
一种无缝钢管的热处理工艺.pdf

山梅****ai


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种无缝钢管热处理工艺.pdf
本发明公开了一种无缝钢管热处理工艺,包括以下步骤:1)退火:将半成品的无缝钢管输送至马弗炉中进行退火处理;2)淬火:将退火后的无缝钢管输送至淬火炉中进行淬火处理,分为加热一段、加热二段以及均热段;3)淬火液浇浸:淬火完毕后出淬火炉浸入温度为15‑25℃的淬火液,淬火时间为45‑55s;4)回火:最后将无缝钢管输送到回火炉中进行回火处理,回火结束后出炉空冷至室温即可。该种热处理工艺能增强无缝钢管性能的稳定性,同时避免了无缝钢管因热处理产生的弯曲、力学性能不均匀而无法矫直纠正等现象。

一种无缝钢管的热处理加工工艺.pdf
本发明公开了无缝钢管热处理技术领域的一种无缝钢管的热处理加工工艺,步骤一:将需要进行热处理的无缝钢管装入热处理装置中部位置,使无缝钢管处于水平状态;步骤二:热处理装置对无缝钢管进行热处理,提高无缝钢管的性能;本发明通过在每次对无缝钢管进行热处理时,先利用洗刷机构将淬火后的水抽回,对向右侧加热炉输送的无缝钢管进行冲洗,配合转动机构,使无缝钢管在向右输送的同时不停的转动,不仅有利于洗刷机构对无缝钢管进行彻底清洁,而且还有利于加热炉对无缝钢管外表面进行均匀加热,调用淬火后的水对无缝钢管进行清洗,不仅节省了水资源
一种无缝钢管的热处理工艺.pdf
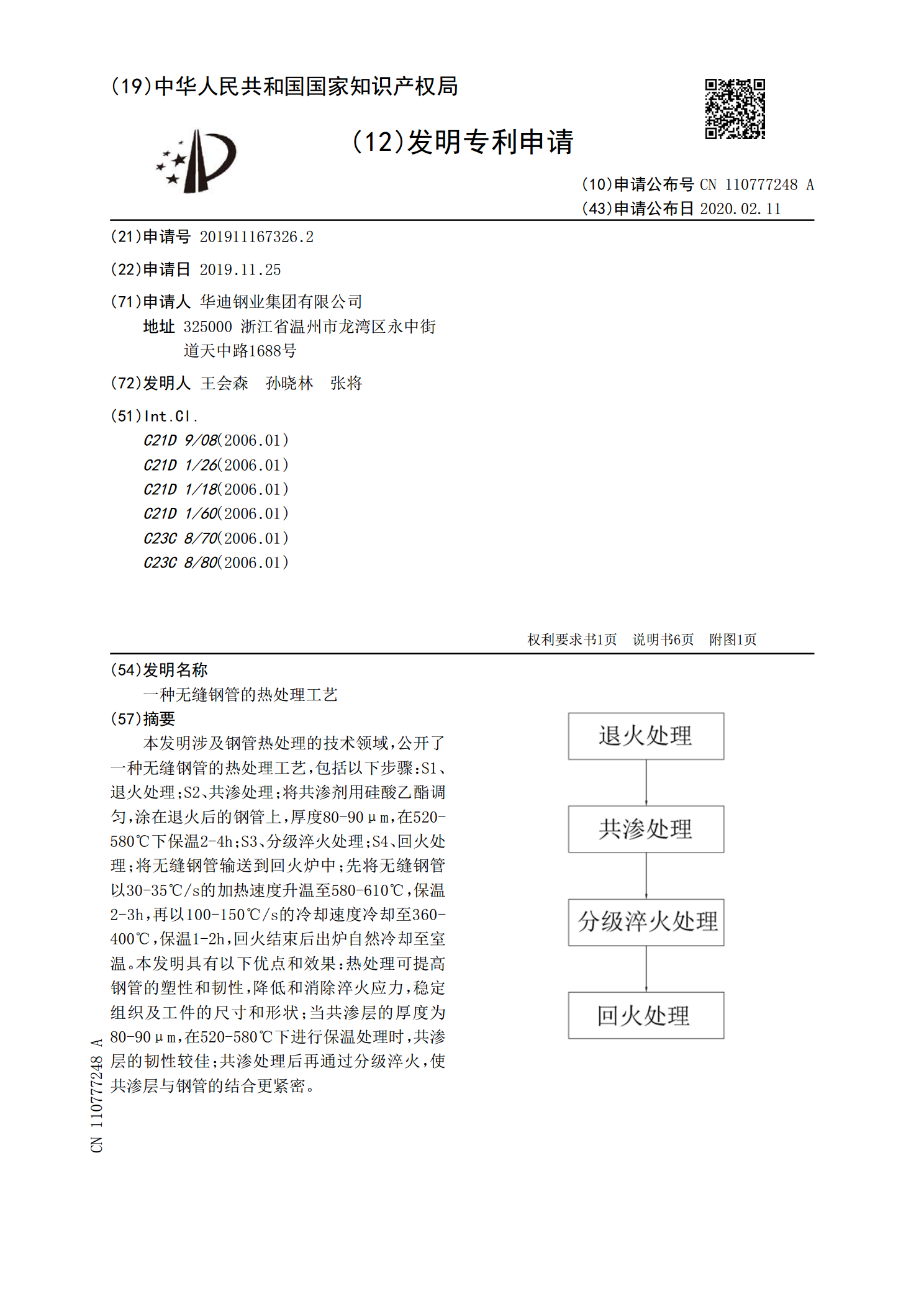
本发明涉及钢管热处理的技术领域,公开了一种无缝钢管的热处理工艺,包括以下步骤:S1、退火处理;S2、共渗处理;将共渗剂用硅酸乙酯调匀,涂在退火后的钢管上,厚度80‑90μm,在520‑580℃下保温2‑4h;S3、分级淬火处理;S4、回火处理;将无缝钢管输送到回火炉中;先将无缝钢管以30‑35℃/s的加热速度升温至580‑610℃,保温2‑3h,再以100‑150℃/s的冷却速度冷却至360‑400℃,保温1‑2h,回火结束后出炉自然冷却至室温。本发明具有以下优点和效果:热处理可提高钢管的塑性和韧性,降低

一种无缝钢管的热处理工艺.pdf
本发明公开了一种无缝钢管的热处理工艺,包括以下步骤:将成品的无缝钢管输送至加热炉中,温度为700‑900℃,随后送入钢管外壁抛丸清理机中进行抛丸处理;将抛丸后的无缝钢管再次输送至加热炉中,温度为480‑560℃,保温30‑70分钟;将S2中的无缝钢管放入渗氮炉中处理;将无缝钢管放入淬火炉中进行分级淬火;将无缝钢管输送到回火炉中加热,回火结束后出炉自然冷却至室温。本发明涉及钢管热处理技术领域。该工艺能够降低钢管表面铁中的碳的含量,增加了钢管的韧性和塑性,防止疲劳失效,提高疲劳寿命,随后进行的渗氮处理,提高疲

无缝钢管热处理工艺.pdf
本发明公开了一种无缝钢管热处理工艺,包括如下步骤:1)将钢管在炉温为200‑300℃的保温炉中进行预热35‑45分钟;2)将步骤1)得到的钢管放入炉温为700‑750℃的加热炉中,然后逐渐升温至900‑1000℃,然后保温30‑50分钟;3)将步骤2)得到的钢管放入初始温度为500‑600℃降温炉中,然后逐渐降温至100‑200℃,保温10‑15分钟;4)将步骤3)得到的钢管放入初始温度为300‑350℃热处理炉中逐渐升温至500‑550℃,保温60‑80分钟,然后将钢管放置在室温下自然冷却。本发明的有益