
一种低应变时效电子引线用高速线材的生产方法.pdf

一只****签网

1/7
2/7
3/7

4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种低应变时效电子引线用高速线材的生产方法.pdf
本发明公开一种低应变时效电子引线用高速线材的生产方法,属于冶金技术领域。生产方法包括冶炼、连铸、铸坯加热、线材轧制、吐丝、线材缓冷工序,最终获得电子引线用高速线材;所述线材缓冷工序:保温罩全部关闭,平均辊道速度为0.30‑0.35m/s,所述铸坯加热工序:铸坯进入加热炉中首先预热到1065‑1095℃,然后加热到1090‑1110℃保温。本发明对夹杂物控制水平较高,拉拔加工性能得到提高,电子引线用高速线材在拉拔加工过程中断丝率≤0.3次/吨,大幅提高了加工效率和成品质量。
一种高速线材的生产方法.pdf
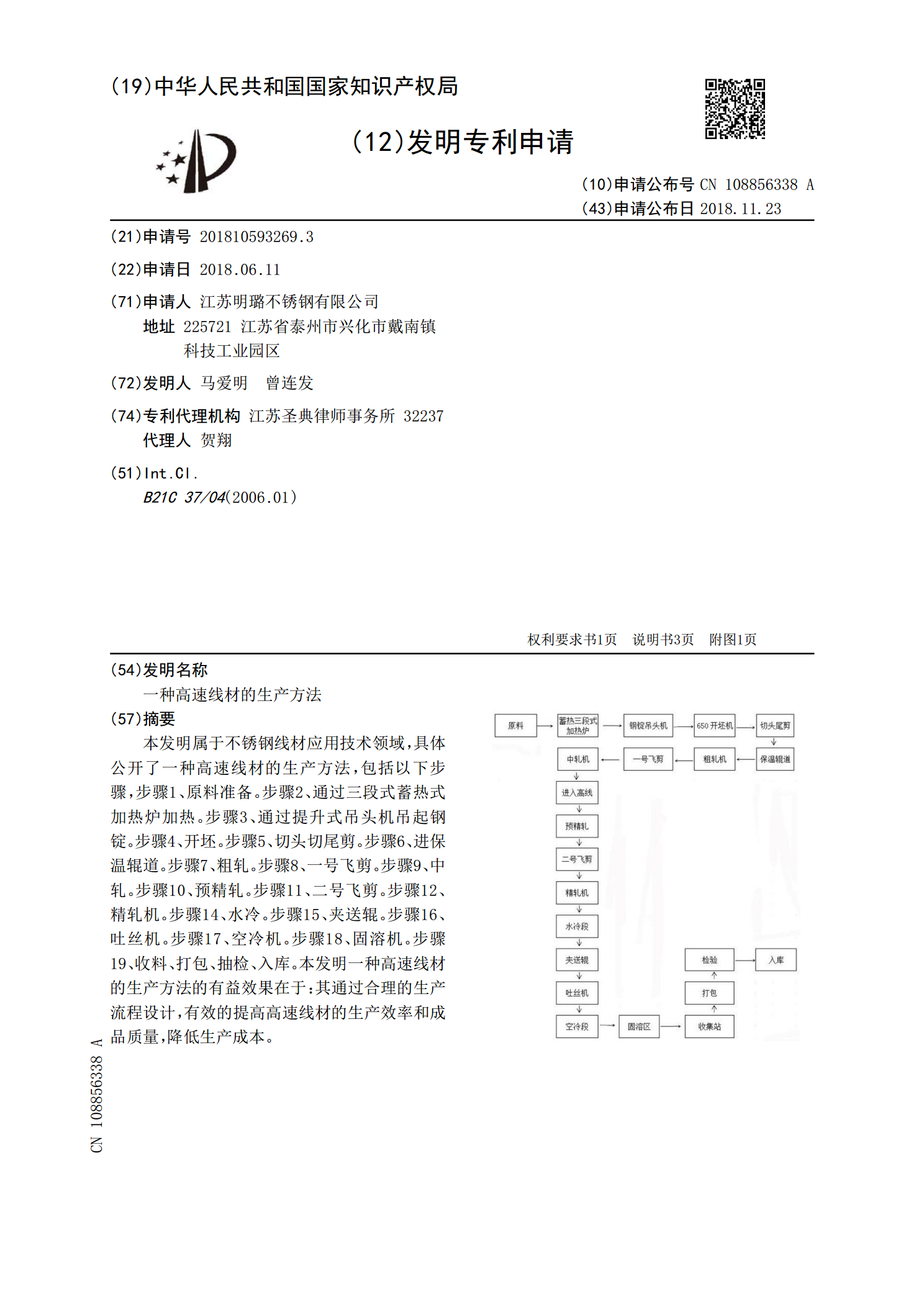
本发明属于不锈钢线材应用技术领域,具体公开了一种高速线材的生产方法,包括以下步骤,步骤1、原料准备。步骤2、通过三段式蓄热式加热炉加热。步骤3、通过提升式吊头机吊起钢锭。步骤4、开坯。步骤5、切头切尾剪。步骤6、进保温辊道。步骤7、粗轧。步骤8、一号飞剪。步骤9、中轧。步骤10、预精轧。步骤11、二号飞剪。步骤12、精轧机。步骤14、水冷。步骤15、夹送辊。步骤16、吐丝机。步骤17、空冷机。步骤18、固溶机。步骤19、收料、打包、抽检、入库。本发明一种高速线材的生产方法的有益效果在于:其通过合理的生产流
一种高速线材新型压延品生产方法.pdf
本发明涉及不锈钢材料加工技术领域,尤其涉及一种高速线材新型压延品生产方法。本发明采用的技术方案是:包括以下步骤:1)采用步进式加热炉将生产82B高速线材盘条的钢坯加热至990℃~1230℃的步骤;2)进行无孔型平辊粗轧机组轧制,轧制过程中控制每道次的延伸系数为1.25~1.35,宽展系数为0.10~0.42,轧制过程中钢坯的运行速度为0.60m/s~1.12m/s的步骤;3)将上一步得到的方钢通过中轧机组和预精轧机组进行轧制进行进一步的扎制的步骤。本发明的优点是:解决了无孔轧制生产工艺存在的钢料脱方问题,

一种高速线材生产设备.pdf
一种高速线材生产设备,包括传导轨道、加热仓、横向挤压机箱、纵向挤压机箱与成型轨道,所述的传导轨道呈长条轨道设置,该传导轨道外侧设置有横向挤压机箱,所述的传导轨道内侧设置有第一加热板,所述的横向挤压机箱另一侧设置有纵向挤压机箱,该纵向挤压机箱内侧设置有第二加热板,所述的传导轨道外侧设置有方形槽,并通过该方形槽连接第一加热板与第二加热板,所述的传导轨道一端设置有成型轨道,该成型轨道内1侧设置有至少两段曲面,所述的传导轨道另一侧设置有输送轴轮,该传导轨道外侧设置有导热管,该新型设置有多个加热位置,可以对金属的软
一种用高速线材轧机生产TA10合金盘圆的方法.pdf
一种用高速线材轧机生产TA10合金盘圆的方法,将电子束冷床炉生产出的TA10合金方坯经过铣面、倒角、表面修磨、探伤、切头、涂防氧化层后装进高速线材轧机加热炉内进行加热,进行6~7道次粗轧后将方坯的头部切除,得到小方坯;将小方坯进行11~12道次精轧,再用吐丝机吐成TA10合金圈,将TA10合金圈风冷后送至集卷筒集卷后自然空冷至常温,获得TA10合金盘圆。本发明方法生产的TA10合金盘圆的单重可达1000kg、生产成本低、生产周期短、表面质量高、性能好。