
一种高炉炉壳焊接保护棚搭设方法.pdf

景福****90

1/10
2/10

3/10

4/10

5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种高炉炉壳焊接保护棚搭设方法.pdf
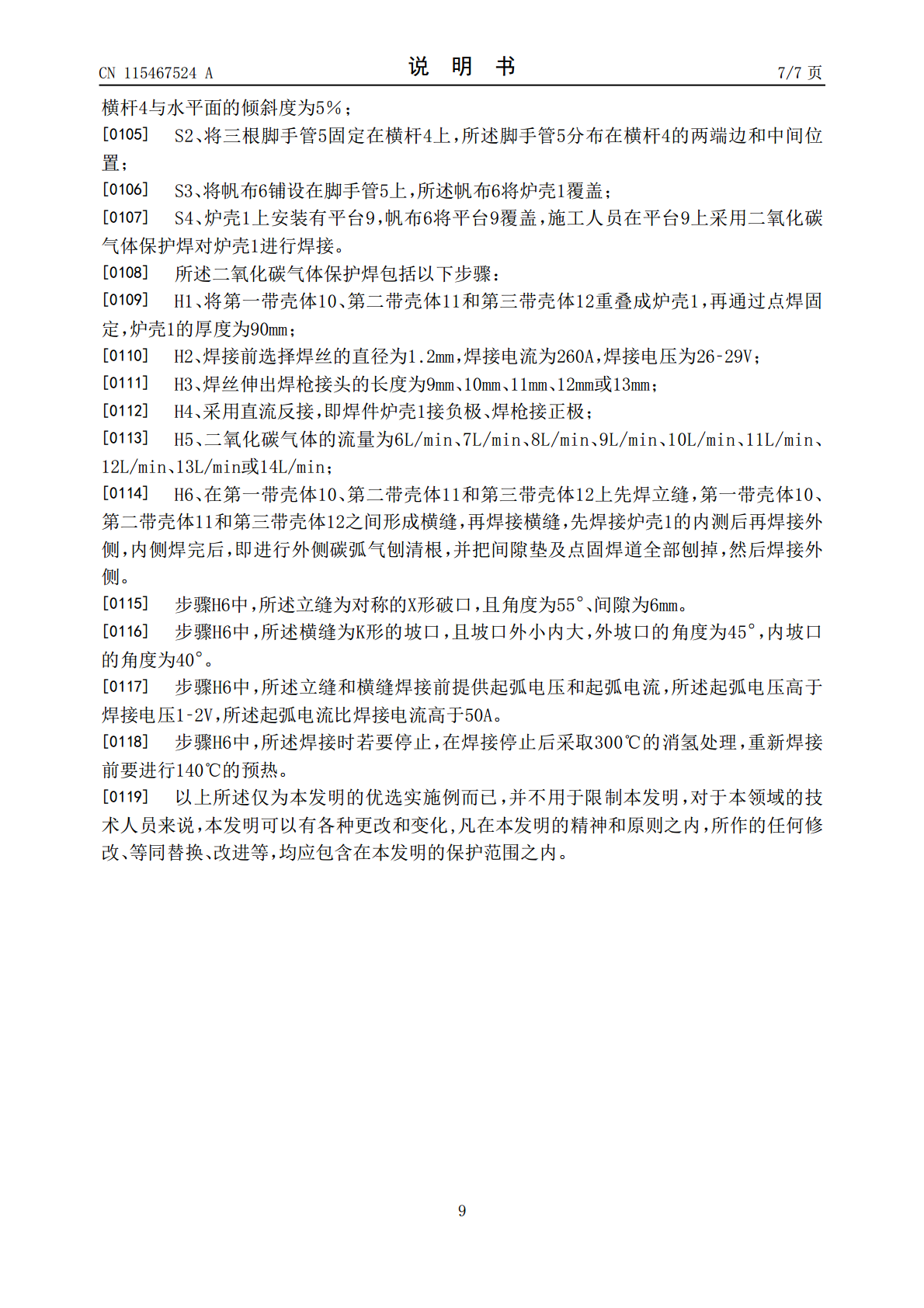
本发明涉及一种高炉炉壳焊接保护棚搭设方法,包括以下步骤:S1、将卡板上的竖版通过螺栓固定在炉壳上,横板通过支架固定横杆,所述横杆与水平面的倾斜度为5%;S2、将三根脚手管固定在横杆上,所述脚手管分布在横杆的两端边和中间位置;S3、将帆布铺设在脚手管上,所述帆布将炉壳覆盖;S4、炉壳上安装有平台,帆布将平台覆盖,施工人员在平台上采用二氧化碳气体保护焊对炉壳进行焊接。通过施工现场的施工材料如(脚手管)和高炉炉壳的结构的特点,采用制作简单,安装简便的可拆卸支架,用螺栓顶住炉壳。
一种高炉炉壳外壁焊接平台及其搭设方法.pdf
本发明提供了一种高炉炉壳外壁焊接平台,包括环形的平台主体,平台主体的内边沿连接有伸缩装置,伸缩装置可向平台主体的径向伸缩;平台主体包括内圈、外圈,以及由内圈向外圈辐射的若干主梁,主梁不少于四根,相邻两根主梁之间通过次梁连接;在相邻两根主梁之间铺设操作面板;伸缩装置包括与主梁滑动连接的滑轨,滑轨可沿主梁的长度方向滑动。本发明还提供了一种高炉炉壳外壁焊接平台搭设方法。本发明通过伸缩装置调整焊接平台的直径大小,可以对炉壳外壁不同直径处的焊接区域进行焊接操作,无需再重新搭设焊接平台即可满足整个炉壳外壁的焊接要求,
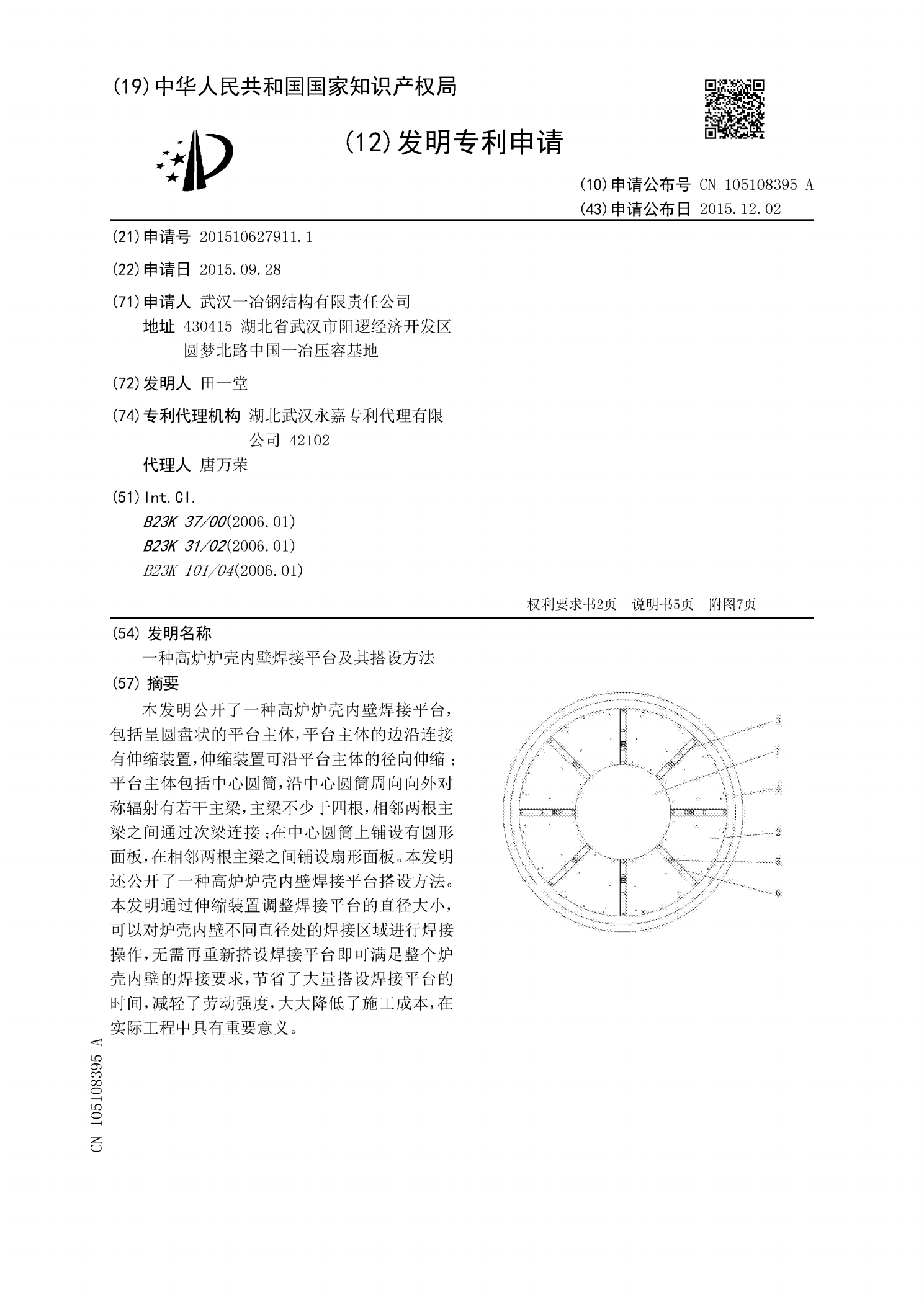
一种高炉炉壳内壁焊接平台及其搭设方法.pdf
本发明公开了一种高炉炉壳内壁焊接平台,包括呈圆盘状的平台主体,平台主体的边沿连接有伸缩装置,伸缩装置可沿平台主体的径向伸缩;平台主体包括中心圆筒,沿中心圆筒周向向外对称辐射有若干主梁,主梁不少于四根,相邻两根主梁之间通过次梁连接;在中心圆筒上铺设有圆形面板,在相邻两根主梁之间铺设扇形面板。本发明还公开了一种高炉炉壳内壁焊接平台搭设方法。本发明通过伸缩装置调整焊接平台的直径大小,可以对炉壳内壁不同直径处的焊接区域进行焊接操作,无需再重新搭设焊接平台即可满足整个炉壳内壁的焊接要求,节省了大量搭设焊接平台的时间
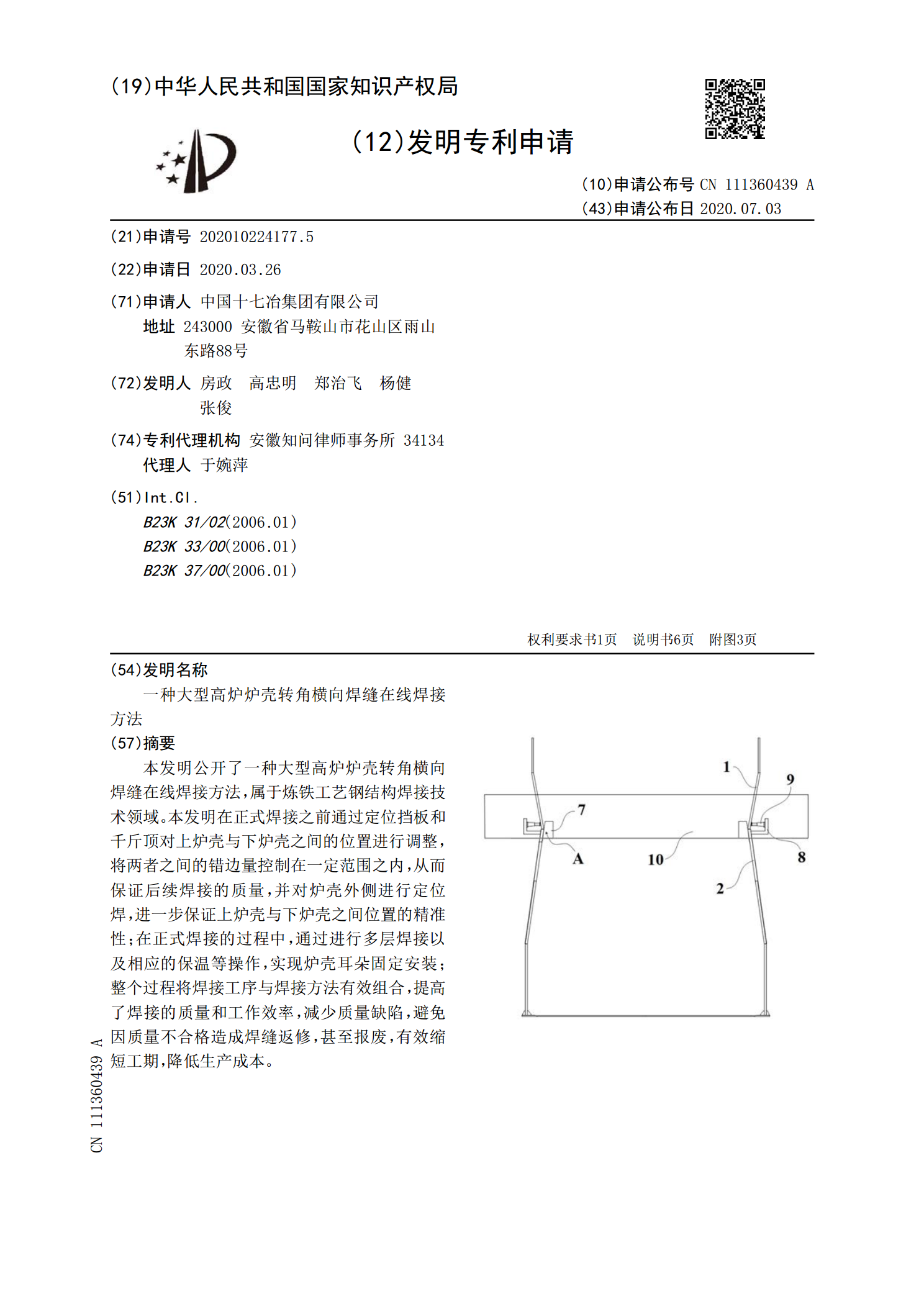
一种大型高炉炉壳转角横向焊缝在线焊接方法.pdf
本发明公开了一种大型高炉炉壳转角横向焊缝在线焊接方法,属于炼铁工艺钢结构焊接技术领域。本发明在正式焊接之前通过定位挡板和千斤顶对上炉壳与下炉壳之间的位置进行调整,将两者之间的错边量控制在一定范围之内,从而保证后续焊接的质量,并对炉壳外侧进行定位焊,进一步保证上炉壳与下炉壳之间位置的精准性;在正式焊接的过程中,通过进行多层焊接以及相应的保温等操作,实现炉壳耳朵固定安装;整个过程将焊接工序与焊接方法有效组合,提高了焊接的质量和工作效率,减少质量缺陷,避免因质量不合格造成焊缝返修,甚至报废,有效缩短工期,降低生
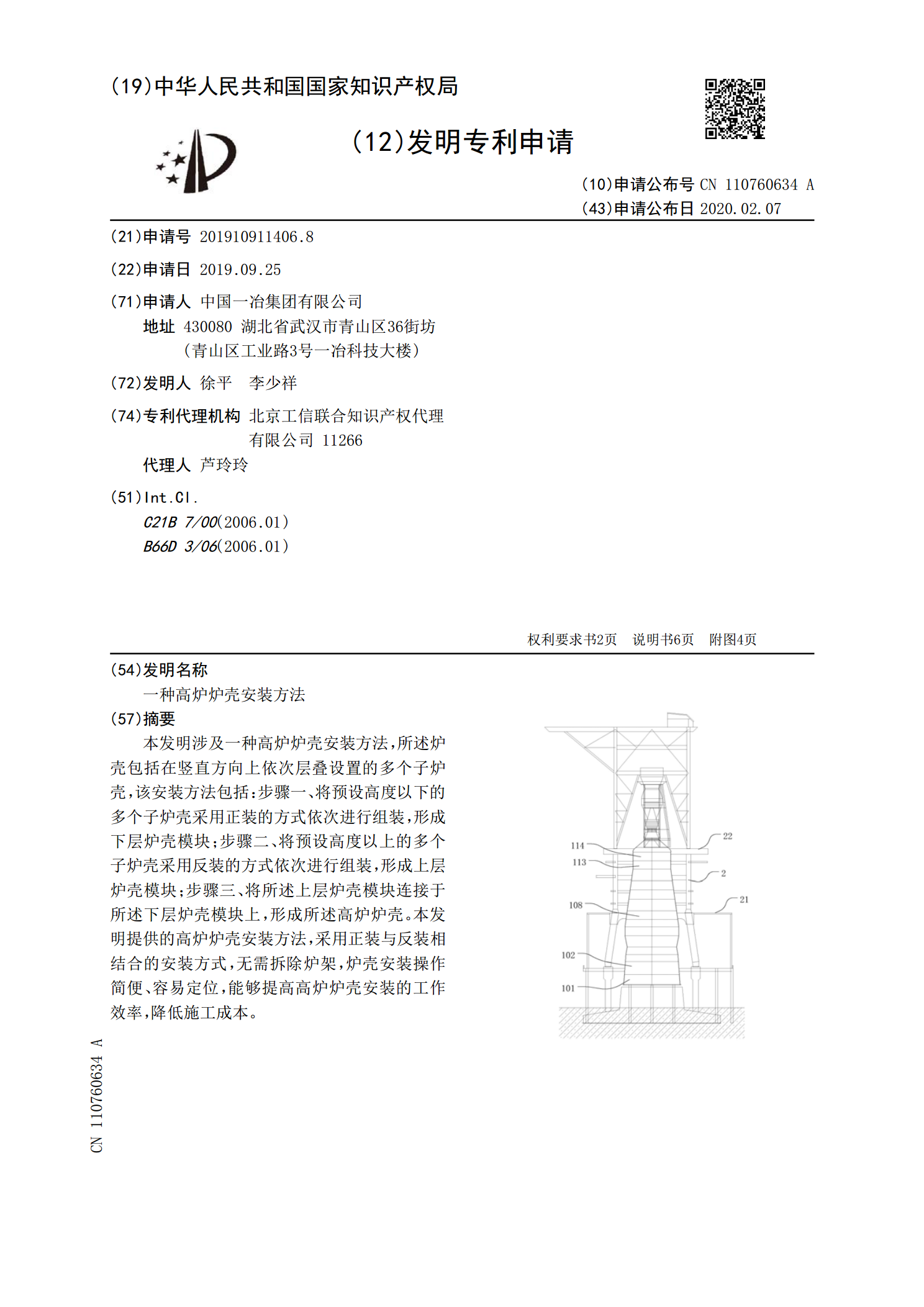
一种高炉炉壳安装方法.pdf
本发明涉及一种高炉炉壳安装方法,所述炉壳包括在竖直方向上依次层叠设置的多个子炉壳,该安装方法包括:步骤一、将预设高度以下的多个子炉壳采用正装的方式依次进行组装,形成下层炉壳模块;步骤二、将预设高度以上的多个子炉壳采用反装的方式依次进行组装,形成上层炉壳模块;步骤三、将所述上层炉壳模块连接于所述下层炉壳模块上,形成所述高炉炉壳。本发明提供的高炉炉壳安装方法,采用正装与反装相结合的安装方式,无需拆除炉架,炉壳安装操作简便、容易定位,能够提高高炉炉壳安装的工作效率,降低施工成本。