
一种充压缩空气防爆真空吸铸系统及其工作方法.pdf

fa****楠吖

1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种充压缩空气防爆真空吸铸系统及其工作方法.pdf
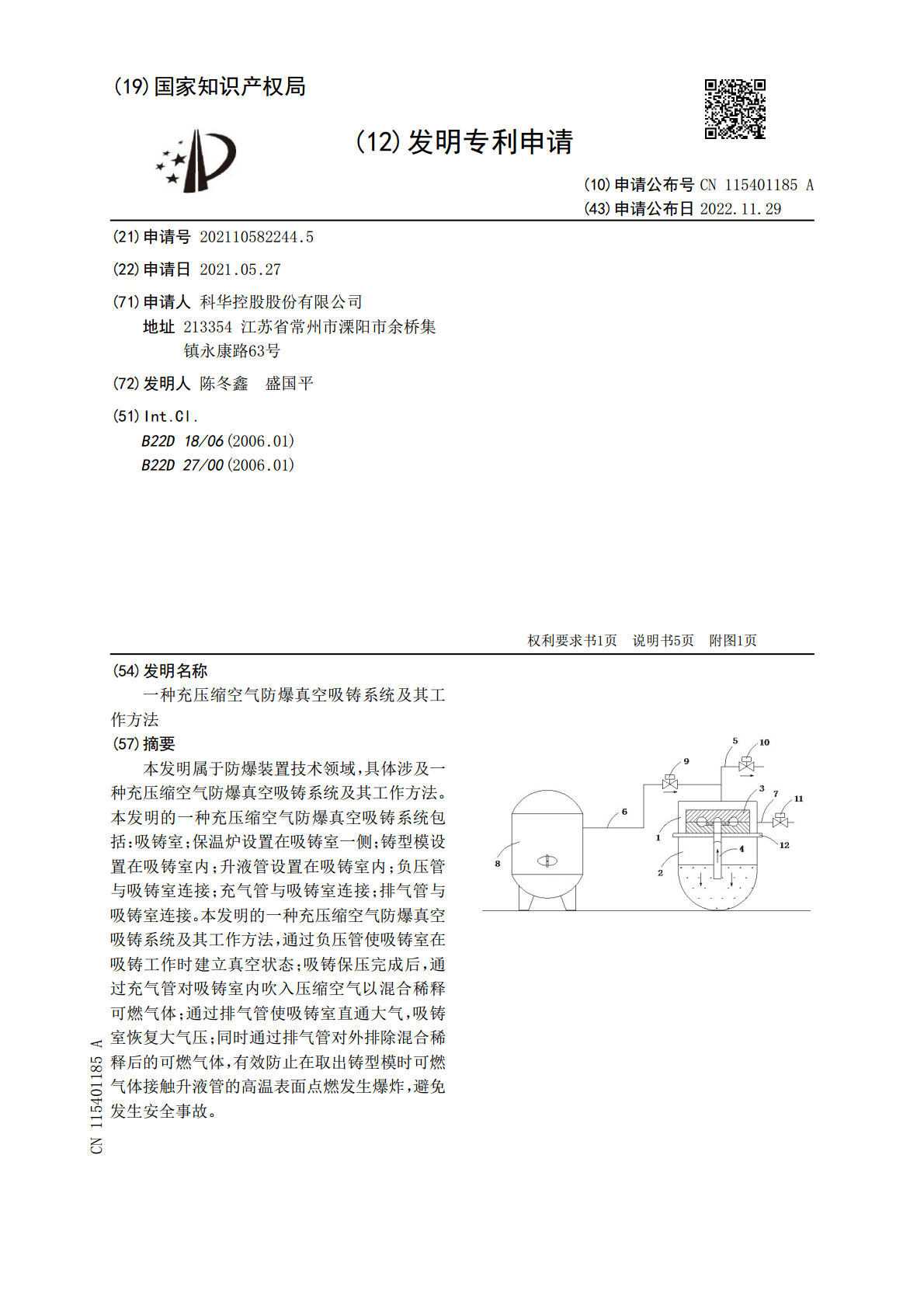
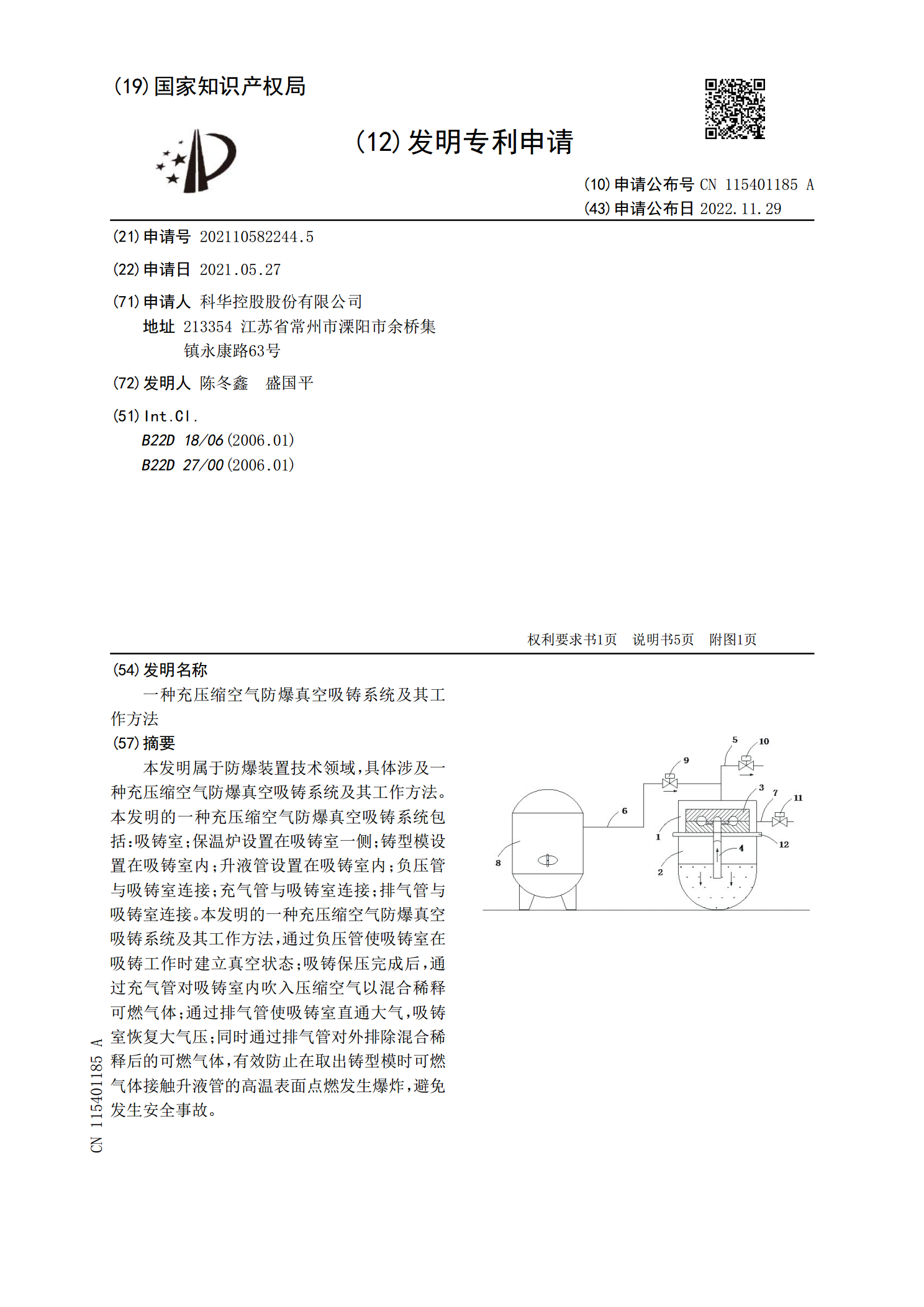
本发明属于防爆装置技术领域,具体涉及一种充压缩空气防爆真空吸铸系统及其工作方法。本发明的一种充压缩空气防爆真空吸铸系统包括:吸铸室;保温炉设置在吸铸室一侧;铸型模设置在吸铸室内;升液管设置在吸铸室内;负压管与吸铸室连接;充气管与吸铸室连接;排气管与吸铸室连接。本发明的一种充压缩空气防爆真空吸铸系统及其工作方法,通过负压管使吸铸室在吸铸工作时建立真空状态;吸铸保压完成后,通过充气管对吸铸室内吹入压缩空气以混合稀释可燃气体;通过排气管使吸铸室直通大气,吸铸室恢复大气压;同时通过排气管对外排除混合稀释后的可燃气
一种真空吸铸室安全充氮用防爆装置.pdf
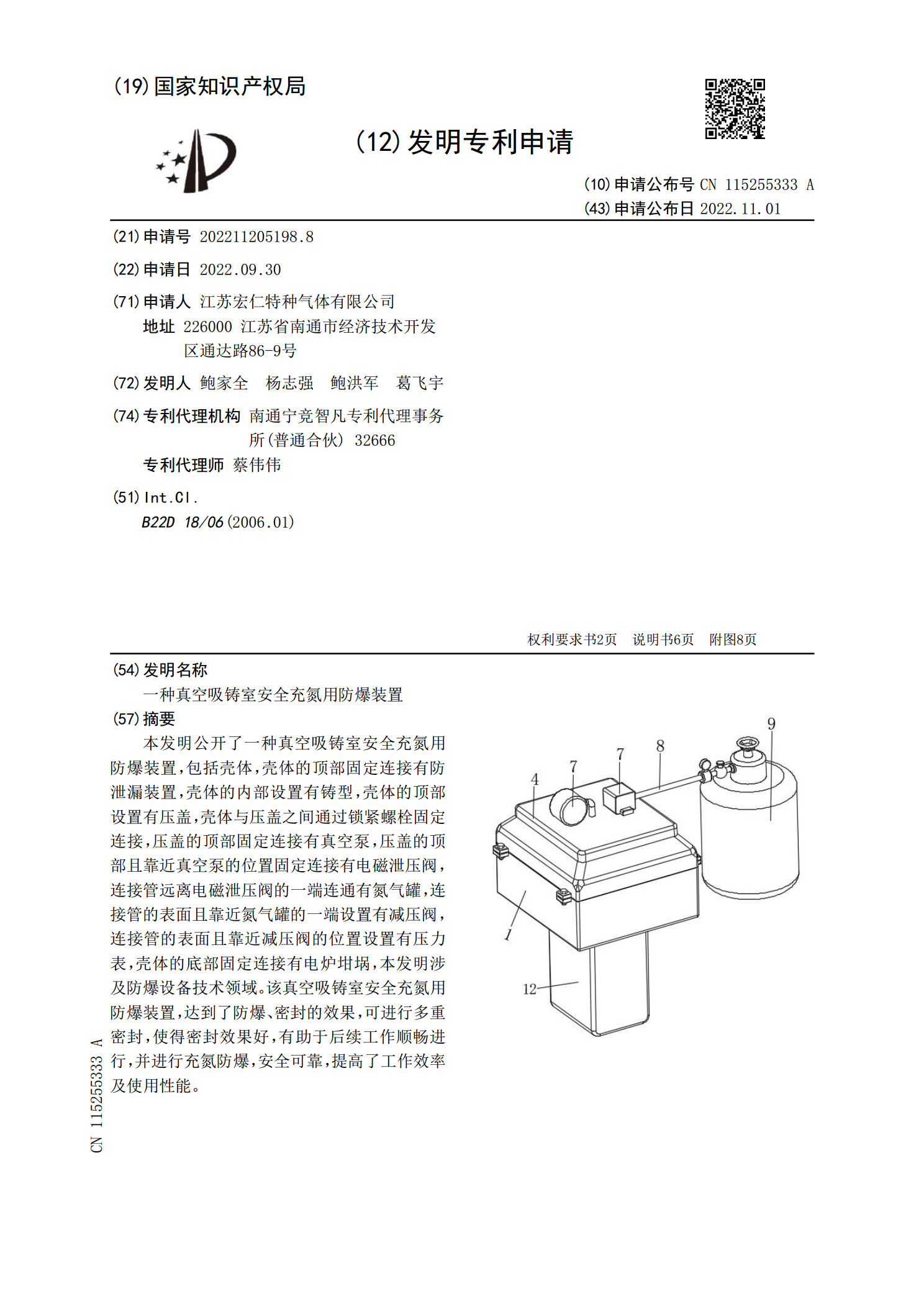
本发明公开了一种真空吸铸室安全充氮用防爆装置,包括壳体,壳体的顶部固定连接有防泄漏装置,壳体的内部设置有铸型,壳体的顶部设置有压盖,壳体与压盖之间通过锁紧螺栓固定连接,压盖的顶部固定连接有真空泵,压盖的顶部且靠近真空泵的位置固定连接有电磁泄压阀,连接管远离电磁泄压阀的一端连通有氮气罐,连接管的表面且靠近氮气罐的一端设置有减压阀,连接管的表面且靠近减压阀的位置设置有压力表,壳体的底部固定连接有电炉坩埚,本发明涉及防爆设备技术领域。该真空吸铸室安全充氮用防爆装置,达到了防爆、密封的效果,可进行多重密封,使得密

井下无线充电安全屋的充氮正压防爆系统及其工作方法.pdf
本发明属于煤矿井下巡检机器人应用技术领域,具体公开了井下无线充电安全屋的充氮正压防爆系统,包括氮气罐、氮气导管、主氮气导管、抽气泵、分氮气导管、第一氮气输气管和第二氮气输气管等,其中,第一氮气输气管与井下无线充电安全屋的控制舱外壁连接,第二氮气输气管与井下无线充电安全屋的充电舱外壁连接。本发明的有益效果在于:巡检机器人在井下无线充电安全屋内充电时,井下无线充电安全屋内无易燃、易爆气体进入,给巡检机器人提供一个安全可靠、快速高效地自动无线充电环境,杜绝充电装置可能发生高温爆燃的隐患;实现充氮正压防爆智能控制

熔模真空吸铸及其应用.docx
熔模真空吸铸及其应用熔模真空吸铸及其应用摘要:熔模真空吸铸是一种通过将金属或合金材料熔化注入熔模中,并施加真空吸力使其充分填充模腔的工艺方法。本文将对熔模真空吸铸的原理、优点、应用及发展趋势进行探讨,旨在为相关领域研究人员提供参考。1.引言熔模真空吸铸是一种先进的铸造技术,其发展与应用已经引起广泛关注。随着现代工业的发展,对于轻量化、高精度、复杂部件的需求日益增加,传统的铸造方法往往难以满足要求。而熔模真空吸铸作为一种精密铸造技术,能够满足这些要求。2.熔模真空吸铸的原理熔模真空吸铸的基本原理为将金属或合
一种充液阀及其工作方法.pdf
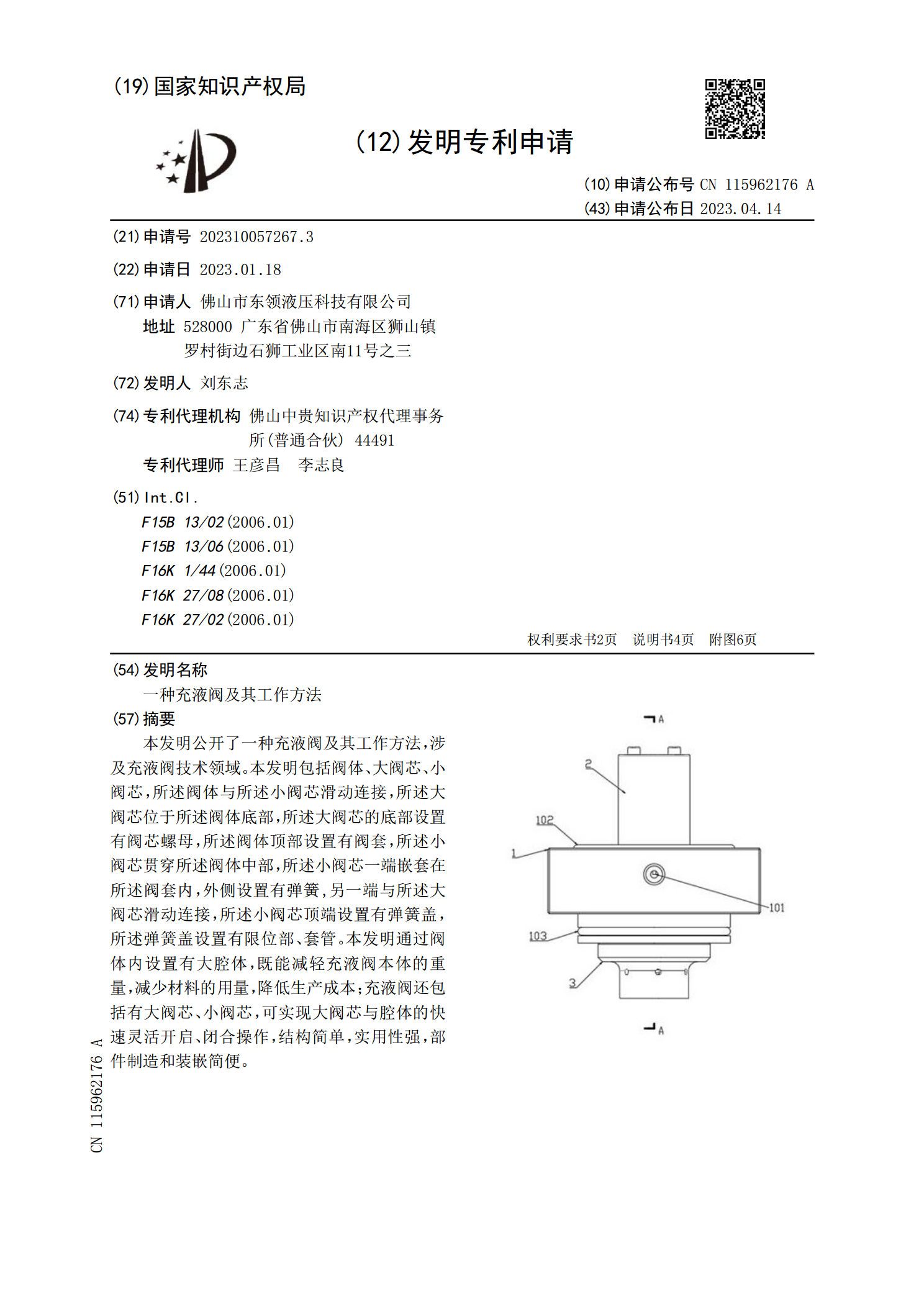
本发明公开了一种充液阀及其工作方法,涉及充液阀技术领域。本发明包括阀体、大阀芯、小阀芯,所述阀体与所述小阀芯滑动连接,所述大阀芯位于所述阀体底部,所述大阀芯的底部设置有阀芯螺母,所述阀体顶部设置有阀套,所述小阀芯贯穿所述阀体中部,所述小阀芯一端嵌套在所述阀套内,外侧设置有弹簧,另一端与所述大阀芯滑动连接,所述小阀芯顶端设置有弹簧盖,所述弹簧盖设置有限位部、套管。本发明通过阀体内设置有大腔体,既能减轻充液阀本体的重量,减少材料的用量,降低生产成本;充液阀还包括有大阀芯、小阀芯,可实现大阀芯与腔体的快速灵活开