
超高温镍基合金及其制备方法.pdf

睿德****找我


1/7

2/7
3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
超高温镍基合金及其制备方法.pdf
本发明公开了超高温镍基合金,以质量百分含量计,包括以下成分为C≤0.10%,Si≤0.50%,Mn≤0.50%,P≤0.02%,S≤0.015%,Cr:20‑30%,Ni≥58.00%,Mo:8‑10%,Nb+Ta:3‑4.2%,Co≤1.00%,Al≤0.40%,Ti≤0.40%,Cu≤0.50%,Fe≤5.00%的镍基合金作为原料。制备方法如下:配料,熔炼,精炼,锻造,热轧,退火,漂洗,后处理。利用本发明的镍基合金制备方法,通过热处理等方法进行后处理,解决了镍基合金和铁镍基合金锅炉管在固溶状态下冷弯降
镍基合金板坯及其制备方法.pdf
本发明属于金属冶炼技术领域,具体涉及一种镍基合金板坯及其制备方法。本发明的镍基合金板坯制备方法,包括:(1)采用真空感应炉或者电炉冶炼合金,模铸浇注成铸锭;(2)将所述铸锭放入EB炉进行冶炼,经连铸得到板坯;(3)对所述板坯进行均质化热处理及修磨处理。本发明的镍基合金板坯制备方法,可以缩短制备流程及生产周期,提高全工序成材率,增加板坯锭重。
高持久强度镍基合金及其制备方法.pdf
公开了高持久强度镍基合金及其制备方法。基于质量百分比,该高持久强度镍基合金的成分包含:Cr21%‑25%;Al1.0%‑2.0%;Co10.0%‑13.0%;Mo5%‑9%;W2%‑4%;C0.03%‑0.06%;Ti0.8%‑1.8%;Nb0%‑2.0%;B0.002%‑0.004%;Zr0.03%‑0.1%;Mg0.002%‑0.005%;S≤0.015%;P≤0.03%;Si≤0.5%;Cu≤1%;Fe≤2%;N≤0.01%;O≤0.01%;余量为Ni及不可避免的杂质。该高持久
一种镍基合金粉末及其制备方法、应用以及制备镍基合金涂层的方法.pdf
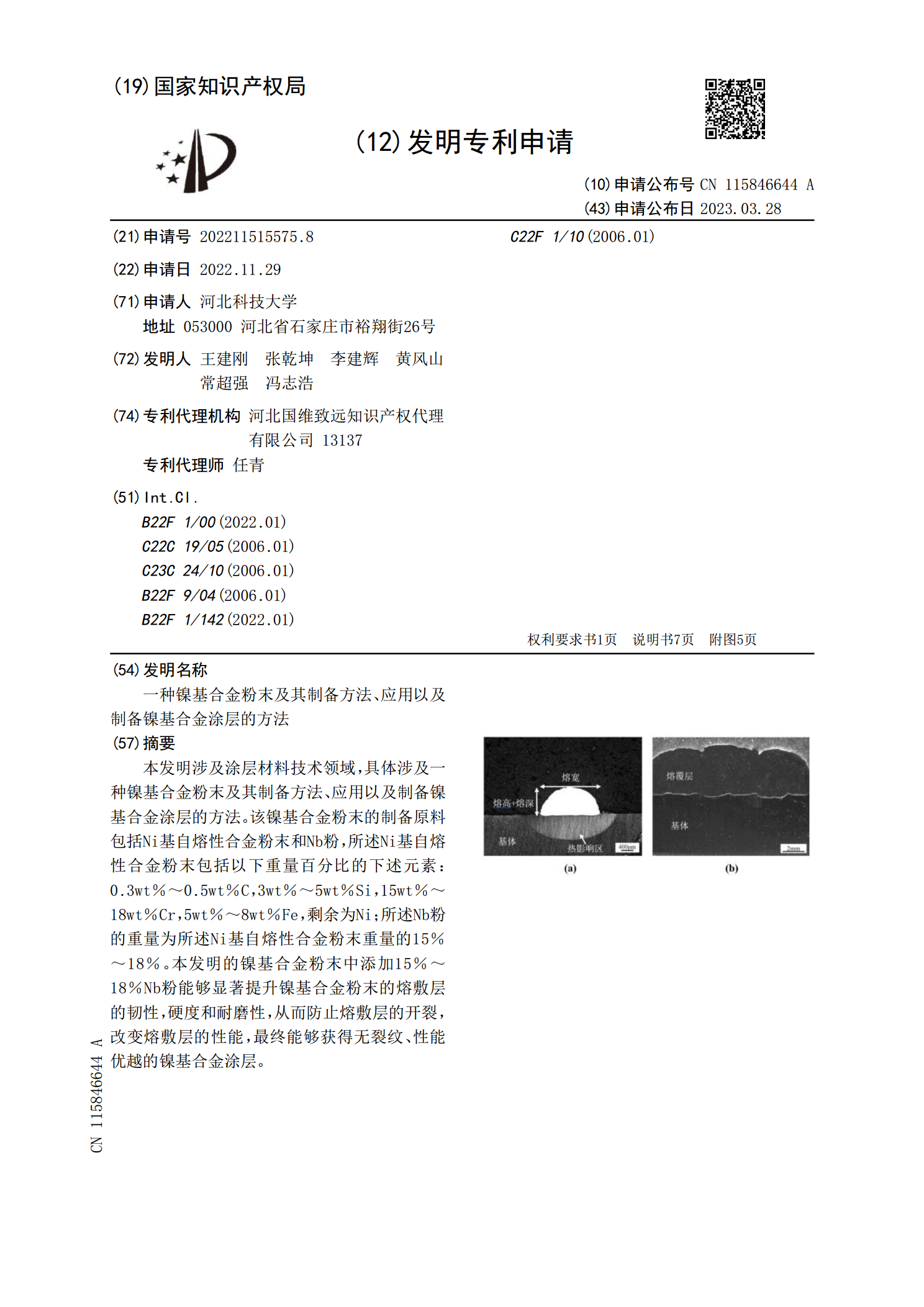
本发明涉及涂层材料技术领域,具体涉及一种镍基合金粉末及其制备方法、应用以及制备镍基合金涂层的方法。该镍基合金粉末的制备原料包括Ni基自熔性合金粉末和Nb粉,所述Ni基自熔性合金粉末包括以下重量百分比的下述元素:0.3wt%~0.5wt%C,3wt%~5wt%Si,15wt%~18wt%Cr,5wt%~8wt%Fe,剩余为Ni;所述Nb粉的重量为所述Ni基自熔性合金粉末重量的15%~18%。本发明的镍基合金粉末中添加15%~18%Nb粉能够显著提升镍基合金粉末的熔敷层的韧性,硬度和耐磨性,从而防止熔敷层的开
激光熔覆镍基合金系及其制备方法.pdf
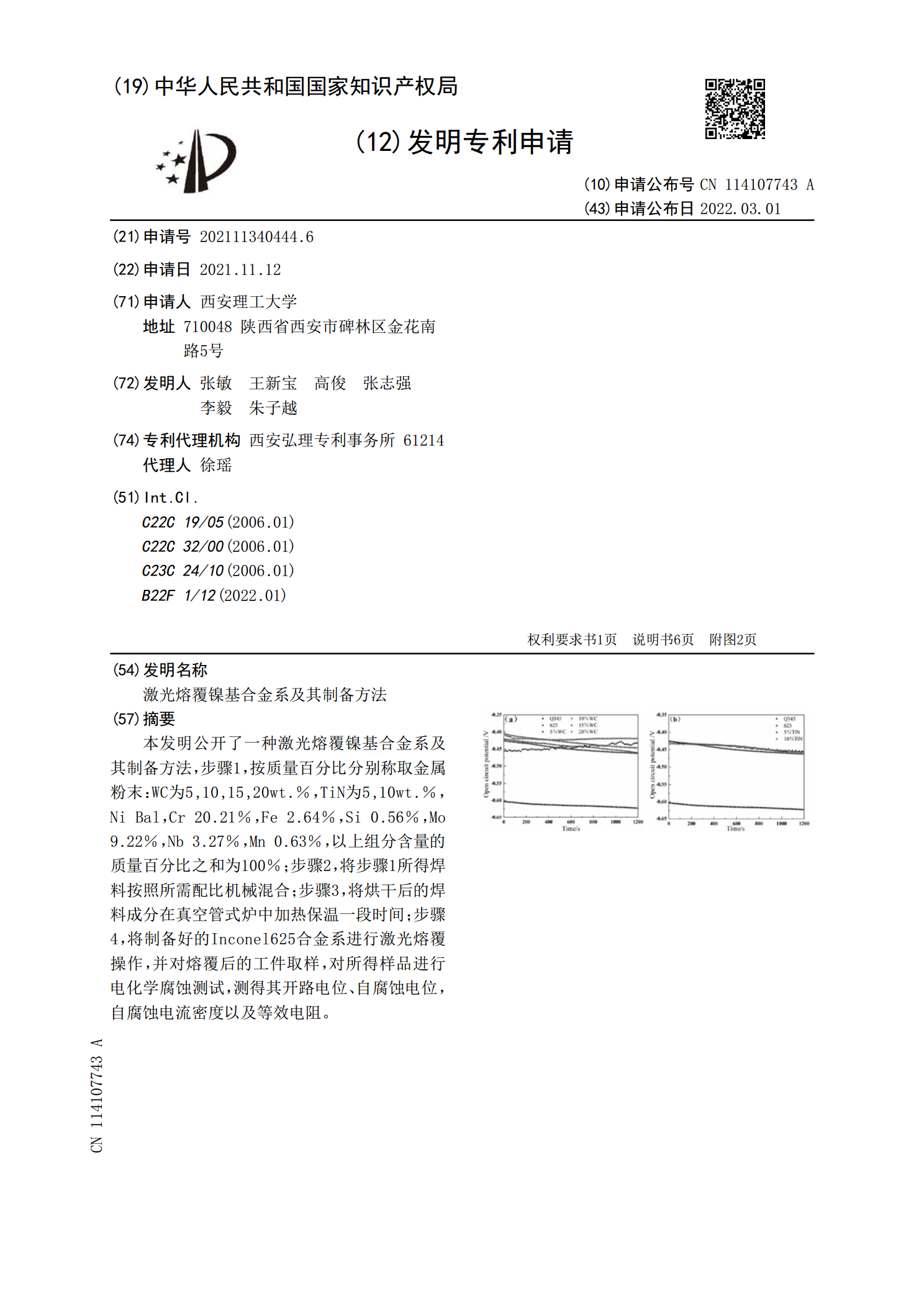
本发明公开了一种激光熔覆镍基合金系及其制备方法,步骤1,按质量百分比分别称取金属粉末:WC为5,10,15,20wt.%,TiN为5,10wt.%,NiBal,Cr20.21%,Fe2.64%,Si0.56%,Mo9.22%,Nb3.27%,Mn0.63%,以上组分含量的质量百分比之和为100%;步骤2,将步骤1所得焊料按照所需配比机械混合;步骤3,将烘干后的焊料成分在真空管式炉中加热保温一段时间;步骤4,将制备好的Inconel625合金系进行激光熔覆操作,并对熔覆后的工件取样,对所得样品