
一种分水器及焊接工艺.pdf

An****70


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种分水器及焊接工艺.pdf
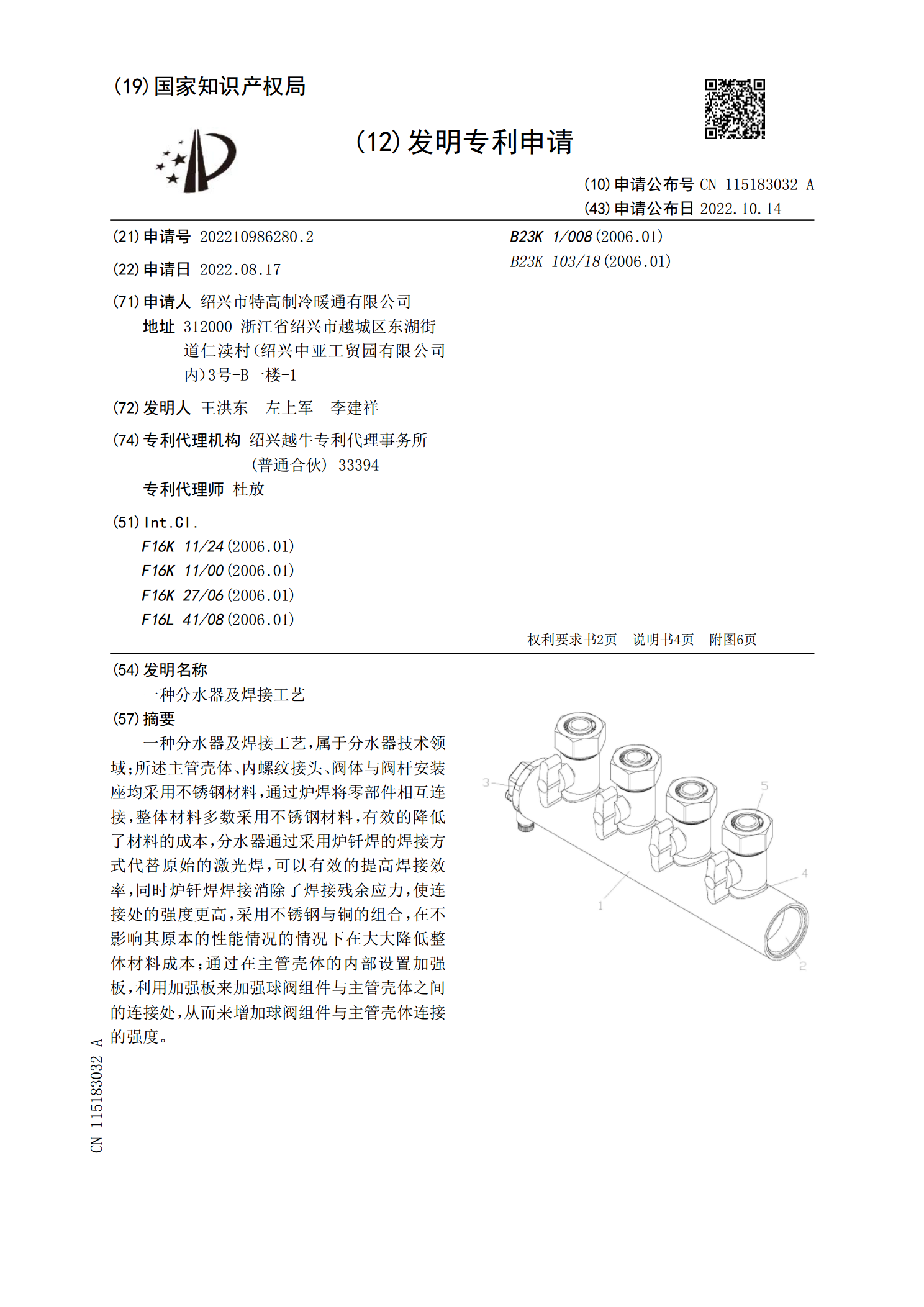
一种分水器及焊接工艺,属于分水器技术领域;所述主管壳体、内螺纹接头、阀体与阀杆安装座均采用不锈钢材料,通过炉焊将零部件相互连接,整体材料多数采用不锈钢材料,有效的降低了材料的成本,分水器通过采用炉钎焊的焊接方式代替原始的激光焊,可以有效的提高焊接效率,同时炉钎焊焊接消除了焊接残余应力,使连接处的强度更高,采用不锈钢与铜的组合,在不影响其原本的性能情况的情况下在大大降低整体材料成本;通过在主管壳体的内部设置加强板,利用加强板来加强球阀组件与主管壳体之间的连接处,从而来增加球阀组件与主管壳体连接的强度。

高效分水器焊接工艺规程.doc
焊接工艺规程产品编号:F12-02-01产品图号:CSW702-N1201005产品名称:高效分水器焊接工艺规程版次及压力容器技术特性版次1阶段设计压力(MPa)壳程:0.6MPa管程:MPa说明设计温度(℃)壳程:90℃管程:℃修改标记及次数水压试验压力(MPa)壳程:0.75MPa管程:MPa编制人工作介质壳程:含气水原油管程:审核人焊缝系数0.85日期容器类别一类广饶晨丰昊坤石油化工设备有限公司产品编号F12-02-01焊接工艺卡(接头编号示意图)名称高效分水器图号CSW702-N1201005编制

高效分水器焊接工艺规程.docx
焊接工艺规程产品编号:F12-02-01产品图号:CSW702-N1201005产品名称:高效分水器焊接工艺规程版次及压力容器技术特性版次1阶段设计压力(MPa)壳程:0.6MPa管程:MPa说明设计温度(℃)壳程:90℃管程:℃修改标记及次数水压试验压力(MPa)壳程:0.75MPa管程:MPa编制人工作介质壳程:含气水原油管程:审核人焊缝系数0.85日期容器类别一类广饶晨丰昊坤石油化工设备有限公司产品编号F12-02-01焊接工艺卡(接头编号示意图)名称高效分水器图号CSW702-N1201005编制
一种集分水器焊接装置.pdf
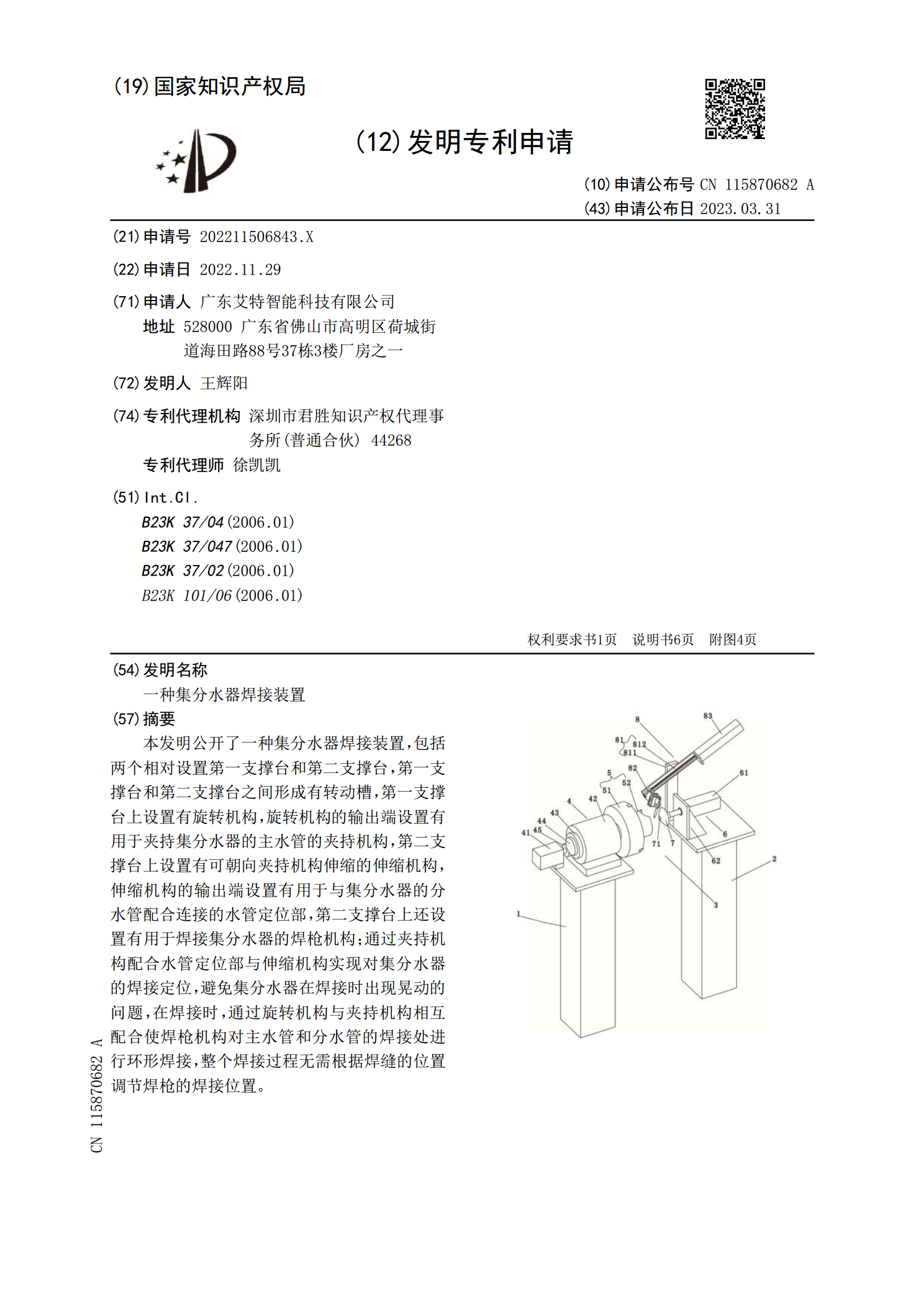
本发明公开了一种集分水器焊接装置,包括两个相对设置第一支撑台和第二支撑台,第一支撑台和第二支撑台之间形成有转动槽,第一支撑台上设置有旋转机构,旋转机构的输出端设置有用于夹持集分水器的主水管的夹持机构,第二支撑台上设置有可朝向夹持机构伸缩的伸缩机构,伸缩机构的输出端设置有用于与集分水器的分水管配合连接的水管定位部,第二支撑台上还设置有用于焊接集分水器的焊枪机构;通过夹持机构配合水管定位部与伸缩机构实现对集分水器的焊接定位,避免集分水器在焊接时出现晃动的问题,在焊接时,通过旋转机构与夹持机构相互配合使焊枪机构

一种分水器及其制造工艺方法.pdf
本发明涉及分水器的技术领域,更具体地,涉及一种分水器及其制造工艺方法。一种分水器,其中,分水器由主管、一个或一个以上支管组成;所述的主管和支管的外部设有外防腐层,所述的主管和支管的内部设有内防腐层。分水器的基管为金属材质。本发明涉及的内外具有防腐层的分水器不仅拥有良好的抗腐蚀性能,耐酸碱,克服了普通镀锌管埋地输水过程中出现锈蚀、积垢等问题,杜绝了管道堵塞,有效延长使用寿命。