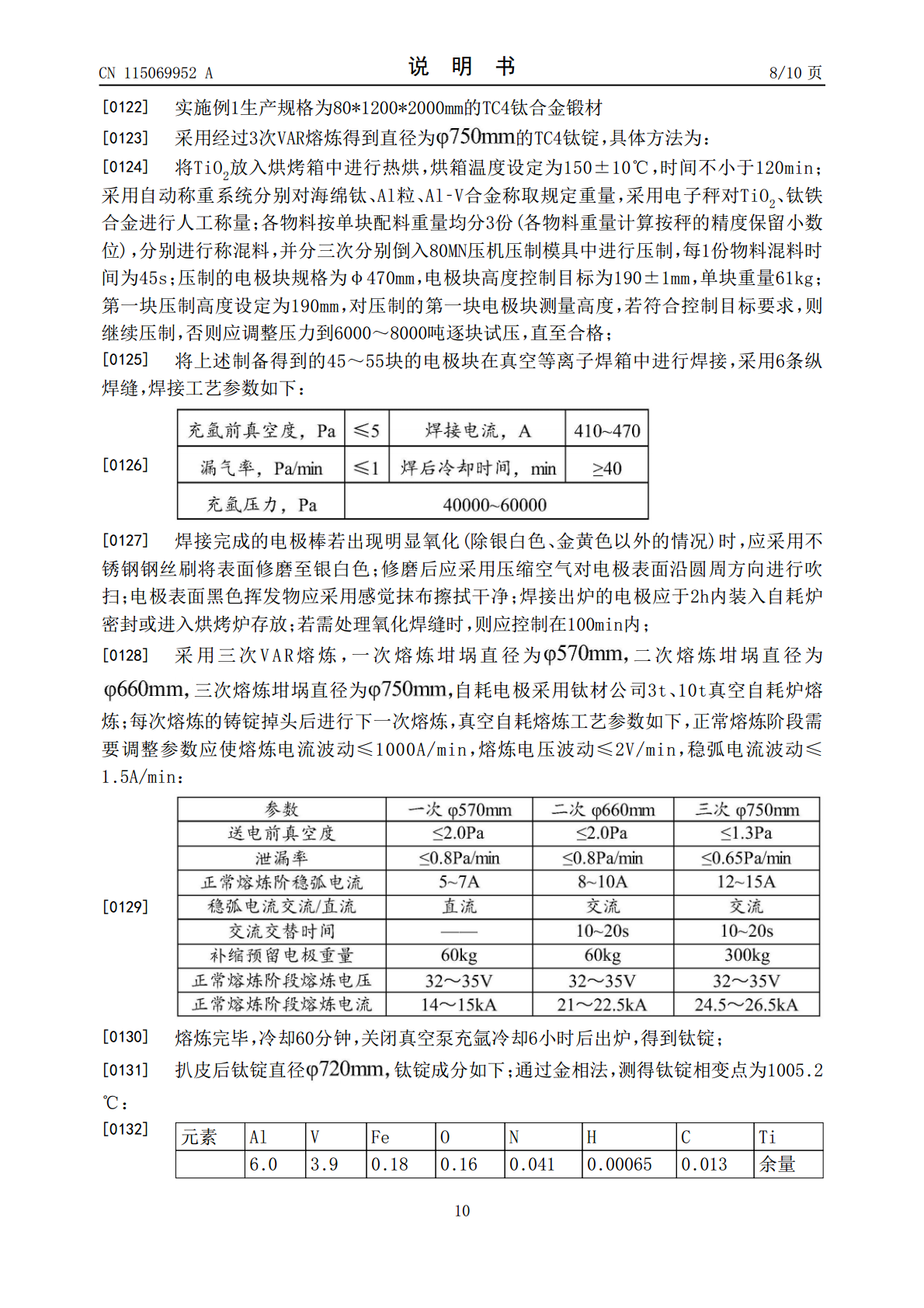
本发明提供了一种钛合金锻材的高效制备方法,包括:依次进行加热铸锭、铸锭滚圆修整、保温、大变形镦拔锻造、再次加热、成品锻造。本发明的关键点在于控制钛合金铸锭镦粗变形温度、镦拔变形量、拔长方式;本发明中为获得强塑性匹配好、晶粒细化的组织,先在高温阶段采用相变点以上80~200℃加热,进行大变形的二镦二拔开坯,然后回炉降温到相变点以下10~70℃加热,再进行低温的阶段的大变形镦拔锻造,生产中间坯料或成品;中间坯料冷却后,先对表面缺陷进行修磨清理,再将其锻造至成品尺寸。

一种TC4钛合金锻材及制备方法.pdf
本发明公开了一种TC4钛合金锻材及其制备方法,所述方法包括以下步骤:下料:选取符合标准的钛合金锭,按工艺尺寸下料至烤炉,下料后清除端面毛刺;锻打加热:清理烤炉炉膛灰渣,将下料至烤炉的钛合金锭放置在有效加热区开始加热,温度加热至960±10℃,加热时长不超过90min,镀层:将锻造后钛合金锻材放入真空室中,在锻材表面制备TiAlN/Ti涂层;通过本发明方法的得到的TC4钛合金锻材具备较好的抗冲蚀效果。
一种钛合金饼材的制备方法.pdf
本发明公开了一种钛合金饼材的制备方法,具体包括以下步骤:将钛及钛合金在90℃~100℃条件下预热20min~25min,然后在表面涂刷防护剂;将表面处理后的钛合金锭放入锻造加热炉内加热至900℃~970℃,保温60min~120min后在快锻机上进行第一次锻造以开坯,得到中间坯;将中间坯缓慢加热至800℃后,保温100min~110min,然后快速加热970℃,保温120min~130min;将加热后的坯料在精锻机上进行第二次锻造20min~30min,并空冷至室温,形成饼坯;将饼坯在电阻炉中加热至680
一种钛合金棒材的制备方法.pdf
本发明公开了一种钛合金棒材的制备方法,该方法是将制备的TC4-DT钛合金铸锭加热至1150℃~1200℃,然后用快锻机在铸锭的β相区开坯锻造,接着采用电阻炉将锻坯加热至Tβ-50℃~Tβ-20℃后,用快锻机反复镦粗、拔长锻造,再将经锻造后的锻坯在锻造温度为Tβ-70℃~Tβ-40℃的条件下锻造至所需尺寸,得到均匀组织的钛合金棒材,最后对均匀组织的钛合金棒材进行双重退火处理,得到成品钛合金棒材。本发明操作方便、工艺可控性较强,制备的棒材批次稳定性高,重复性好。采用本发明的方法制备的钛合金棒材塑性强,低倍组织
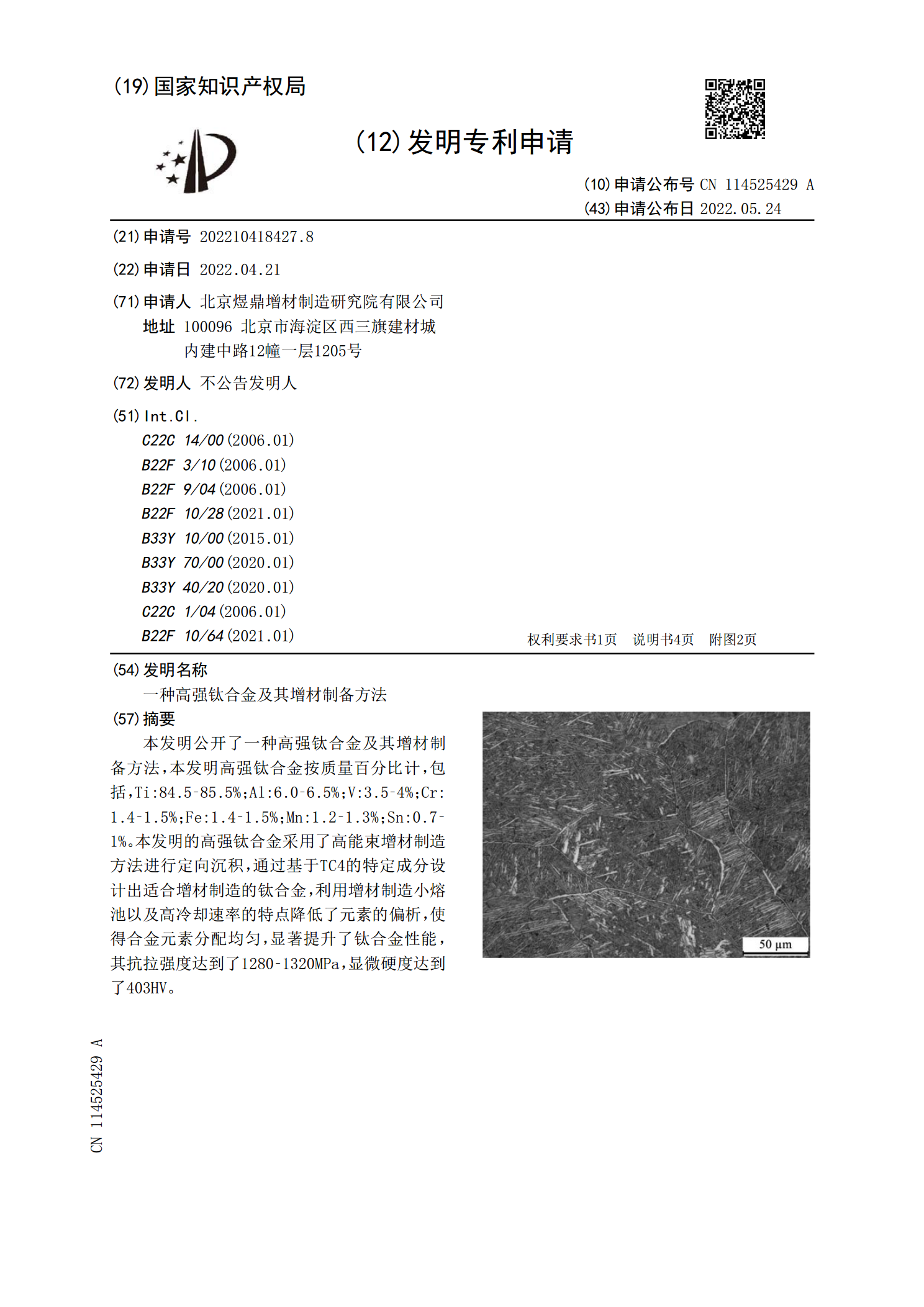
一种高强钛合金及其增材制备方法.pdf
本发明公开了一种高强钛合金及其增材制备方法,本发明高强钛合金按质量百分比计,包括,Ti:84.5?85.5%;Al:6.0?6.5%;V:3.5?4%;Cr:1.4?1.5%;Fe:1.4?1.5%;Mn:1.2?1.3%;Sn:0.7?1%。本发明的高强钛合金采用了高能束增材制造方法进行定向沉积,通过基于TC4的特定成分设计出适合增材制造的钛合金,利用增材制造小熔池以及高冷却速率的特点降低了元素的偏析,使得合金元素分配均匀,显著提升了钛合金性能,其抗拉强度达到了1280?1320MPa,显微硬度达到了4